20万t/a膜极距离子膜电解装置开车总结
2013-08-16白海涛
白海涛
(宁波东港电化有限责任公司,浙江 宁波 315812)
宁波东港电化有限责任公司(以下简称“宁波东港”)第三期20万t/a离子膜烧碱项目及配套工程,项目总投资4.6亿元。于2012年4月6日,通过72h的性能考核,取得理想结果,项目工程一次开车成功。该项目拆除原有6万t/a隔膜烧碱装置,并在其场地上新建离子膜烧碱和氯气处理装置。
该项目一次盐水采用HVM膜盐水精制工艺和CIM法除硫酸根,氯气冷却采用氯水直接喷淋和冷冻水间接冷却,氯气干燥采用三塔干燥流程,氯气压缩采用西门子四级离心式压缩机,48%碱采用博特公司的三效逆流降膜蒸发技术。
1 膜极距电解装置性能指标
宁波东港20万t/a离子膜烧碱项目主体设备离子膜电解槽为蓝星(北京)化工机械有限公司制造的NBZ-2.7型膜极距离子膜电解槽,配套使用日本旭化成公司生产的F-6801离子膜,进出口软管、垫片由辽宁铁岭科拓提供,树脂由上海华申生产提供。运行电流为15.1 kA,72 h性能考核情况见表1。
2 工艺特点
(1)盐水进入树脂塔前,先与返回淡盐水通过E-152进行热量交换,温度不足时,再利用蒸汽换热器E-153直接用蒸汽加热,回收淡盐水部分热量,可大量节约后续换热器E-153蒸汽消耗,从而达到节能的目的。
(2)机泵冷却水采用48%碱蒸发二次蒸汽冷凝水,节约纯水消耗。
(3)氢气压力控制为24 kPa,氯气压力控制为20 kPa,压差控制为 4 kPa。
(4)电解槽水洗时,在阴极室加入32%NaOH溶液,控制出口pH值≥13。
(5)阳极液循环罐4D-260取消气相旋液分离部分,液相进口管增加溢流管去阳极液排放罐4D-280,防止液相出口部分故障造成液位上升,导致气相压缩产生逆压差。
(6)一期6万t/a离子膜烧碱和三期20万t/a离子膜烧碱共用1套30万t/a氯气处理系统,系统工艺流程示意图见图1。

表1 膜极距电解装置72 h性能考核表

3 运行情况
(1)2012年 4月 1日至 2013年 3月 31日,共停车11次,其中,计划停车2次,下游装置影响停车3次,外部供电线路影响停车1次,台风影响停车1次,操作失误停车4次。非计划停车情况见表2。
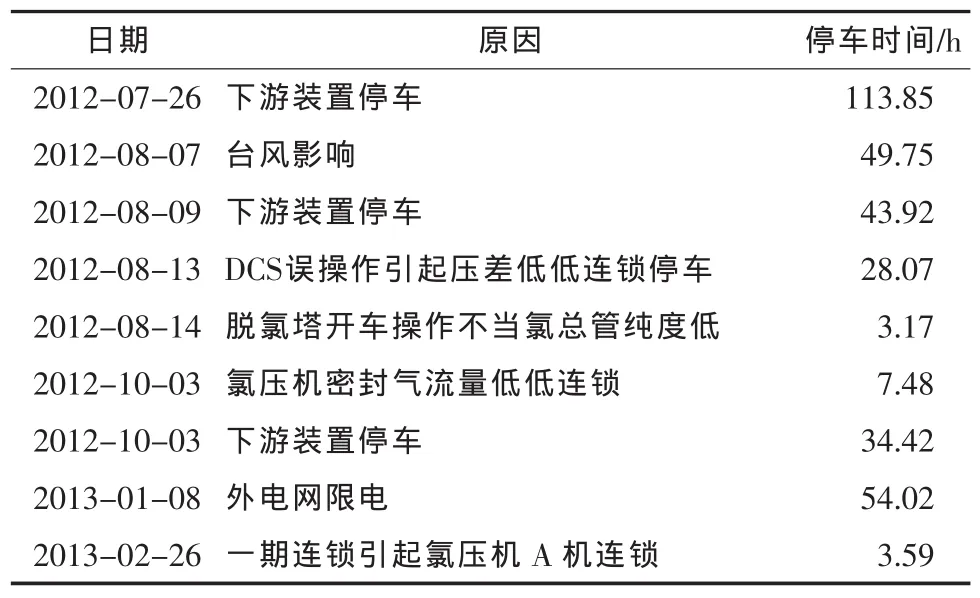
表2 电解槽非计划停车情况
(2)离子膜电解装置电流密度为5.5 kA/m2,槽电压较为稳定,C槽电压变化情况见表3。

表3 C电解槽槽电压变化情况
4 注意事项
(1)一期、三期离子膜装置共用1套氯处理,曾担心单套装置开车时系统内的空气对氯压机压缩有影响。实际运行经验证明,单套装置开车前氯气总管由去事故塔切入系统中,无明显影响,但应加强水封系统的检查。
(2)氯气由次钠系统切入液化系统时,氯压机进口氮气不宜快速关闭,避免进口压力低于-20 KPa而引发氯压机连锁;进口蝶阀必须在压力低于在线氯压机进口压力时打开,若在高于在线氯压机进口压力时打开,可能引发氮气串流至液化系统,影响液化效率,甚至引发液化压力迅速上升。
(3)在氯压机出口未切换至次钠前,禁止将氯压机出口充入氮气,若提早充入氮气,氯气压缩、液化系统压力将瞬间上升,有紧停或连锁的风险;氯压机进口氮气不宜过早充入,否则氯压机在脱网时压力的不稳定性,有可能将氮气串流至在线透平机内。
5 结束语
宁波东港的20万t/a离子膜烧碱项目自2012年3月29日投产至2013年3月30日,长周期较高负荷运行,主体装置运行正常,电流效率、电耗维持较好,取得了一次性开车的圆满成功。