C5石油树脂的合成研究
2013-08-10魏庆玲孙秀云孙忠彪
魏庆玲,孙秀云*,孙忠彪
(1.吉林化工学院化工与材料工程学院,吉林吉林132022;2.吉林工贸学校,吉林吉林132021)
乙烯生产过程中副产大量的C5馏分,其中的主要成分包括正戊烷、异戊烷、1-戊烷、间戊二烯、环戊二烯、异戊二烯等二十几种组分,其中异戊二烯、环戊二烯和间戊二烯,其总含量约占碳五馏分的40% ~60%左右,其化学性质活泼,其综合利用备受人们关注[1-4].对C5馏分的综合利用方法之一就是将三种二烯烃进行分离,该方法工艺路线长,耗能高,技术难度大,很难进行工业化生产.另一种方法就是将C5馏分经过原料预处理、聚合、闪蒸等工艺生产C5石油树脂.C5石油树脂不仅具有优良的化学性质,而且具有广泛的应用[5].因此,石油树脂的合成研究更具有现实意义.本研究就是以生产乙烯副产的碳五馏分作为原料,以AlCl3作为催化剂,进行石油树脂的合成研究,考察其合成条件,从而确定石油树脂合成的最佳条件.
1 实验部分
1.1 试剂与仪器
乙烯裂解C5原料,中石油吉化分公司提供;二甲苯(分析纯)、三氯化铝(分析纯);FA2004型电子天平,DK-98-ⅡA型超级恒温水浴.
1.2 实验
向带有温度计、冷凝回流装置以及搅拌器的四口烧瓶中加入一定量AlCl3催化剂,在一定的水浴温度下向反应器中加入相应的溶剂液体,充分搅拌,当催化剂溶解在溶剂中,向催化剂混合液中缓慢的滴加C5原料,滴加完毕后再反应3 h.向反应液中加入60%乙醇水溶液,在60℃下洗涤,静置后倒出水相,开启减压蒸馏装置,减压蒸馏,直至无液体蒸出,冷却,成型,即为C5石油树脂.
1.3 产品分析方法
色相采用Fe-Co比色法;石油树脂粗产率计算方法如下:

式中,X为产品的粗产率;
m1为石油树脂的质量(单位:g);
m2为C5原料的质量(单位:g);
1.4 原料预处理
在原料中≥70℃的组分有可能是聚合的二烯烃,若存在于原料中会影响C5石油树脂的性能,因此必须将它们脱除,具体操作是:将C5原料加入到装有冷凝装置的四口烧瓶中,用恒温水浴锅进行加热蒸馏,收集≤70℃的轻组分,装入试剂瓶中以备使用.
2 结果与讨论
2.1 催化剂用量的影响
在装有搅拌器、温度计以及回流装置的四口烧瓶中加入二甲苯溶剂和一定量(按C5原料质量百分比)的AlCl3固体粉末,搅拌,使其混合均匀.在搅拌条件下,将经过预处理后C5馏分慢慢向瓶中滴加(2滴/min),控制反应温度27℃,滴加0.5 h后,加快滴加速度(30滴/min)后继续反应,滴加完毕后,继续保温反3h.将聚合液用乙醇—水溶液进行洗涤,洗至中性,以除去催化剂,然后静置分层除去微量水.经减压蒸馏得C5石油树脂和混合溶剂油.
实验结果如图1所示

图1 催化剂的用量对石油树脂产量的影响
由上图可知C5石油树脂的粗产量随催化剂的用量增加而上升,但是在催化剂用量达到C5原料的3%以后C5石油树脂的粗产量随催化剂的用量变化不大,所以催化剂的用量一般取原料的3%左右为宜.当催化剂用量达到C5原料的3%时,碳五馏分反应较完全,再加大催化剂的用量只会造成浪费,且增加催化剂脱除的负担.
2.2 投料速度的影响
催化剂用量为C5原料3.0%,改变反应初期的加料速度,其它反应条件如上,结果如表1所示.

表1 投料速度对石油树脂的影响
实验结果表明,原料C5加入初期速度过快,致使前期聚合液浓度过大,聚合液将催化剂包裹其中,从而导致聚合液颜色加深,导致催化剂脱除时产生严重的乳化现象,使催化剂脱除不彻底.
2.3 聚合反应温度的影响
缓慢滴加C5原料,改变反应温度,其它反应条件如上,反应结果见图2:

图2 反应温度对石油树脂粗产率的影响
由图2可以看出,C5馏分在20~40℃的温度范围内都具有较好的聚合效果.聚合温度过高,会导致原料中的主要活性成分的挥发,并可能导致烯烃与溶剂的烷基化反应.因此,聚合温度应该控制在20~30℃为宜.
2.4 溶剂的影响
反应温度为27℃,分别用等量的甲苯、二甲苯、对二甲苯作为溶剂进行聚合反应,石油树脂产品的表观如表2所示.
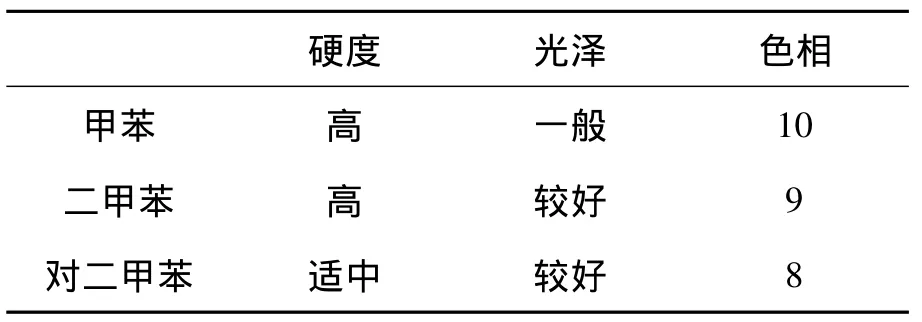
表2 溶剂种类对树脂外观的影响
从表2中可以看出3种溶剂都具有较好的效果,但以甲苯做溶剂,产品的色相偏高,对其应用有影响,综合溶剂成本,一般选择二甲苯做溶剂即可.
以二甲苯为溶剂,分别考察其用量(与C5原料的体积比)的影响,结果如表3所示.

表3 二甲苯用量对树脂外观的影响
从表3中可以看出随着溶剂用量的增加,树脂的颜色变浅,但是,二甲苯对树脂具有一定的溶解性,大量使用二甲苯会造成树脂在溶剂中的溶解,并且使溶剂的脱除产生困难,因此,溶剂用量选择与C5原料等体积即可.
3 结 论
通过单因素实验,确定C5馏分聚合成树脂的最佳反应条件为:催化剂AlCl3用量为原料的3%;反应温度控制在20~30℃;反应初期缓慢加料;以二甲苯作为溶剂,溶剂用量与反应原料体积相当.
[1]秦卫平.碳五馏分综合利用技术进展[J].石油化工设计,2000,17(3):10-16.
[2]吴海君,郭世卓.裂解碳五综合利用发展趋势[J].当代石油石化,2004,12(6):25-28.
[3]孙玉,周占发.国内外C5石油树脂市场情况分析[J].化工科技,2010,18(4):67-70.
[4]徐迪静,李伟.碳五石油树脂合成技术及发展趋势[J].广州化工,2010,38(6):50-51.
[5]毛兵,朱艳红,方伟,等.C5石油树脂的应用研究[J].精细石油化工进展,2007,8(5):52-55.
