ZSTZ 315/630磨齿机电气改造实例
2013-08-23扬州双扬机械有限责任公司江苏225003吴泽明
扬州双扬机械有限责任公司 (江苏 225003) 吴泽明
ZSTZ 315/63系列磨齿机是德国早期产品(国内相近型号为YK7163),在我国机械制造行业大量拥有,尽管有被成形磨取代的趋势,但在广大的中小企业到处仍见它的身影。不少机器机械部分还相当完好,但电气部分严重老化、故障频频,因此我们对本公司内8台该型号磨齿机全面进行了电气改造,以较小的代价取得了非常好的效果。
1.改造方案
(1)磨齿机工作时机械动作比较复杂,各部分之间有非常严格的逻辑关系和定位要求。机器的各种电动机多达十几只,各种继电器、接触器、行程开关有几十个,触点几百个。由于不停频繁地吸合放松,所以故障率极高,检修非常麻烦,所以我们决定用PLC(可编程控制器)和接近开关全面替代,大大地提高了可靠性,同时检修可用电脑监控,非常直观。
(2)机器的展成运动是由一台1.5kW的双速交流电动机驱动,用三只继电器进行切换,得到“高”、“低”两种速度。展成运动方向的改变也用由两只继电器切换相序来完成。原机部分就用了5个接触器,我们采用变频器驱动,保留原展成电动机。变频器的工作状态由PLC用MODBUS通信控制,让展成运动做到了无极调速,换向无触点切换。
(3)滑枕电动机也用变频器驱动,替代以前已经失灵的PW带无极变速器(有的机型采用双速电动机)。
(4)为确保齿轮加工的精度,磨头进出定位有很高的要求。此类磨齿机磨头定位方法一般有两种,一是用液压推动并保持压力,效果非常好;还有一种就像我们这种机器采用小电动机,到位后处于堵转状态,始终依靠电动机的电磁力压住定位块。因为堵转时电动机的电流非常大,所以在电路中都串有限流电阻。由于长期处于恶劣的工作环境中,这部分电动机损坏率比较高。我们原机用的是一种单相涡流微型电动机,有些里面桶状的铝质转子已严重变形无法修复,相同型号市场又没有,于是选用容易取得的国产三相微型电动机,通过试验,确定了最佳线路,既保证了运动时的驱动功率,又避免堵转保持时电动机发热严重。
2.具体实施
PLC选用台达DVP-60EC,该型号是Delta公司PLC产品中的一款普通型,包括主机加扩展I/O可达128点,内置RS-232与RS-485通信接口,支持MODBUS ASCLL/RTU通信协议。由于控制点较多,我们又增加了一个08XP输入/输出模块,一共用了68个点。
展成电动机也是用台达VFD-B 3.7kW通用型变频器驱动,该变频器性能不错,由于是一个厂家的产品用MODBUS协议与PLC通信控制非常方便,而且价格低,在此应用恰到好处。原电动机是4-8极双速电动机,我们使用时绕组接成4极,这样可以在额定频率下得到更大的速度调节范围和功率保证。
磨头进出电动机用国产三相微型电动机替代,三相电动机具有体积小、功率大、换向方便等特点。具体选用的型号是JW5024(功率60W,电压380V,电流0.3A,转速1400r/min)。为了保证磨头进出可靠,又要考虑电动机堵转时发热量在允许的范围内,限流电阻的选择非常重要,阻值大则电动机特性变软、转矩小;阻值小则电动机发热严重,如果将电阻始终串在电路中确实很难平衡。我们用了一个接触器增加了切换电路(见图1),磨头到位堵转时电阻起作用,前后运动时再将它短路。改造后三个月运行证明,替换非常成功,磨头运动轻快流畅、定位准确可靠、电动机温升正常。我们选用的阻值为820Ω、功率50W。使用中实际测量,电动机堵转时线电压是120V,相电流0.19A,温升30℃。
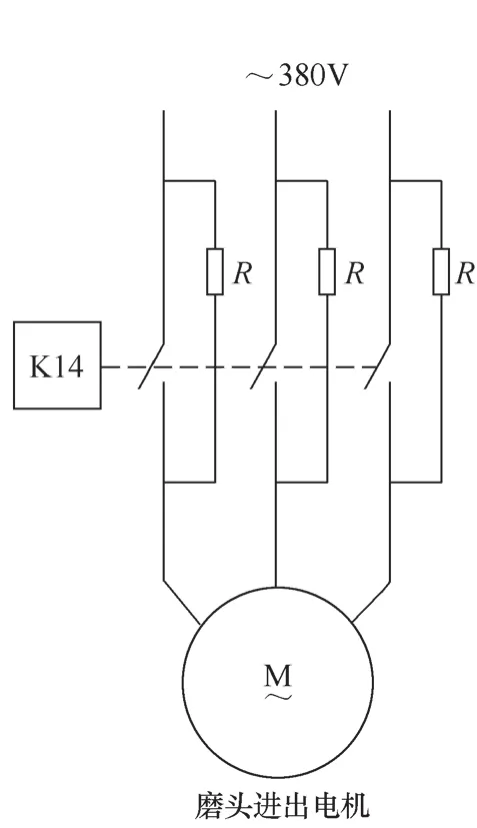
图1 磨头进出电动机接线
3.软件实现
磨齿机加工齿轮的过程尽管很复杂,但可以分解成个几个分部的简单动作,是由滑枕运动、展成运动、磨头进出、齿轮分度按一定规律和时序的组合,所以掌握了机床工作顺序后编制程序不是太难的(见图2),但有几点要注意:
(1)程序必须具有对机床必要的保护功能,如润滑的缺失、电路过载、行程极限等。
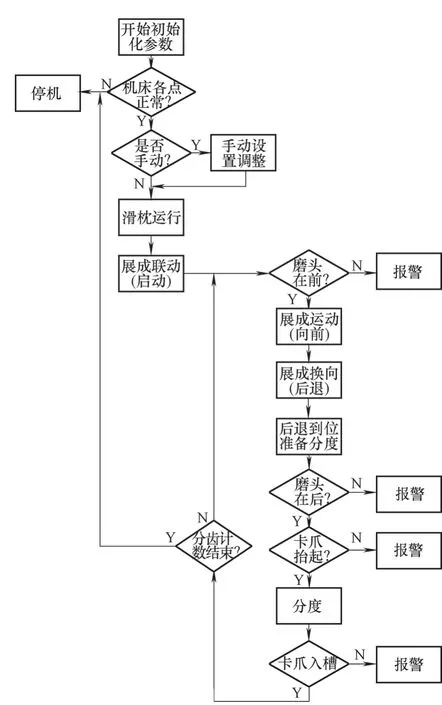
图2 主程序控制流程
(2)展成电动机用MODBUS通信控制启停、换向,但速度采用模拟量外部控制,在电柜上装一电位器方便操作工调节,滑枕的速度调节也用同样的方法处理。
(3)接近开关、PLC对干扰比较敏感,要注意屏蔽、隔离,布线时要将信号线、控制线与动力线分开,采取一点接地。
4.结语
从2012年开始到2013年2月,我们共完成了8台该类型的磨齿机电气改造。除了上述的主要部件外,低压电器我们用的德力西产品,效果也不错,这样平均每台的电气改造材料费用不超过10000元。机器从完工到现在几个月的状况来看,设备几乎是无故障运行。万一有问题检修也很方便,只要从PLC的I/O口就可以掌握机床的全部工作状态,进一步用电脑监控更是一目了然。总之从当初调研、设计,到最后的调试结束,在这半年时间里我们终于让这批老设备重新焕发了青春。