一种枞树型隔叶块配磨工装的设计
2013-08-15张春娟张学恒张欣欣雷军营
张春娟 ,张学恒 ,张欣欣,雷军营
(1.西安陕鼓动力股份有限公司,西安 710611;2.陕西重型汽车有限公司,西安 710200)
1 引言
西安陕鼓动力股份有限公司(简称“陕鼓”)生产制造一种能量回收透平发电装置(简称:TRT),这是将高炉炉顶煤气具有的压力能和热能,通过透平膨胀机膨胀作功,驱动发电机发电或驱动其它设备进行能量回收的一种装置。随着市场的变化,TRT 产品逐渐大型化,结构也发生很大变化,特别是大型转子的叶片及隔叶块的叶根形式及布局均发生了变化,采用枞树型的叶根结构,工艺要求通过配磨隔叶块的尺寸保证一、二级动叶的轴向位置。可以看出,隔叶块配磨工序是TRT 核心部件转子装配的关键工序控制点。
2 结构介绍
2.1 TRT 转子结构介绍
采用枞树型叶根形式的大型TRT 转子的结构如图1所示,主轴上安装的主要件:两级动叶、隔叶块,进、排气侧有热装的轴套,排气侧有用螺栓把合的挡板。在转子组装中要求根据叶片的加工实际情况对隔叶块进行修磨,确保“动叶+隔叶块+动叶”的轴向间隙在0.4~0.8mm 之间。为了确保要求的轴向间隙,我们先将挡板用螺栓连接在主轴端面并拧紧,起到排气侧2 级动叶的轴向定位作用,再试装隔叶块和一级动叶,测量出一级动叶各个叶片超出主轴端面的数值,并记录;此数值即为隔叶块的配磨数据,从图1 可以看出:隔叶块的配磨质量是影响轴套热装到位及转子组装质量的关键,同时如何提高配磨效率,确保配磨操作安全保障是公司生产组织的关键。

图1
2.2 枞树型隔叶块的介绍
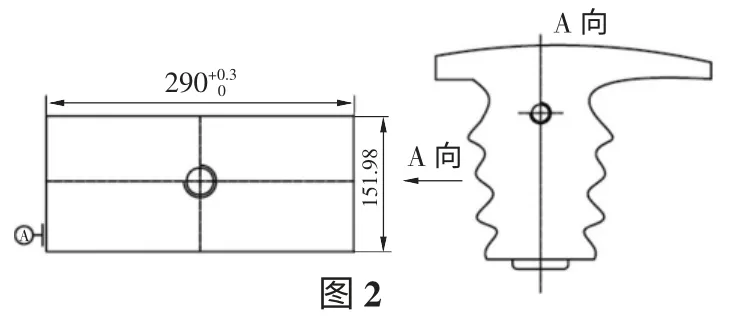
图2
图2为枞树型隔叶块的加工示意图,从图2中可以看出:隔叶块为一不规则的几何体。在组装中,根据装配情况需配磨的尺寸为290+0.30尺寸,这就决定了290+0.30尺寸的一端面在配磨中需作为基准吸在M7130 磨床的矩形工作台上,配磨另一端面;此工件的配磨特点:接触面积少且工件较高,加大了磨削操作的不安全性。
3 存在问题
在以往的枞树型隔叶块配磨中,因装配专用工艺中没有给出专用配磨工装,根据M7130 平面磨床的安全操作规程:(1)接触面积小的工件,磁力不易吸住,必须加挡块;(2)卡盘吸附后上工件时,必须检查其牢固后再磨削,吸附较高或较小的工件时,应另加适当高度的靠板,防止工件歪倒,造成事故。配磨枞树型隔叶块的结构特点正好为接触面少且工件较高,因此操作人员按照以上两项磨床安全操作原则进行磨削,在单件隔叶块的两侧加相应高度的挡块进行操作,为防意外发生,磨削中进刀量保持在0.015mm,这样加工中不仅存在安全隐患而且加工效率低,严重影响了转子的安装进度,影响了产品的合同履约,因此如何提高枞树型隔叶块的磨削效率是我们急需解决的问题。
4 解决方法
4.1 设计工装

图3
为了解决此问题,我们想通过设计专用工装的方法来解决。首先,工装的设计要以保证磨床操作安全为前提来提高磨削效率,其次要保证磨床操作人员操作简便,不繁琐,减轻劳动强度。经过对实物的测量及在磨床上对工件进行摆放等实地察看后,设计了枞树型隔叶块的专用配磨工装(见图3),该工装具有以下特点:(1)选用Q235A的材料提高工装与磨床的吸力;(2)工装的高度低于枞树型隔叶块的高度,不妨碍砂轮对隔叶块端面的磨削;(3)四块板材焊接在一起形成四方空腔,空腔内放置4 片枞树型隔叶块,通过一次磨削4 片隔叶块的思路来提高磨削效率,板材上开有方形孔是为了便于磨削中冷却液的顺利流出;(4)在工装四周钻M16的螺孔,用于安装顶紧螺丝,孔的高度选在件高中心高以上150mm的位置,使用中在工装顶紧螺丝与枞树型隔叶块之间垫木块或橡胶块来夹紧枞树型隔叶块;(5)为了确保工装与磨床工作台的接触面积,对工装底平面的平面度提出要求,确保平面度不大于0.05mm。
4.2 工装使用情况
经过工艺审验后,工装制作回厂,经检测平面度及尺寸都符合要求,此工装已投入配磨大型枞树型隔叶块工序中。在使用中,因操作简便得到磨床技师的认可。使用工装操作,不但简化了配磨操作,还提高了配磨操作的安全性。操作人员只需将4 块工件放在工装中心,再加木块或橡胶块用螺丝顶紧,即可完成配磨前的准备工作,配磨中可加大进给量到0.025mm,大大提高了配磨操作效率,从而解决了大型TRT 转子的生产瓶颈。设计的配磨工装已申请专用工装号,便于以后再制作及后续管理方便。此工装解决了纵树型隔叶块高、接触面小导致定位不稳的磨削操作难题,并杜绝了操作安全隐患。
5 结论
通过设计专用工装的方法,不但提高了磨床操作的安全性,而且还大大提高了大型纵树型隔叶块的配磨效率。解决了此结构TRT 转子的生产瓶颈,为产品的履约提供了有力保障。此专用配磨工装已在我公司生产的10 多台TRT 转子的枞树型隔叶块的配磨工作使用,收到了良好的效果。
