利用加工中心铣削链轮外齿形
2013-08-23河南洛阳第一拖拉机股份有限公司锻造厂471004张福达朱军军
河南洛阳第一拖拉机股份有限公司锻造厂 (471004) 张福达 朱军军
链轮是链传动中主要的零件之一,标准链轮大部分在滚齿机上用滚刀加工。而大规格与非标链轮的加工方法目前应用最广泛的仍然是成形法铣切链轮与范成法滚切链轮两种,但是由于以上两种加工方法容易受设备规格、刀具、效率的限制,因此我厂拟定利用加工中心具备三轴联动的特点尝试加工链轮的外齿形。
通过对成品图的认真研究及讨论后,利用UG软件对链轮加工过程进行模拟分析,以便确定此加工方案是否可行。
1.利用UG对零件进行三维造型
造型的正确与否是决定最终能否加工出合格零件最基础、最重要的环节,因为它会直接影响到成品的最终尺寸。因此在造型前一定要将客户提出的特殊要求及客户提供的产品图认真审阅并消化,将图中要求的信息(如齿形计算公式、模数、齿数外径、高度等)完全体现在三维造型中(见图1)。

图1
2.根据齿形最小拐角处确定刀具型号
刀具规格的选择会直接影响加工效率、零件表面质量及加工成本。刀具在选择时应尽量选择刀杆直径大一些的立铣刀,因为刀杆直径大一些的立铣刀刚性相对较好,这样在加工过程中可将机床进给速度提高,从而提高加工效率,但是在确定刀具直径大小的时候应充分考虑在加工过程中是否会发生过切现象,以保证刀具能够加工到最小凹处曲面与最小拐角处。
选择刀具时要考虑刀具的材料及刀体结构,目前比较流行使用的是可换刀片式的机夹刀杆及硬质合金机夹刀片,可换式硬质合金机夹刀片在切削钢件时(30Mn、42CrMo)进给速度可达1000 mm/min。根据图样提供的技术参数,进行计算,得知齿根圆弧为R25.6mm,因此选用外径为φ25mm的可换机夹刀片的立铣刀对零件进行铣削。在UG中加工环境下设定具体刀具参数如图2所示。

图2
3.根据三维造型建立机床坐标
创建坐标系要考虑工件在加工中心上如何定位,如何安放,同时还要考虑操作人员便于对刀,通常是以链轮内孔圆心为X轴、Y轴零点,以被加工件最高面为Z轴零点,这样不仅能够避免超出加工中心各轴的行程,而且只需利用顶尖对准心轴顶尖孔就可准确对准X轴、Y轴零点,能够达到既准确又方便的效果。在UG中加工环境下设定机床坐标点如图3所示。
4.确定铣削方式
U G软件提供了平面铣削方式及轮廓铣削方式,平面铣削方式是基于加工简单
规则形状的工件,如正方体的表面、侧面等,而轮廓铣削方式能够铣削较复杂的曲面,它几乎可以加工任何形状的曲面,经过分析,链轮的齿形是由复杂的渐开线形成,因此采用轮廓铣削方式(见图4)。

图3
5.选取待加工的表面

图4
此项值得注意的是,在选取待加工表面后,一定要对选定的曲面进行校验,以防多选曲面或漏选曲面,无论是多选曲面或漏选曲面都会影响成品的最终加工尺寸,严重的情况可能会导致撞刀现象的发生,因此要切记选取的被加工表面正确无误,以避免不必要的麻烦发生(见图5)。
6.确定铣削参数
在U G中,较复杂的曲面选择的切削方式一般为跟随周边,使用此铣削的方式能够在加工过程中减少空行程,在确定每次切削深度时应充分考虑被加工零件的材料及硬度,我厂加工的零件材料为35Mn,硬度为143~207HBW,最初确定的机床参数为1500r/min,进给速度1000mm/min,每刀加工深度0.7mm,通过试验感觉机床振动严重,因此调整了机床参数,最终确定的机床参数为1500r/min,进给速度1200mm/min,每刀加工深度0.5mm,最终满足加工要求。

图5
机床进给参数的选择还应考虑使用刀具的规格、材料以及机床规格等,只有合理的设置机床进给参数才能在满足加工要求的前提下提高生产效率,降低加工成本。还要根据工件要求的表面粗糙度确定工件是否进行2次精加工,一般粗加工后的表面粗糙度值能够达到Ra=6.3μm,如果工件表面质量要求高于Ra=6.3μm,那么应考虑进行2次精加工,一般粗加工给精加工留有0.5~0.7mm的余量,在精加工的时候应适当提高机床转速(2000 r/min)同时降低进给速度(700~800mm/min),表面粗糙度值可达Ra=3.2μm。设定铣削参数如图6所示。
7.动态模拟仿真

图6
动态模拟仿真能够检验刀具路径是否理想,同时可检查是否发生过切现象,通过调整各个参数尽量使刀具路径简捷快速,减少空行程,如果发现存在过切现象应修改安全平面,使刀具在变更路径时完全脱离工件,避免撞刀现象的发生(见图7)。
8.后处理
后处理是将优化后的走刀路径自动生成机床系统识别的G代码,通过机床系统控制机床走刀路径及各个动作(后处理操作见图8)。

图7
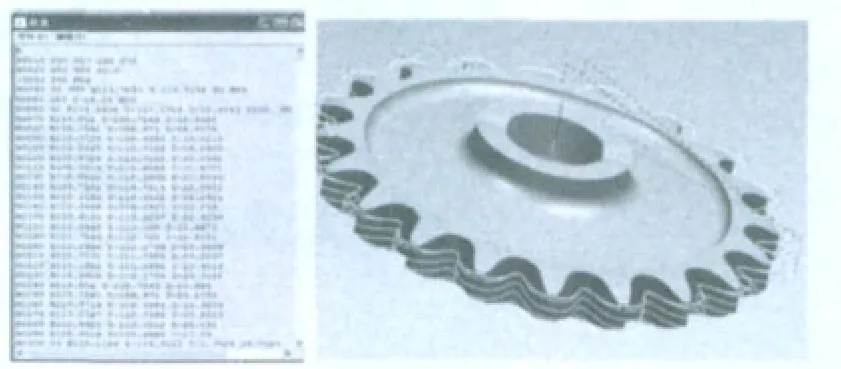
图8
将后处理的程序利用CF卡或U盘导入数控系统中,并运行试切工件(见图9),加工后成品效果如图10所示。
9.结语
利用加工中心铣削链轮外齿形是一种新的尝试,通过与滚齿机作比较,采用此方法不仅提高了加工效率,而且大大降低了加工成本,具体成果如附表所示。

图9

图10

加工对比表
