四工位电动刀架机械故障维修实例
2013-08-23许昌技师学院河南461000王银洲
许昌技师学院 (河南 461000) 王银洲
四工位电动刀架具有转位快,定位精度高,刚性好的优点,普遍用于经济型数控车床上。笔者简要介绍几例常见的机械故障。
故障现象一:电动刀架在换刀时,一直伴随有“呼啦,呼啦”的噪声。
故障分析与解决:一般情况下,传动部件磨损会产生较大的噪声。根据刀架的工作原理分析,换刀时,电动机带动蜗杆,蜗杆带动蜗轮从而实现换刀。电动机和蜗杆及两端的轴承在整个换刀过程中一直处于高速旋转中,很容易造成磨损。
笔者和机床操作人员谈话中了解到,机床换刀后除有噪声外没有发现异常情况,电动机也没有发热,加工精度稳定。笔者以此断定是蜗杆两端的轴承失效造成的。
笔者关闭机床电源,拆下电动机及联接座,取出蜗杆,随后拆下右端M10螺钉及端盖,取出蜗杆另一端轴承,发现右端轴承已磨损严重,造成轴承失效的原因是由于操作人员长期使用乳化液,没有及时润滑刀架造成的。更换轴承并加注润滑油后,噪声消除。
故障现象二:换刀时上刀体不动,一段时间后,系统出现报警。
故障分析与解决:笔者从操作人员谈话中了解到,这台机床主要用来粗加工零件,吃刀量一般选择比较大,对加工尺寸精度没有严格要求,平常只用一个刀位,今天换新零件需要用两把刀,才发现不能换刀。笔者初步断定是蜗杆和蜗轮的机械卡死。
蜗杆轴和蜗轮机械卡死常规的解决方法:关闭机床电源,拆下刀架右端M10螺钉,用内六方板手转动蜗杆轴即可解除。
笔者通过上述方法操作,但是蜗杆轴没有丝毫动静。于是笔者把整个上刀体、电动机及联接座拆下(见图1),蜗杆还是丝毫未动。笔者拆下下刀体,取下主轴(见图2),将主轴和蜗轮、螺杆分离时,发现螺杆和主轴已卡死。从图1和图2可以看出,刀架的润滑情况良好,主轴上端有明显磨损痕迹,造成机械卡死的原因是操作人员选择切削用量不合理(吃刀量选择过大),刀架承受不了较大外力而造成刀架主轴弯曲。笔者将主轴在车床上修复后,重新安装完成后,故障排除。同时,笔者提醒操作人员要合理选择切削用量,以免对机床造成不良的影响。
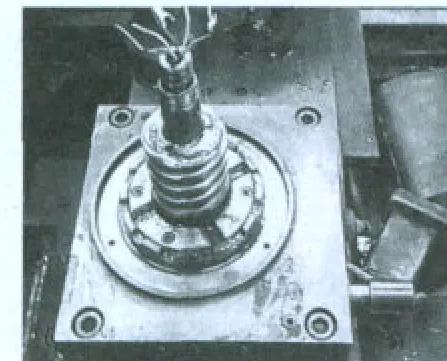
图1
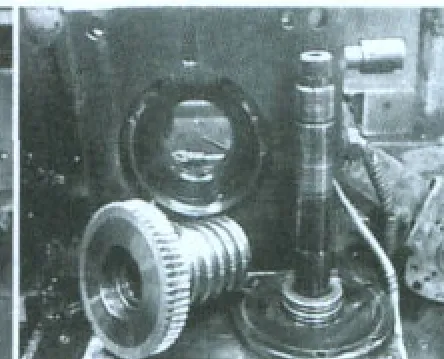
图2
故障现象三:加工尺寸或精度误差过大。
故障分析与解决:产生这种故障的原因有以下三个方面:一是系统方面,主要是指数控系统比较简单,机床中出现的误差不在设计时预测的范围内或者是在系统中对误差没有设置检测,因此当出现误差时检测不到;二是操作方面,操作人员对刀不正确,或者加工时没有考虑刀尖半径尺寸,或者在利用刀尖半径补偿时,G41、G42使用不正确以及刀具与工件的相对位置方位号设定错误等;三是机械方面,主要表现在丝杠与电动机的联轴器松动,或者滚珠丝杠螺母副松动,或者床鞍与中滑板镶条或压板松动以及电动刀架松动等方面。
操作人员告诉笔者,这台机床近期一直加工此零件,近两天才发现尺寸略有变化,机床在使用过程中也没有发现什么异常情况。
笔者首先可以排除机床系统方面及操作方面的故障。于是,笔者找来一块百分表,并用磁性表座将百分表固定在机床导轨上,百分表测量头压在刀架左侧面上,用一根一两米长的钢管轻轻撬动床鞍,此时百分表变化不大,说明床鞍前后压板没有松动或磨损。然后笔者将磁性表座固定在中滑板上,百分表测量头压在刀架侧面上,双手用力晃动刀架,此时百分表表针变化在0.2mm左右,说明刀架四个紧固螺钉没有锁紧或者刀架内部松动。
笔者用内六方扳手查看紧固螺钉并没有松动,可以断定是刀架内部故障。根据图3所示的结构,造成刀架内部松动的原因可能来自于止退圈下的推力轴承的失效。于是笔者让操作人员折开刀架,发现轴承下圈滚道已出现裂痕,更换一个新的轴承,尺寸误差得到解决。

图3 四工位电动刀架结构图
造成刀架故障的原因主要在于刀架润滑不足,部分操作人员错误地认为刀架的润滑也是由机床自动润滑系统供给的,也很少有操作人员发现刀架的润滑油加注位置,从而忽视了此处的润滑,导致刀架产生故障。
