新型大吨位下锤头微动式模锻锤液压系统研究
2013-08-16庞作宁雷步芳李永堂
庞作宁,雷步芳,李永堂,乔 波
(1.南阳汉冶特钢有限责任公司模铸厂技术科,河南 南阳 474500;2.太原科技大学材料学院,山西 太原 030024)
0 引言
目前,我国大吨位的液压锤是有砧式的,这种有砧式锻锤需要有庞大的基础,同时振动大、噪声大,所以有必要发展对击式的大吨位锻锤。传统的对击式锻锤如70年代的等行程、等质量对击锤[1],采用蒸空驱动,工作时上跳量大,操作也不方便。因此,发展新型的大吨位对击式液压锤,有着很重要的意义。
本文研究的是400kJ下锤头微动式全液压模锻锤的液压系统。当前大部分企业生产的大吨位锻锤主要是以液气锤为主[2],液气锤较以前的蒸空锤有很大的改进,但仍存在油气互窜、振动大、闷模时间长等缺点,全液压对击锤则有着高效、节能、高精度、振动小、可靠性高、模具寿命好、使用成本较低、环保等优点,所以有着很大的发展前景。
现有的大吨位全液压对击锤,主要是以等质量等速对击为主,这种锤的主要缺点是上跳量比较大,操作很不方便。本设计的400kJ大吨位下锤头微动式对击锤,在兼具了上述全液压对击锤优点的同时又很好地解决了下锤头上跳量大的问题,目前国内的研究还是空白,因此有着很重要的研究意义。
1 液压锤的工作原理及特点

图1 全液压模锻锤结构图

图2 液压系统
400kJ全液压模锻锤采用全液压动力驱动、液压联动,下锤头采用微动式结构,以液压联动方式,实现上锤头和下锤头对击,其结构如图1所示,液压系统如图2所示。提锤时,电磁阀13(3DT)通电时,插装阀9、插装阀12打开,插装阀10、插装阀11关闭,油液由液压泵经过插装阀5、插装阀12进入液压缸下腔,推动上锤头向上运动,液压缸上腔的油液,经插装阀9,回油箱,同时下锤头由于自重回到下限位置;打击过程中,电磁阀13(4DT)通电,插装阀10、插装阀11打开,插装阀9、插装阀12关闭,此时液压系统形成一个差动回路,一部分油液由液压泵、插装阀5、插装阀10进入液压缸上腔,另一部分油液由液压缸下腔经插装阀11、插装阀10、进入液压缸上腔,上锤头由活塞缸的上下腔压力之差的推动下,向下运动,同时上锤头通过连杆作用于联动缸的油液,使下锤头的上跳,实现上下锤头的对击;当电磁阀8(2DT)通电,插装阀6和插装阀15打开,可以实现模锻锤的寸动;当电磁阀16(1DT)通电,插装阀18打开,系统卸荷。
2 液压系统数学模型的建立
为了验证设计的液压系统能否满足液压模锻锤的需求,可以建立数学模型,通过计算机仿真获取该液压系统的动态性能,同时为以后液压系统的改进提供理论依据。计算得液压缸活塞杆直径200mm,活塞缸直径280mm,上锤头行程750mm,上锤头质量38400kg,选用通径为80mm的二通插装阀,所选油液的体积弹性模量为700MPa。
建立上述液压系统的拓扑结构图,如图3所示。

图3 液压系统拓扑图
由节点 N1、N2、N5约束条件及 D1、S1、S2、S4、S9子模型,可以得到上锤头回程时的数学模型:

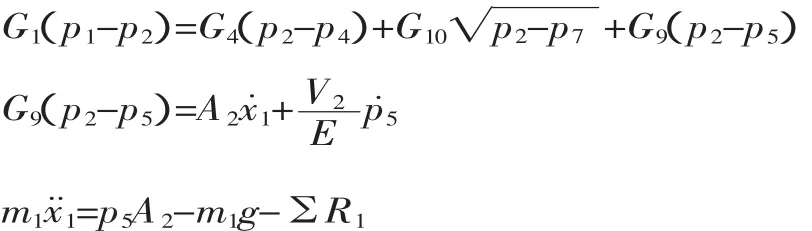
式中:q0——油泵的理论流量q0=0.134m3/s;
G0——油泵的液导,G1=6.614×10-12m3·Pa/s;
p1——节点1处的油压;
p0——回油压力;
V1——油泵出口处容积;
G2——S2处的液导,当P1
p2——节点2处的油压;
E——油液体积弹性模量;
G4——S4处的液导;
p4——节点4处的油压;
p5——节点5处的油压;
C10——S10的阀口综合流量系数,G10=2.63×10-6m3·Pa/s;
p7——节点7处的油压;
G9——S9处的液导;
A2——液压缸有杆腔的有效面积,A2=0.03m2;
x1——上锤头位移;
V2——液压缸下腔至节点5的油液体积,V2=0.046m3;
m1——上锤头系统质量;
∑R1——回程中活塞、锤杆密封摩擦阻力与上锤头摩擦阻力之和,∑R1=0.1m1g。
经变换后得到用状态变量表示的仿真模型:
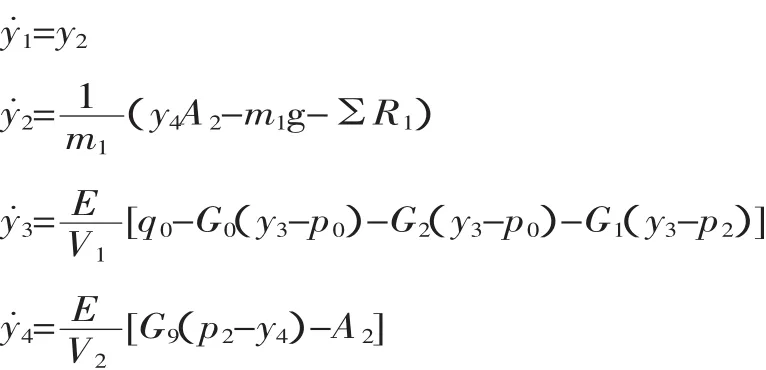
式中,y1、y2、y3、y4分别表示状态变量 x1、x˙1、p1、p5。
初始条件为:Y=[y1,y2,y3,y4]T=[0,0,p1(0),p5(0)]T。
当上锤头第一次提锤时,可得N5点处的液压压力为p5(0)=0,N1处的油压为p1(0)=7MPa。当稳定后p5=5.5MPa。
3 液压系统动态仿真结果
用Matlab对该400kJ液压系统进行动态仿真时,采用的算法为四阶龙格-库塔法,液压泵的流量取0.039m3/s,通过计算机仿真,我们可以得出提锤时上锤头位移、速度,液压缸下腔压力,泵出口压力随时间变化的规律。其仿真结果如图4、5、6、7所示。

图4 回程过程上锤头的位移变化曲线

图5 回程过程上锤头的速度变化曲线

图6 液压缸下腔的压力变化曲线
4 结论
通过对锤头回程过程的动态响应分析,可以得出以下结论:

图7 泵出口处的压力变化曲线
(1)该液压系统结构简单、方便、快速,工作平稳,能够满足该400kJ下锤头微动式全液压模锻锤的要求,另外利用流量小的方向控制阀就可以实现大吨位锻锤的各种动作,而且具有快捷、灵敏的优点。
(2)从图6可以看出,液压缸下腔的工作压力在0.02s达到了最大值,并在0.1s后压力趋于平稳,选择的二通插装阀能够符合全液压模锻锤的高压、大流量的需求,使液压锤的的运行更加稳定、快速、平稳,通过上面的分析还可以为以后改进液压系统提供依据。
[1]李永堂,付建华,等.锻压设备理论与控制(第二版)[M].北京:国防工业出版社,2009:39-40.
[2]李永堂,雷步芳,等.液压系统建模与仿真(第一版)[M].北京:冶金工业出版社,2003:300-314.
[3]王积伟,张宏甲.液压与气压传动(第二版)[M].北京:机械工业出版社,2008:184-189.
[4]于晓红.我国锻压行业近况及前景分析[J].锻压装备与制造技术,2011,46(5).
[5]李 响.液压垫多缸液压系统的设计分析[J].锻压装备与制造技术,2012,47(6).
