辊壳定位斜面加工方法的改进
2013-08-22迟玉斌孙忠文
迟玉斌 孙忠文
(连云港鹰游纺机有限责任公司,江苏连云港 222000)
烫光辊是毛绒类织物烫光机的一个核心部件,其作用是将毛绒类织物的毛面纤维烫直并使之富有光泽[1]。其主要包括辊壳、辊体法兰、辊体轴头,辊壳内设有电加热管,在辊壳的表面均匀设置三组拍打槽,每组拍打槽由两条旋向相反的螺旋槽构成。所述螺旋槽的螺旋升角为1-3°。螺旋角度相对变小,使烫光辊体对织物表面的毛皮拍打力度更加轻柔,保证烫光辊体对织物表面毛皮的拍打达到竖立顺滑的最佳效果。同时能够使烫光辊体的温度能够深入熨烫到毛皮根部,使织物毛皮纤维竖直顺滑,便于织物后道工序的处理。
在生产过程中,需要对辊壳定位斜面进行加工,利用传统方法加工容易有较大的误差,影响效率和质量。根据这一问题,本公司的科研人员对加工方法进行了改进。
1 原加工方法
在CW6163B车床上,辊壳一端用三爪卡盘撑内孔,另一端用堵板加回转顶尖顶紧,车两头端面及12×15°定位斜面。用这种方法加工的辊壳在深孔镗床上装夹不准,辊壳转动后偏心严重,加工余量忽大忽小,镗后两端孔口明显有错位,误差达3—4mm,内孔粗糙度极差,深孔镗定位斜面磨损严重,如图1所示。
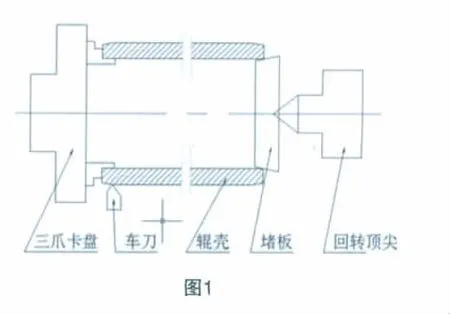
从图1中可以看出,车床尾座顶尖与堵板不是一体的。卡盘端用内孔做基准,三爪自动定位,而由于堵板是活动的,尾座端位置不固定,辊壳自重有六百多公斤,操作者很难把辊壳轴心线找成水平,造成车削后定位斜面与轴心线同轴度误差大,两端面与轴心线不垂直,给后续镗孔加工带来困难。
2 改进加工方法
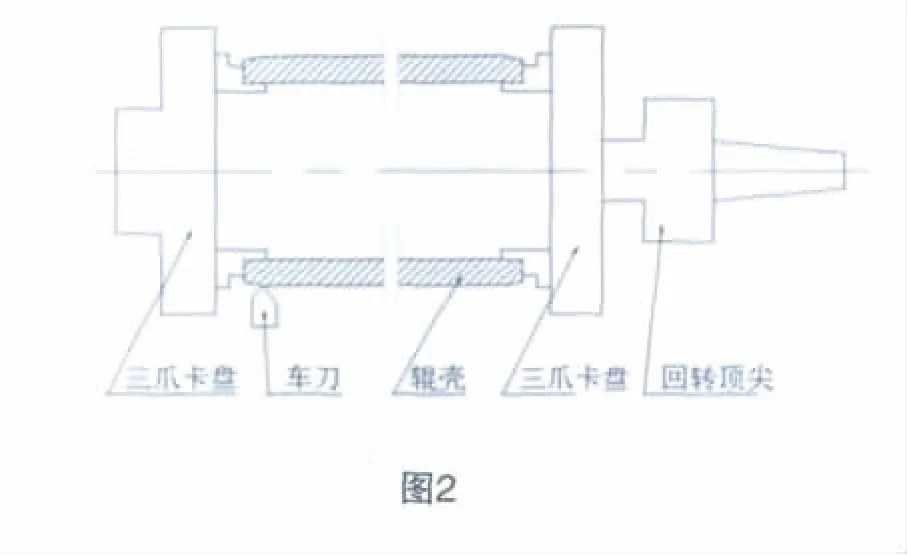
经过分析认为,在CW6163B车床上加工定位斜面及端面,必须用辊壳内孔作加工基准,才能满足深孔镗装夹要求。基于这种思路,设想辊壳两端都采用三爪卡盘,用机床本身主轴与尾座同轴度精度高的特点,两端三爪卡盘都撑内孔,自动定心,保证辊壳内孔轴心线与机床轴线重合,如图2所示。
3 实施效果
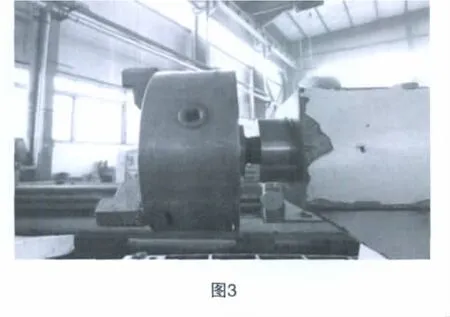
我们用三爪卡盘与回转顶尖自制了一个回转,夹紧装置,装在CW6163B车床尾座套筒内,如图3所示:
采用这种方法加工的辊壳,在深孔镗加工内孔时,加工余量基本均匀,切削无震刀现象,偏心现象明显改观,镗孔加工后内孔与定位基准同轴度误差在0.1以内,粗糙度有所提高,解决了生产难题,提高了效率与质量。
4 结论
采用上述改进方法,可以有效解决生产中的实际难题,减小误差,稳定加工余量,减少深孔镗定位斜面的磨损情况,提高生产效率以及产品质量,给工厂带来了很大的方便。
[1]迟玉斌,郑江文.一种导热油加热烫光辊:中国,CN202519473 U[P].2012-11-07
