可调视角的交叉口信号灯杆件施工方法研究
2013-08-13吴应军
吴应军,刘 晖
(建德市路安交通设施有限公司,浙江 建德 311600)
0 引言
交叉口信号灯杆件安装角度应垂直于所控机动车道中心线[1-3],以保证信号灯入视角度与司机视线角度相符(参照图3-1)。由于现行的安装方法须将灯杆立柱和基础预埋件的螺孔螺栓严格对孔,不仅施工难度大,而且在基础预埋件预埋后,信号灯的安装角度就已定死,难以调整。这使得信号灯安装缺乏灵活性,信号灯入视角度容易出现偏差。特别是不规则交叉口,现行安装方法很难保证信号灯安装角度与所控机动车道中心线垂直。吸取施工中的经验教训,建德市路安交通设施有限公司改进了灯杆下法兰盘外形、螺孔形状,预埋件法兰盘地脚螺栓分布,并总结出一套灵活的、容错能力强的可调视角信号灯杆件施工方法,不仅降低了安装难度,提高了施工效率,更是避免了交叉口信号灯入视角度安装不正确的问题。
1 工艺原理
本施工方法是将信号灯灯杆下法兰盘加工为圆形,螺孔加工为腰形,并将预埋件法兰盘的地脚螺栓按圆形分布。在灯杆下法兰盘与地脚螺栓连接时,可以旋转灯杆进行角度修正,从而保证信号灯安装角度与车道中心线垂直。
1. 1 腰形螺孔的开发
本施工方法改变了传统的灯杆下法兰盘螺孔形状[4],从传统的圆形螺孔改进为腰形螺孔,这使得地脚螺栓与螺孔的安装连接从必须完全吻合改进为可以有旋转调整的余地。传统圆形螺孔及其地脚螺栓见图1-1,改进腰形螺孔及其地脚螺栓见图1-2。

图1 -1 传统圆形螺孔及其地脚螺栓
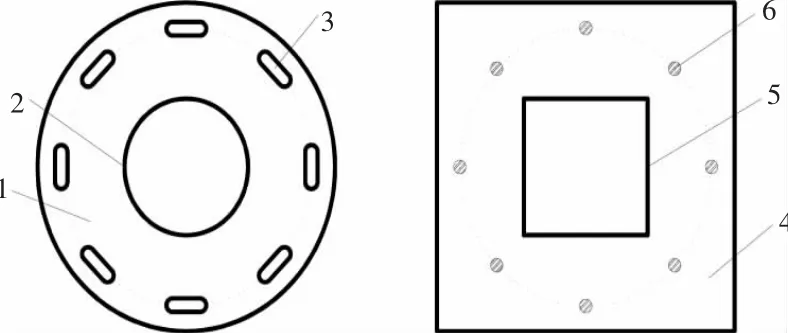
图1 -2 改进腰形螺孔及其地脚螺栓
1. 2 可调视角的应用方法
为配合灯杆下法兰盘腰形螺孔以达到旋转修正的目的,信号灯灯杆下法兰盘外形改进为圆形,8个螺孔亦按圆形均匀分布;相应的地脚螺栓按圆形分布。灯杆安装于基础预埋件之上,可通过改变螺孔和地脚螺栓的相对位置来旋转信号灯灯杆已调整安装角度,从传统的完全吻合固定安装改进为可以有6°~7°调整角度的灵活安装 (如图1-3、 图1-4、图1-5所示)。

图1 -3 极左修正位
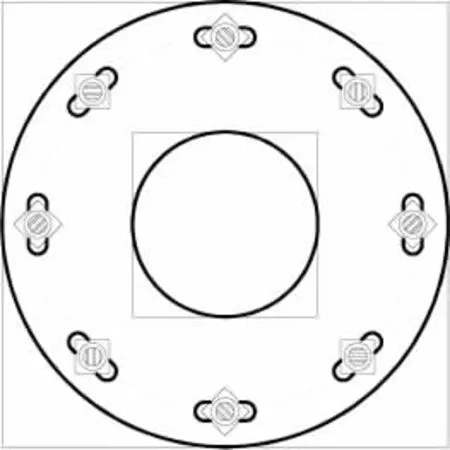
图1 -4 初始正中位

图1 -5 极右修正位
1. 3 定位模板的制作
螺孔定位和开孔以及地脚螺栓定位是保证本施工方法顺利实施的关键技术。根据常用尺寸制作螺孔定位及地脚螺栓定位模板,将灯杆下法兰盘外形、螺孔中心定位和地脚螺栓中心定位制作于同一模板上(如铝板),其中螺孔定位应采用双孔定位。定位模板如图1-6、图1-7所示。定位模板实样中部定位点是为资源节约而设的杆件上法兰盘定位点。

图1 -6 螺孔螺栓定位模板示意图

图1 -7 螺孔螺栓定位模板实样
2 施工工艺流程
本施工方法针对信号灯杆件的制作安装施工。杆件施工包括内业加工制作(见图2-1)和外业安装施工(见图2-2)两套流程。

图2 -1 内业加工制作流程
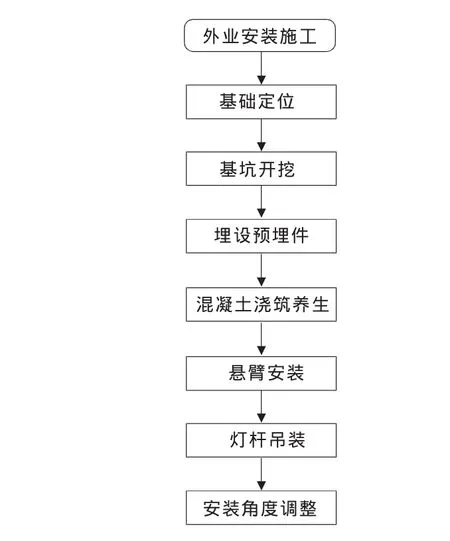
图2 -2 外业安装施工流程
内业基础预埋件制作、灯杆制作及其他部件加工制作相互独立,无先后次序要求。灯杆安装需在内业加工制作完成后进行,其他内业、外业之间相对独立,无先后次序要求。
2. 1 内业加工制作要点分析
2.1.1 基础预埋件加工制作
地脚螺栓加工和预埋件法兰盘制作与传统加工工艺相似,不同的地方是要将钢板切割为设计边长的正方形,用定位模板划线放样以定位地脚螺栓中心和杆件孔。按照放样划线切割杆件孔,再按设计要求选用相应直径钻头的台钻于地脚螺栓定位中心处打孔。
2.1.2 灯杆加工制作
灯杆立柱制作与传统工艺相同,灯杆下法兰盘制作则应采用本工艺的定位模板在钢板上定位划线,定位法兰盘外形、腰形螺孔的定位双螺孔中心、杆件孔圆周。定位完成后,将灯杆下法兰盘外形按划线切割成圆形,再按设计要求选用相应直径钻头的台钻于螺孔定位中心处打孔。腰形螺孔通过定位的双孔确定了腰形螺孔的端点,只需将双定位孔之间的钢板切掉腰形螺孔及即加工成型。
2. 2 外业安装施工要点分析
2.2.1 基础制作
信号灯杆基坑开挖前,按图纸要求准确测定基础位置。既要注意基坑的横向、纵向定位,亦要考虑基坑的朝向方位,并请路基施工员现场核准。信号灯杆定位由专业测量人员进行,保证杆位放线准确。基础定位复核无误后进行基础土方开挖。顺线路方向移位不应超过设计档距的5%,垂直线路,不超过50mm。开挖深度偏差不超过+100mm、-50mm。地基承载力大于200kPa,如遇不良地质应进行地基处理。施工中如出现基坑超挖,按监理工程师的指示进行回填和夯实。基础周围回填土应按道路人行道压实度要求处理。然后将预制的地脚螺栓置套上钢筋箍后放置于基坑中,设置的预埋地脚螺栓和法兰盘须校核准确后才浇注混凝土。混凝土浇注完成后采取正常的养护措施,直到混凝土基础达到图纸要求的强度。
2.2.2 悬臂灯具组装
灯杆吊装前,应安装好悬臂并组装好灯具。将悬臂通过灯杆上法兰盘与灯杆立柱连接,并将灯具组装于悬臂上。灯臂与灯杆应现场装配,灯臂与杆头装配后外表平滑。在信号灯杆基础施工完毕后达到设计强度时,进行信号灯杆吊装,将灯杆下法兰盘的腰形螺孔套上地脚螺栓。吊装灯杆时用不小于16t的汽车吊进行,设专人指挥,确保吊装及人员安全。
2.2.3 安装角度调整
地脚螺栓套进灯杆下法兰盘的腰形螺孔后,吊车不撤,在地脚螺栓上拧上螺帽出不固定螺栓,但不拧死。安排专业测量人员于所控机动车道中心线处进行信号灯安装角度校正指挥,在指挥下借吊车之力轻推灯杆立柱旋转调整安装角度,直到视角符合标准为止。安装角度调整完毕后,测量灯杆立柱竖直度,用垫片调整立柱直至竖直,拧紧所有螺帽。
3 工艺特点和效益分析
本施工方法通过改进灯杆下法兰盘外形、螺孔形状,预埋件法兰盘地脚螺栓分布,从而使安装方便灵活,可以旋转灯杆来调整信号灯安装角度,针对Y形、斜交、多路等不规则交叉口以及安装条件受限的交叉口机动车信号灯杆件施工有较好的社会经济效益和后续的工程效益[5]。
3. 1 施工效率分析
本施工方法的机动车信号灯安装施工一般需要50~60min。其中,悬臂、灯具组装约需30min,吊装和调整约需20~30min。传统方式的机动车信号灯安装施工,若内业加工制作精准,螺孔螺栓严格对齐,安装顺利,一般也是需要50~60min,时间分配与本施工方法相同。但是,实际施工中,圆形的螺孔螺栓几乎不可能做到螺孔螺栓严格对齐,现场总是需要进行一次、二次甚至多次切割调整。若计算准确,一次调整成功,即一次性将套不进的螺孔切割扩大到合适大小,一般需多耗时20min左右;若一次调整后试套仍不成功,则需进行二次扩孔,或者三次扩孔,甚至更多次。实际施工中,一般本工序平均约需多耗时30min左右。本施工方法安装耗时取上限1h,传统施工安装耗时取平均值1.5h,可计算出本施工方法安装效率较传统施工可提高约33%。本施工方法将传统的圆形螺孔改进为腰形螺孔,螺孔螺栓无需严格对孔,更避免了传统圆形螺孔螺栓不对正无法安装的问题,安装比圆形螺孔的传统安装方便容易许多,大大降低了施工难度,提高了施工效率。
3. 2 安装质量分析
按本施工方法安装的信号灯杆件可以进行视角修正,提高了安装质量,有较好的社会效益和后续的工程效益。某工程交叉口信号灯安装视角逆时针修正12°后的前后示意图见图3-1、 图3-2。
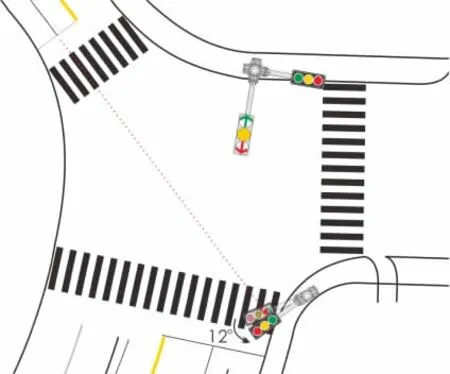
图3 -1 信号灯安装角度调整示意图

图3 -2 信号灯安装角度调整前后入视角度比较图
4 结语
建德市路安交通设施有限公司将本施工方法应用于Y形、斜交、多路等不规则交叉口信号灯的安装,因信号灯安装角度调整合理,保证了入视角度与所控机动车道中心线基本垂直。采用本施工方法不仅规范了路安交通设施有限公司信号灯杆件的制作安装,并且降低了安装难度,提高了施工效率,保障了立柱稳定性,还解决了不规则交叉口信号灯入视角度调整的问题。实践证明本施工方法在不规则交叉口信号灯杆件的制作安装施工中有一定的优越性,有较好的推广前景。
[1]GB 14886—2006,道路交通信号灯设置与安装规范[S].
[2]GB 14887—2003,道路交通信号灯[S].
[3]杨洁,赵俊波.交叉口微观仿真系统控制模型分析及实现[J].公路交通技术,2007,(5):102-104.
[4]蒲文静,龙亮,杨晓光.停车标志交叉口交通信号灯设置依据研究[J].城市交通,2004,(3):7-9.
[5]杨洁,赵俊波.信号交叉口微观仿真系统评价指标分析[J].现代电子技术,2008,31(3):158-159.