一种基于工业相机的起重机伸臂侧弯测量技术
2013-08-21张诗清温达荣谢为金陈洪志陈宗普
张诗清,温达荣,谢为金,陈洪志,陈宗普
ZHANG Shi-qing, WEN Da-rong, XIE Wei-jin, CHEN Hong-zhi, CHEN Zong-pu
(1.广东力特工程机械有限公司,广东 广州 510730;2.广东工业大学,广东 广州 510090;3.广州炬森自动化设备有限公司,广东 广州 510730)
大型设备吊装中起重机伸臂变形是起重机性能的非常重要的安全评估指标,因起重机伸臂侧弯过大造成损伤或断裂而产生的安全事故时有发生。在国内,研究起重机相对伸臂的变形基本还处于初级阶段,也没有能够实时检测伸臂侧弯的仪器与设备。本文研究的对象是起重机侧弯即起重机伸臂水平偏摆位移量,并且为它设计了一个实时在线检测系统,该系统能实时反映伸臂的侧弯,并通过数据实时反映出来。
1 系统介绍
起重机伸臂侧弯测量系统包括工业计算机、显示器、激光发射器及支架、工业相机及支架等。激光发射器安装在伸臂顶节内侧,其支架固定在伸臂顶节斜撑上。工业相机安装在伸臂底节内侧,其支架固定在伸臂底节侧面钢板上,工业相机、激光发射器之间不能有任何障碍物或其他反光物件,激光发射器及工业相机安装位置如图1所示。

图1 测量装置安装示意图
2 设计原理
本系统采用的是光学摄像技术和图像处理技术以及数据通讯协议技术。系统利用光学摄像技术构造一套参照体系,将伸臂的相对弯曲量按比例换算成像素的偏移量,采集图像的偏移量,再利用后期软件的图像处理对采集到的图像进行分析从而得到伸臂的偏移量。其具体的光学原理示意图如图2所示。

图2 光学原理示意图
上图2中A,B的距离为参考红外光安装的距离,可以在实际当中测出,作为偏移量的参考,可以设计成为固定不变的常量。当实际距离为A,B时,在相机所获取的实时图像中,A,B所对应的像素为a,b。
设偏移量δ所占的像素为X,则根据像素所对应实际距离的比例关系,X可以通过图像计算出来。
综上所述X的计算方程为

根据系统的设计原理选用对应的设备组成检测系统是可以达到设计要求和技术指标,通过对相机曝光,增益的控制,以及对相机图像过滤,聚焦等处理可以使偏移量的精度进一步提高,使系统的抗干扰能力进一步增强。
3 系统组成
本系统由图像采集,图像分析处理,数据通讯协议3部分组成,具体流程如图3所示。
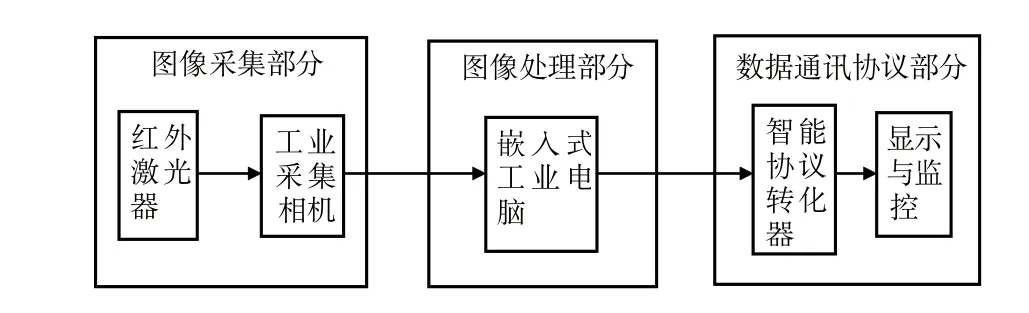
图3 系统组成示意图
系统的三大部分完成偏移量的检测,处理,传输。红外激光器固定与伸臂顶端,并且发射出激光束,激光束经过工业相机采集,在相机里面成点状像,相机将实时的图像传输到工业电脑,工业电脑用特定的软件对图像分析处理得出偏移数据,利用串口通信,将运算得出的数据经过协议转换器传输到CAN总线,最后经CAN总线传输到特定的显示屏。
3.1 图像采集部分
3.1.1 红外激光器
红外激光器主要是提供光源,从而它的选择就显得十分重要,关系到整个系统的准确度。在这个系统中,红外光源必须遵循以下几个原则。
1)红外光源必须体积小,重量轻,偏于固定到起重机伸臂的顶端,而且不会影响到起重机伸臂的工作。
2)红外光源的波长必须要能够用特定的工业单色采集相机捕捉到,而且有别于太阳光,避免太阳光的干扰。
3)红外光源发射的光束能量必须足够强,使在100m的地方也能够保证足够的强度,以便相机更好的采集图像。
综合以上几点,这个检测系统选用的是型号为FU808AD200-BD10的808激 光 器。808nm激光器打出一个肉眼看不到的激光点,需要用专门的设备观察(如工业单色采集相机),光点大小可调节。而且提供稳定的图像光源。所以此激光器可以当成打点激光定位灯。
3.1.2 工业采集相机
工业采集相机的主要作用是采集激光器发射过来的激光束,从而形成参照体系,得到实时图像,为后期的图像处理提供最原始的图像。工业采集相机要能采集808激光器发射出来的光束,且为单色。本系统选择的是型号FT810-10-254滤光片,工业采集相机配置这种滤光片可以接收激光器发出的红外光,防止接收太阳光中其他光线进入相机从而造成色偏差生误差。
3.1.3 工业采集相机镜头

图4 相机实时获取图像
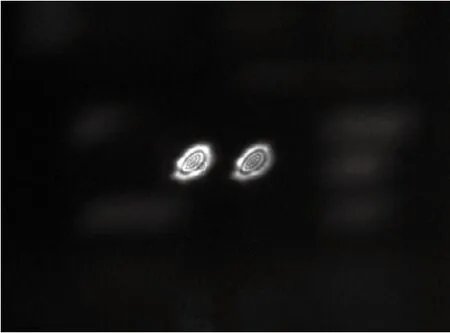
图5 初步处理的实时图像

图6 深度处理后的实时图像
单色工业采集相机DMK23G274要采集来自100m的激光器的光束,由于光束的发散使得相机得不到点状的图像,同时为了安装滤光片,需设计镜头。单色相机可以用于接收激光器发射过来的光束,并且聚焦为一点,保证系统的精度。
3.2 图像处理部分
嵌入式工业计算机是用来进行后期的图像处理的硬件部分,分析从工业相机采集而来的图像,从而得出弯曲度的真实值。根据设计好的算法,对实时图像进行处理,得到实时的数据。
图像处理软件是这个检测系统的重要组成部分,可以说偏移值的精度很大程度上与图像处理有关,是决定系统的可靠性和应用效果的关键因素。在这个系统中图像处理软件应该要完成3个层次的任务:图像的实时获取,图像的预处理,偏移量的计算与显示。根据选择的工业相机配备的软件兼容性以及图像处理的函数库,在这个检测系统中,我们选择用VS2010开发环境下C#来进行图像处理。
3.2.1 图像实时获取
DMK23G274单色工业相机配备的软件能够在显示器上面实时的显示的相机采集到的画面,但是不能够对图像进行进一步的处理,所以将工业相机自带的软件IC imaging control嵌入到VS2010中,使其作为VS2010中的一个控件,对控件进行编程,可以在VS2010开发环境下显示实时图像,通过有C#的编程,设计出显示界面,得到实时图像如图4所示。
3.2.2 图像预处理
工业相机实时获取的图像夹带许多噪点,以及其他光线来源的干扰,使得计算机不能准确的运用算法计算出分辨率与偏移量。因此必须对获取的图像进行曝光、增益、滤波、聚焦等数字处理,才能得到符合要求的实时图像。通过添加参数控制以及计算机程序对工业相机的控制来改变工业相机的曝光与增益,可以有效地避免其他光源的干扰,从而得到初步处理的实时图像,如图5所示。
经过初步处理的图像可以应用于算法中计算偏移量,但由于100m距离上光束的发散,在工业相机上获取的图像是两个光斑,而不是两个激光点,计算的偏移量产生较大的误差,不能够精确的反映出伸臂侧弯变形量。通过对图像进行二次滤波,尽量避免其它杂质光源产生误差影响系统精度,并进行聚焦处理,使其变为点状,减小系统误差,提高系统精度,深度处理后的实时图像如图6所示。
3.2.3 伸臂侧弯位移的计算
图像经过深度处理后,得到满足算法条件的图像,利用C#编写计算机算法程序对获取的图像实时计算,运用原理公式δ=AX/a计算偏移量,并且在C#程序界面上显示。
通过计算得出激光的偏移量,推知伸臂侧弯位移量。为找出系统精度影响因素,在距离工业相机100m位置做了多次测试,当在100m时,系统的分辨率为2.18mm,即相机中每个像素对应的显示偏移量为2.18mm,得到的测试数据如表1所示。从实验数据中可以看出,经过计算机图像处理以后,系统的精度相应地提高,满足整个系统精度和实时性的要求。
3.3 通信协议
系统所采用的嵌入式工业电脑是不配备显示器,而伸臂相对弯曲度检测系统是大型设备吊装在线监测和诊断系统的一部分,故需要将该子系统的运算结果传输至总控制器和人机界面供整套系统使用。该吊臂偏移量测量系统中运用C#编写串口通信程序,将测量结果数据经由嵌入式工业电脑的RS232接口传送到RS232—CAN-bus智能协议转换器转换成CAN数据,再将CAN数据经由CAN总线传输到总控制器和人机界面。

表1 偏移量测量实验数据
4 结 语
起重机伸臂的侧弯变形是影响起重机性能的一个重要安全参数,本文提出的摄像方法只是一种测量方法,旨在探讨摄像技术在工业机械领域的应用。本系统可以实时、动态测量起重机伸臂对应点的侧弯变形量。通过变形测量计算公式以及试验验证测量准确性,实验结果表明本摄像测量方法的精度与光源的位移量有一定的关系,同时测量精度与激光点到相机的距离、两激光点之间距离、伸臂实际侧弯量、图像处理精度等因素密切相关。本系统已成功应用于起重机伸臂侧弯测量,并结合其他监控测量系统,组成一套大型起重机在线监控系统,并为起重机的安全作业带来直观的数据参考。
