激光冲击强化对熔覆后TC4钛合金性能的提高
2013-08-22赖志林安志斌何卫锋周留成
汪 诚,赖志林,安志斌,何卫锋,周留成
(空军工程大学等离子体动力学重点实验室,陕西 西安 710038)
TC4钛合金由于具有密度小、比强度高、耐腐蚀性强等特点,广泛应用于航空发动机风扇、涡轮等重要部件.在使用过程中,由于应力腐蚀开裂和疲劳的原因[1],造成有部分航空发动机的部件达不到设计使用时限.如何对产生裂纹后的钛合金部件进行修复和强化,提高钛合金构件的疲劳强度,延长其服役寿命,提高其工作可靠性,已受到人们的关注.激光熔覆技术可对金属损坏部件进行高质量修复,与工业中常用的堆焊、氩弧焊和等离子喷焊等相比,具有热影响区小、工件变形小、熔覆区硬度高等优点[2].因此,通过在材料表面形成保护层来提高材料的抗磨损、抗腐蚀性能,从而提高部件的可靠使用时间,现在激光熔覆技术已经在燃气轮机叶片和阀门座的修复中得到应用[3].但激光熔覆可能产生结合力不足的拉应力层,以及高密度激光束引起的重熔会影响金属结构性能和疲劳性能.
激光冲击强化(LSP)是一种新的表面处理工艺.通过高能量密度短脉冲(纳秒数量级)激光束产生的高强度冲击波引起材料表面改性,能够产生数百MPa的残余压应力,大幅提高材料的表面硬度、强度和疲劳性能[4].国内对激光冲击强化用于提高材料焊接接头性能进行了很多研究[5].许海鹰等[6]用脉宽30 ns、能量40 J的调Q掺钕玻璃激光对TC4钛合金钨极惰性气体(TIG)焊焊缝进行了激光冲击强化处理,处理后焊接区域表面硬度增加,热影响区晶粒得到细化.研究表明[7],与传统表面处理工艺相比,激光冲击强化在表面下产生的纳米组织和残余应力使得金属具有较高热稳定性.
对于发动机涡轮叶片等高温部件,热稳定性至关重要,而钛合金常用作涡轮叶片.为此,本研究主要进行激光冲击强化提高熔覆后钛合金的高周疲劳性能和抗应力腐蚀开裂性能的研究.
1 材料与方法
材料为TC4钛合金试样.TC4为中等强度的α+β型两相钛合金.TC4化学成分如下:w(Al)=5.500%~6.800%,w(V)=3.500%~4.500%,w(Fe)≤0.300%,w(C)≤0.100%,w(N)≤0.050%,w(H)≤0.015%,w(O)≤0.200%,w(Ti)其余.TC4熔覆工件规格140 mm×28 mm,厚度25 mm,处理区域60 mm×28 mm,如图1所示.
激光熔覆所用的试验装置由RS-850型5 kW的CO2连续激光器、LPM-408四轴联动工作台、JPSF-2型送粉器、送粉嘴和辅助装置组成,载粉气体和激光熔池保护气体为氩气.粉末为TC4钛合金粉末,微粒为60~120 μm球体.熔覆参数如下:激光能量2400 W,扫描速度为8 mm·s-1,光斑直径为2.5 mm,送粉速度为5 g·min-1,重复率为30%.

图1 试件及凹槽处理区域
激光冲击强化试验在本单位开发的激光冲击强化系统YLSS-05A上完成.整套系统由SGH-60型高功率调Q脉冲Nd:YAG激光器、五自由度工件夹持运动平台、水约束系统和控制与监控系统4部分组成.激光器参数:激光波长为532 nm,激光能量为6 J,功率密度为4 GW·cm-2,脉宽为10 ns,光斑搭接率为70%,水约束层厚度为2 mm,吸收保护层为0.1 mm的铝箔.对基体、热影响区和修复区进行激光冲击强化,强化区域如图2所示.
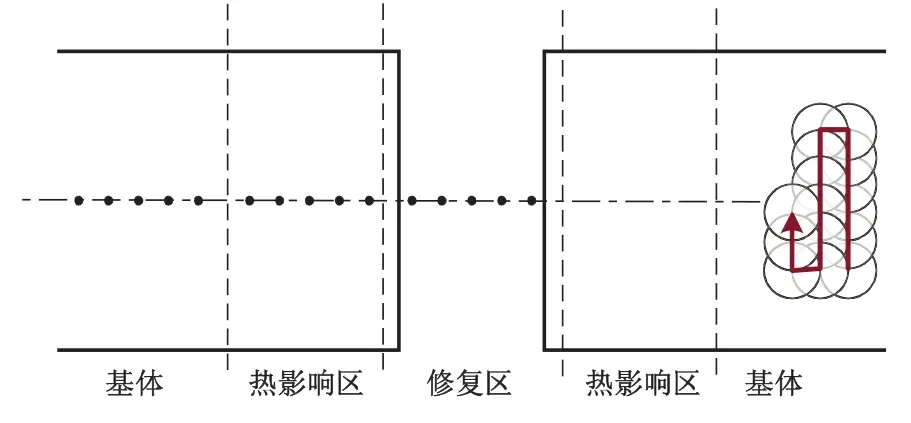
图2 激光强化区域和残余应力测试点示意图
2 结果及分析
2.1 显微硬度
使用HVS-1000型显微硬度计,采用静态压痕法,加载重量为500 g,加载时间为10 s,每个区域测量5个点,取平均值.显微硬度测试结果如表1所示.
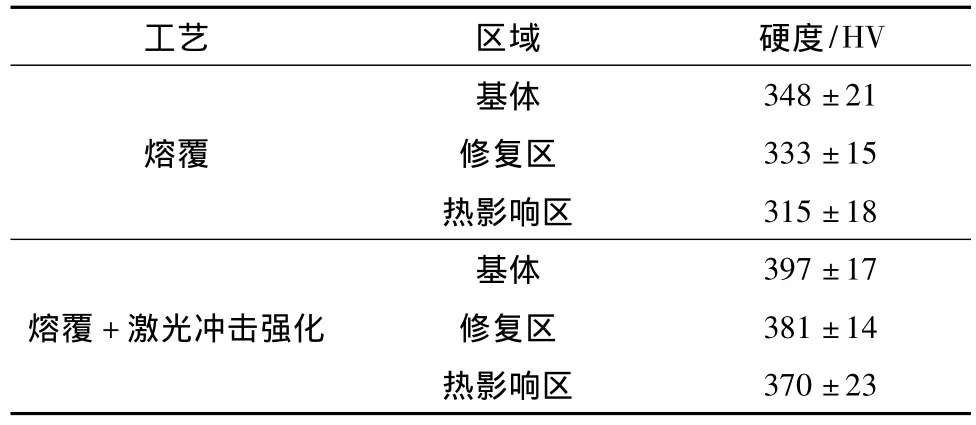
表1 两种工艺处理后焊接件硬度比较
硬度反映了不同区域不同晶相组织和性能.与未进行激光冲击强化的修复件相比,激光熔覆+激光冲击强化处理过的试样基体、修复区和热影响区硬度都得到提高.根据Rabinowicz磨损定律[8]:

式中:W是每单位滑行距离的磨损体积;P是实际载荷;H是磨损表面的硬度;K是磨损系数.可见,硬度增加时,摩擦系数峰值减小,硬度的增加能够提高材料抗磨损性能.
2.2 残余应力
采用X-350A X射线应力测定仪,试验执行GB 7704—87《X射线应力测定方法》的规定,测量方法为侧倾固定Ψ法,定峰方法为交相关法,Cr-Kα辐射.在基体、热影响区、修复区按比例各选5个测试点进行测量,取平均值.测试点和区域示意图如图2所示,测量方向为轴向.残余应力测试结果见表2.
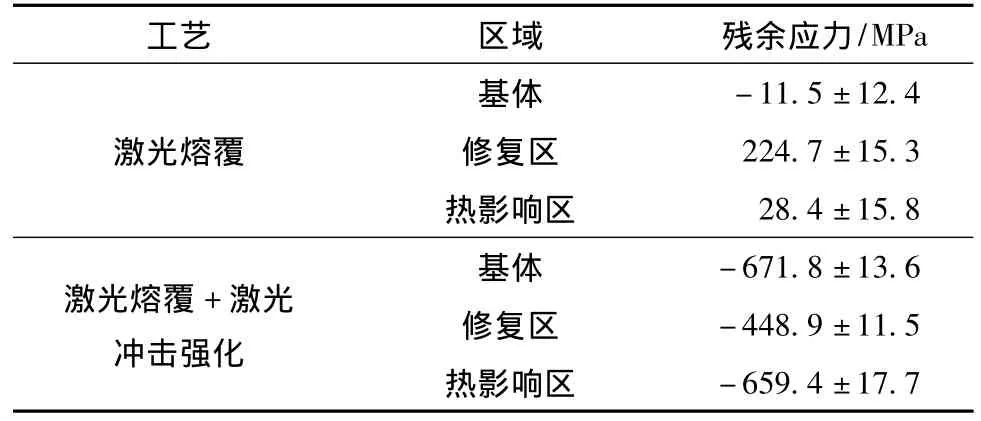
表2 两种工艺处理后焊接件残余应力
由表2可知:激光冲击强化后在材料表面产生了残余压应力,基体的残余应力由-11.5 MPa增加到-671.8 MPa.激光冲击强化后修复区和热影响区的残余应力分别为-448.9 MPa和-659.4 MPa,而强化前的残余应力分别为224.7 MPa和28.4 MPa,为拉应力.其他研究者的结果也证实了激光熔覆会产生残余拉应力[3].这是由于熔覆时凝固收缩引起的.对于多层结构,由热梯度下降和塑性流动对残余应力的解除作用减弱,从而在材料表面形成较高残余应力.
材料表面残余压应力对材料抗疲劳强度有显著影响.残余应力在疲劳载荷中起着平衡应力的等效作用,残余压应力相当于负的平均残余应力,能提高工件抗疲劳强度;残余拉应力则会降低工件抗疲劳强度.残余压应力高,工件抗疲劳性能强.另一方面,残余压应力能使部件实际承受的裂纹尖端应力强度因子幅值ΔK下降,从而降低裂纹扩展速率,提高部件的疲劳裂纹扩展抗力[9].激光冲击强化处理熔覆工件,消除了熔覆产生的残余拉应力,在材料表面形成了残余压应力,从而提高材料的抗疲劳性能.
2.3 组织形态
激光熔覆试样横截面显微组织如图3所示.
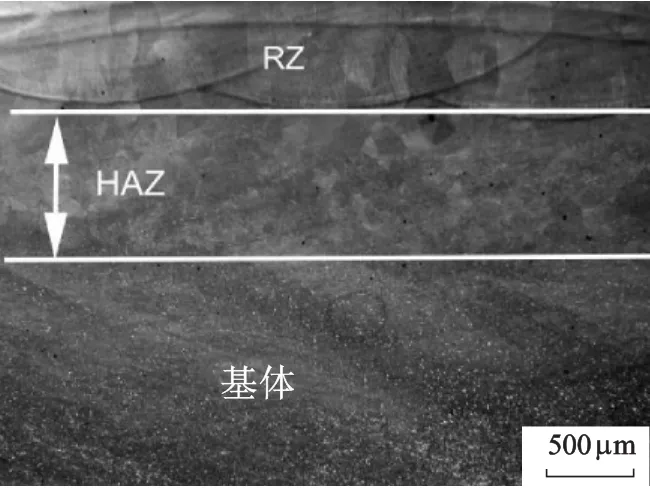
图3 横截面显微组织
激光冲击强化前后试样组织结构和选区电子衍射如图4所示.透射电子显微镜(TEM)分析显示:3次激光冲击强化后,形成纳米级晶粒层(<100 nm).由图4b中的选区电子衍射图可知:选区纳米级晶粒的角度较大.在部分激光冲击强化区域晶粒尺寸由冲击前几μm减小到冲击后20 nm.
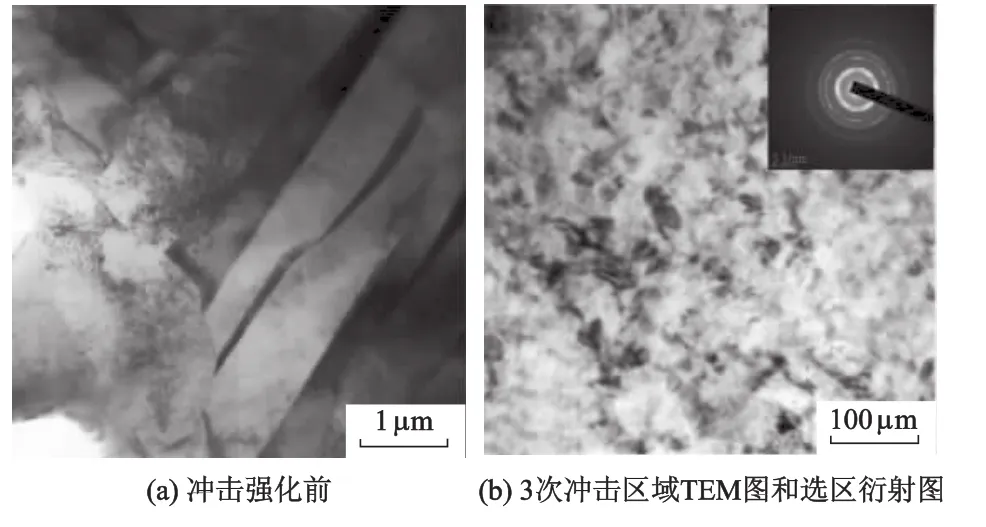
图4 激光冲击强化前后组织结构
2.4 拉伸性能
拉伸试验使用WDW-100万能试验机,参照GB/T 228—2002《金属材料室温拉伸试验方法》,在室温下进行试验,拉伸速度为0.1 mm·min-1.不同试样的拉伸性能试验强度如表3所示.由表3可知:激光熔覆+激光冲击强化试样的拉伸性能较好.
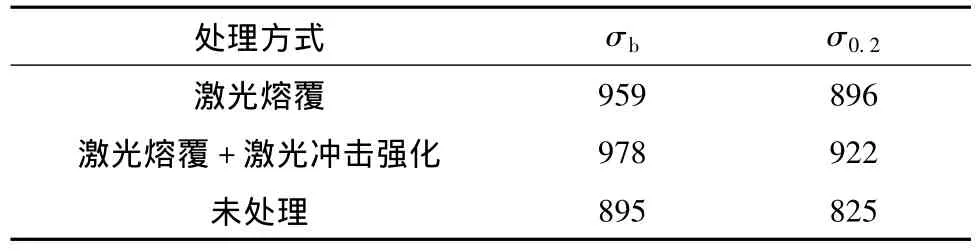
表3 TC4钛合金不同处理方式下的拉伸强度 MPa
2.5 高周疲劳性能
疲劳强度是表征材料与结构疲劳性能的重要参量之一.取两种状态试件各20件,参照HB 5287—1996《金属材料轴向加载疲劳试验方法》,在MTS880试验机上进行高周疲劳试验.应力比R=0.1,加载频率为100 Hz,温度为25℃.试验数据分析和处理参照HB/Z 112—86《材料疲劳试验统计分析方法》进行,根据试验应力和对数循环次数在图上作点,绘制S-N曲线(见图5).由图5可知:激光冲击强化处理熔覆试件后,疲劳强度由285 MPa增加到330 MPa,提高钛合金熔覆试件疲劳强度为15.8%.
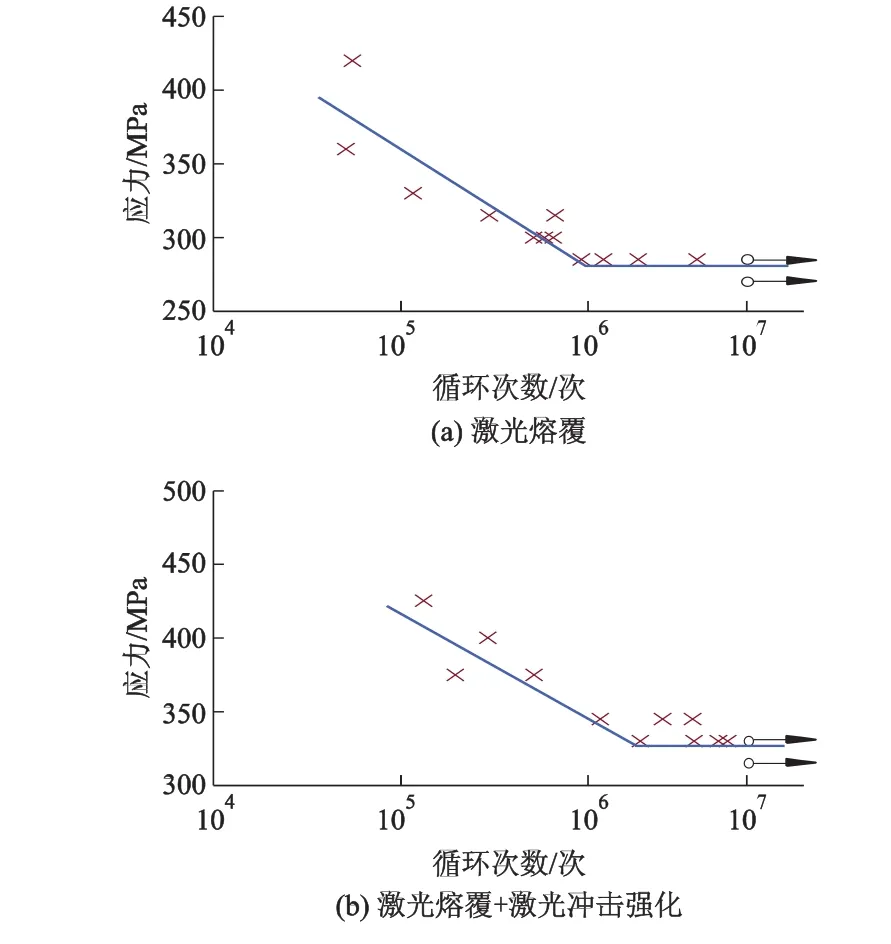
图5 TC4钛合金疲劳性能
根据 Tao N.R.等研究结果[10],纳米级晶粒使材料表层界面体积分数大大提高,表面能增加,有利于部件疲劳寿命提高.S.Suresh研究[11]表明,残余压应力和表面加工硬化层的提高,对部件疲劳强度的提高有重要作用.激光冲击强化在材料表层产生纳米级的细化晶粒、数值高的残余压应力和较高的硬度,是部件疲劳性能提高的本质原因.
3 结论
1)激光熔覆+激光冲击强化的复合修复技术,是提高TC4钛合金高周疲劳性能的高效的表面修复工艺.激光冲击强化处理后的TC4钛合金激光熔覆试件,疲劳强度提高了15.8%.
2)激光冲击强化对熔覆后TC4钛合金疲劳性能的提高,是冲击形成的残余压应力和纳米晶层共同作用的结果.
References)
[1]张永康,周立春,任旭东,等.激光冲击TC4残余应力场的试验及有限元分析[J].江苏大学学报:自然科学版,2009,30(1):10-13.Zhang Yongkang,Zhou Lichun,Ren Xudong,et al.Experiment and finite element analysis on residual stress field in laser shock processing TC4 titanium alloy[J].Journal of Jiangsu University:Natural Science Edition,2009,30(1):10-13.(in Chinese)
[2]张永康,周建忠,叶云霞.激光加工技术[M].北京:化学工业出版社,2004:193-195.
[3]刘其斌,李绍杰.航空发动机叶片铸造缺陷激光熔覆修复层的组织结构[J].金属热处理,2007,32(5):21-24.Liu Qibin,Li Shaojie.Microstructures of the laser clad coating repairing cast defect in aeroengine blade[J].Heat Treatment of Metals,2007,32(5):21 -24.(in Chinese)
[4]马 壮.航空发动机部件激光冲击强化应用基础研究[D].西安:空军工程大学工程学院,2008.
[5]Wang C,Zhou L C,He Q,et al.Experiment research on improving the fatigue life of 12Cr2Ni4A welding joints by laser shock processing[J].Applied Mechanics and Materials,2011,43:467 -470.
[6]许海鹰,邹世坤,车志刚,等,激光冲击次数对TC4氩弧焊焊缝微结构及性能的影响[J].中国激光,2011,38(3):92-96.Xu Haiying,Zou Shikun,Che Zhigang,et al.Influence of laser shock processing times on TC4 argon arc welding joint microstructure and properties[J].Chinese Journal of Lasers,2011,38(3):92-96.(in Chinese)
[7]Lu J Z,Zhong J W,Luo K Y,et al.Micro-structural strengthening mechanism of multiple laser shock processing impacts on AISI 8620 steel[J].Materials Science and Engineering A,2011,528:6128 -6133.
[8]Wang Z B,Tao N R,Li S,et al.Effect of surface nanocrystallization on friction and wear properties in low carbon steel[J].Materials Science and Engineering A,2003,352:144 -149.
[9]周建忠,徐增闯,黄 舒,等.基于不同应力比下激光喷丸强化6061-T6铝合金的疲劳裂纹扩展性能研究[J].中国激光,2011,38(9):0903006.Zhou Jianzhong,Xu Zengchuang,Huang Shu,et al.Effects of different stress ratios on fatigue crack growth in laser shot peened 6061-T6 Aluminum alloy[J].Chinese Journal of Lasers,2011,38(9):0903006.(in Chinese)
[10]Tao N R,Sui M L,Lu J,et al.Surface nanocrystallization of iron induced by ultrasonic shot peening[J].Nanostructured Materials,1999,11:433 -440.
[11]Suresh S.Fatigue of Materials[M].Cambridge:Cambridge University Press,1998:679 -685.
