自动对边控制系统研究与应用
2013-08-14杨金华杨晓燕洪加发
杨金华,杨晓燕,洪加发
(苏州通鼎机械有限公司,江苏 苏州 215000)
1 引言
在工业制造领域中,许多片材类产品在运行过程中都无法保证其整齐度,故在卷取过程中须加设自动对边系统。FluidSIM 是一个面向液压、气动、电气的动态仿真软件,能够进行动态系统建模、仿真的综合分析。FluidSIM 软件将检查各元件之间连接是否可行,最重要的是电气-液压(气压)回路同时设计与仿真,可对基本元件物理模型的回路图进行实际仿真,并有元件的状态图显示,这样就使回路图绘制和相应液压(气压)系统仿真相一致,从而能够在设计完回路后,验证设计的正确性,并演示回路动作过程。
自动对边系统是一个包含电气、液压的综合系统,所以对自动对边系统进行设计和分析时,需要在FluidSIM 平台下,采用多个联合工具对其全工况进行建模和仿真。
2 自动对边系统的工作情况
片材类产品在运行过程中都无法保证其整齐度的原因有如下几点:(1)传动辊、托辊、张紧辊、导向辊等各种辊筒的不平行都会产生片材跑偏现象;(2)在工作过程中,若片材类产品不均匀、偏载会引起片材左右侧受力不均,从而导致片材跑偏;(3)操作人员在上片材时放置不平整,切边不平齐,后面片材的状态左右不平齐,都会使片材在卷取过程中跑偏;(4)片材卷取到最后,所剩不多时,片材重量减轻,滚动时忽左忽右向两端滑跑,也会使片材跑偏。
由上可知片材在卷取过程中跑偏的因素很多,故在卷取过程中需加设自动对边控制系统,实现自动卷齐。
3 拟定控制方案
自动对边控制系统的控制方式为:气电液伺服系统是用喷嘴挡板阀、气电转换器作为气电转换,用电液伺服阀作电液转换及控制元件,用液压执行元件作驱动装置,用可移动的滚筒支架来校正片材的位置。该系统通过执行元件控制片材的位移,使其跟踪片材的偏移,从而使片材卷齐。因此,该控制系统为位置伺服系统。由于被检测的是连续运动着的片材边缘偏移量,其位置传感器需使用非接触式的,气动位置检测元件可实现对片材的跑偏位移的检测,并可构成气电液伺服控制系统。其最大优点是工作可靠且不怕干扰,对边缘进行非接触检测,经控制器运算处理后驱动液压伺服阀,液压伺服阀线性分配由泵吸入的液压油推动油缸进行左右纠偏,具有较高的精度和灵敏度,纠偏精度<±0.5mm,纠偏速度:0~40mm/s 可调。喷嘴挡板阀安装在与移动的滚筒支架共同移动的位置上。经液压缸驱动修正,使所卷之布匹相对探头不偏不倚,使所收之卷整齐。电气形式反馈即构成电液伺服系统。输入元件和比较元件采用电气元件,放大元件采用电液伺服阀。电液伺服阀系统信号处理灵活、迅速、功率小,系统的开环增益调整方便,系统校正容易实现,良好伺服系统的开环波德图见图1所示。执行部件方面,采用液压则具有更多的优越性。气电液控制系统综合了电气和液压两方面的优点,具有精度高、响应快、信号处理灵活、输出功率大、结构紧凑和重量轻等优点,因而得到越来越广泛的应用。原理框图见图
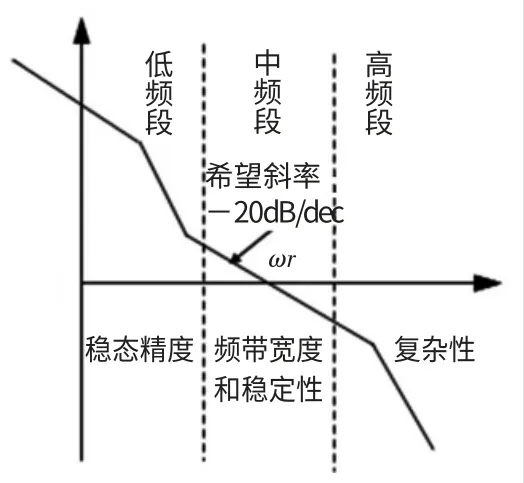
图1 良好伺服系统的开环波德图
2,设备应用简图见图3 所示。
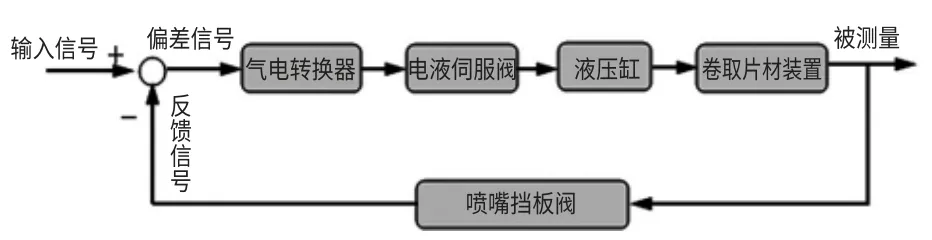
图2 自动对边控制系统原理框图
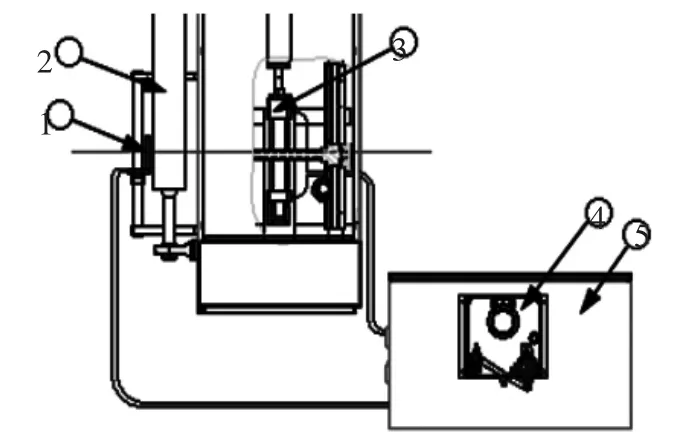
图3 自动对边控制设备简图
4 卷布机系统计算
4.1 负载轨迹
卷布机的主要负载为惯性负载和摩擦负载。因此

式中,M-总运动质量,M=M1+M2=2.6×103kg;am-纠偏加速度,am=0.4m/s2;Ff-液压缸及导轨的总摩擦力,Ff=2038N。
取最大纠偏速度υ=5mm/s,开环放大系数Kv=18l/s,喷嘴挡板阀的流量压力系数Ka=63A,伺服阀的流量压力系数KCO=0.0824×10-10m5/Ns,液压缸的有效面积为Ap=0.63×10-2m2,总等效零漂电流If=0.012A,负载轨迹如图4 所示。
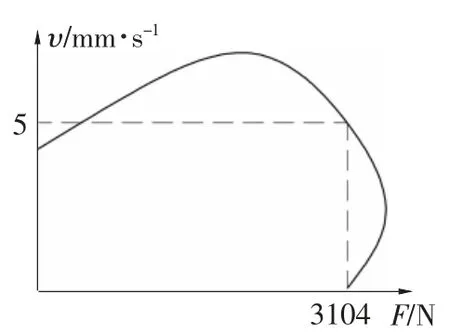
图4 负载轨迹图
4.2 稳态精度验算
(1)跟随误差
本系统为位置伺服系统,对阶跃输入不存在稳态位置误差,即当检测器测到错位时,卷筒很快便跟上。
系统对于幅值为υ 等速输入引起的稳态速度误差为

(2)干扰误差

(3)If产生的静差

(4)总稳态误差
系统总稳态误差为以上各误差之和

可见,满足E<±0.5mm的要求。
5 FluidSIM 自动对边系统的整机模型的建立
液压缸装配调试时液压缸处于1S1中间位置;卷布机在运行过程中布匹左移S2,假设跑偏50mm;右移S3,假设跑偏50mm;1S2 按钮为气动位置检测元件喷嘴挡板阀的左感应,1S3为右感应;当布匹跑左偏时按下S2则电液系统电动复位到1S1中间位置;反之相同。液压回路图如图4 所示,电气回路图如图5 所示,状态图如图6 所示。
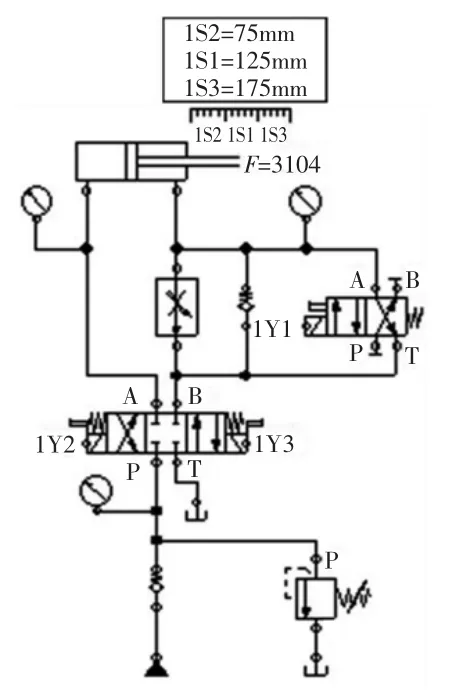
图5 液压回路图
6 实际应用
实际应用中纠编精度在0.5mm 之内,故在对边精度要求很高的设备上适合用此纠编系统。
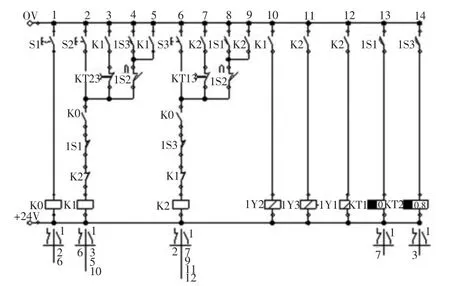
图6 电气回路图
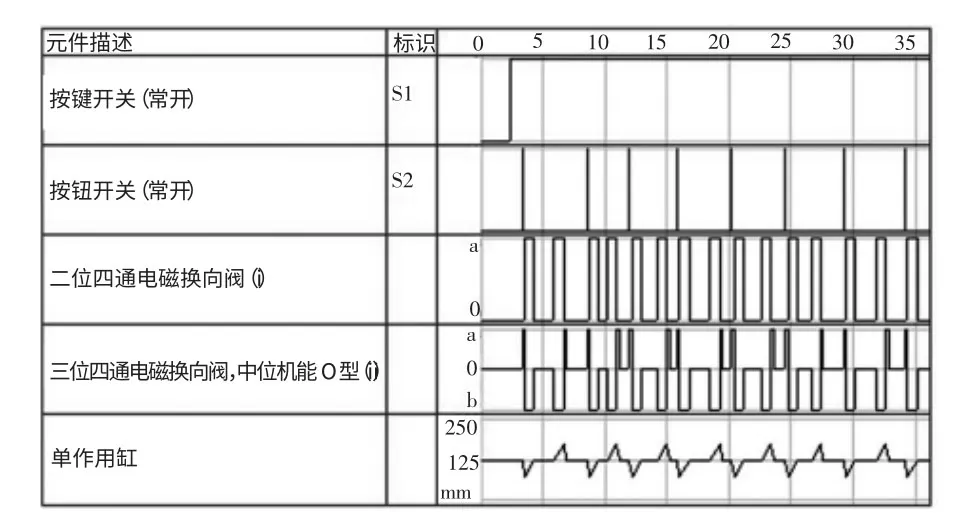
图7 状态图
7 结论
本系统着眼于自动跟踪特点,减轻了工人的劳动强度,使片材卷整齐美观,更主要的是能够处理厚重物边不齐的难题。其特点为:(1)自动化程度高;(2)响应灵敏度高,不齐量小,对柔软片材更显优越性;(3)由于气电传感器为无接触式传感器,故其使用寿命长,可靠性高;(4)具有高抗干扰能力,调试维修方便;(5)对环境无污染。
[1]毛谦德.袖珍机械设计师[M].北京:机械工业出版社,2001.
[2]黄志坚.液压伺服与比例控制实用技术[M].北京:中国电力出版社,2012.
[3]方佳花.液压传动[M].北京:地震出版社,2002.
