钻孔攻牙自动上螺丝机设计*
2013-08-02侯柏林
侯柏林
(惠州商贸旅游高级职业技术学校,广东惠州 516003)
1 引言
在现代科学技术的众多领域中,自动控制技术起着越来越重要的作用。所谓自动控制,是指在没有人直接参与的情况,利用外加的设备或装置,使机器、设备或生产过程(统称被控对象)的某个工作状态或参数(即被控量)自动地按照预定的规律运行[1]。
插座是应用非常广泛的一款常见的日用电工产品,其结构简单,技术含量低,需求量每年都在成倍增长,因此,中小型加工企业基本上能加工,一些家庭式作坊也能加工,相互竞争非常激烈;企业要生存降低成本就必须要提高生产效率,而提高生产效率必须采用加工装配一体化自动化设备代替手工加工与装配。
本次设计的产品是开关的铜柱,传统的方法是首先手工装夹,然后钻孔、攻牙、上螺丝,装配速度慢,生产效率低,手工装夹每个产品需要8s;为提高生产效率,现设计一款集自动加工与装配一体机代替手工加工与装配,经过近6个月的设计与样机的制作,1台自动加工装配一体机成功投入试产,试产后效率显著提高,达到预期的效果。
2 产品分析
产品图如图1所示,该产品需要钻孔、攻牙、上螺丝三道工序才能完成。

图1 产品图
该零件尺寸较小,装夹不方便,之前该公司加工孔、攻牙、上螺丝三道工序是相互独立的,加工效率较低,此时该公司接到一批新的大订单,订单是几十万件,交货期非常短,加之用工短缺;厂里负责人通过朋友关系找到本人,想要改造生产工艺,设计一款能自动加工、装配机。通过现场考察、产品的分析,本人接下此任务。
本次产品的任务是:首先是加工工序—钻孔、攻牙,然后是装配工件—上螺丝。装配的产品有两个零件组成:铜柱,螺丝。
本产品的加工、装配顺序是:①第一步是将铜柱放入到一个专用的治具(或称夹具/模具)中;②第二步当装盘转到一定的角度后进行钻孔、攻牙工序;③第三步就是将螺丝放入振盘中,自动进行上螺丝工序;④第四步用打料杆把工件打下来,完成任务。
3 手工装夹和加工及装配问题缺陷
此加工装配产品看似简单,在实际的手工装配操作过程中存在这几个问题需要进一步改善。
(1)由于产品尺寸较小,在人工装配时速度较慢,装配难度也较大;且几个工序分散加工,生产效率低,产品加工成本相对较高。
(2)工人在装配小尺寸的零件时,出错的概率较高,对产品质量的控制难于保证。
基于以上原因,经过长时间的研究和改进,设计出这款加工装配一体化实现其自动化加工与装配。
4 加工装配一体化机器的设计
因为本产品较简单,工序不是很多,结合加工装配一体化机的特点,本款加工、装配一体机加工、装配产品时分四步完成,即送料、加工、装配、收料。
4.1 送 料
(1)螺丝自动送料装置 因为产品尺寸较小,设计时螺丝零件使用一个振盘送料,如图2所示。选用的这种振转盘是自动机中常用的一种送料机器,在很多的机配件店有现成款式的送料器供本人们选择,也有许多专业的厂家专门生产这种送料器,对此无需另外专门设计与制造,但对于从料盘到组装机械手之间的那段运输通道——通料管,需要专门设计,如螺丝料盘要用专门通道送到自动上螺丝机器中。

图2 振盘
(2)铜柱转盘夹具装置 根据铜柱的形状和大小设计一个转盘夹具装置,如图3所示,此夹具设计简单、实用,加工方便,便于更换;此外此夹具可以自动放置产品(需加一个振盘),也可手动放置产品,操作简单。转盘的工作原理:通过弧面凸轮机器的间隙运动从而带动转轮转动,转轮通过其轴带动转盘夹具进行转动工作,如图4所示。

图3 转盘夹具

图4 弧面凸轮机构
4.2 加工产品
在加工与装配产品时,有以下四个机器将会完成各种动作,因此在组装本一体化机前,先分析和充分了解这些机器的结构以及性能,方能顺利完成此一体化机的安装、调试工作。
(1)自动钻孔机器 图5由凸轮机器带动连接块左右运动,从而带动钻头左右运动,实现钻孔以及后退的动作。执行的任务是在铜柱上钻一个孔。
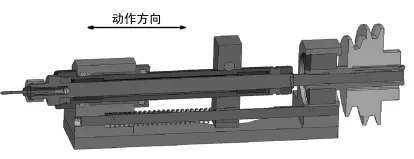
图5 自动钻孔机图
(2)自动攻牙机器 该机器的主要特点是:根据需要实现攻牙以及反转退回动作。本机器由凸轮机器带动连接块左右运动,如图6所示,从而带动丝锥左右运动,实现丝锥攻牙以及后退的动作。执行的任务是在铜柱孔上进行攻牙。
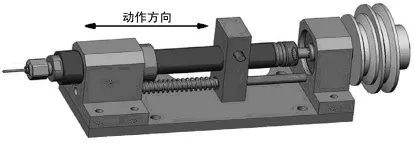
图6 自动攻牙机图
(3)自动上螺丝机器 M3螺丝全自动装入机器的设计;该机器通过振盘把螺丝自动装入到自动夹紧装置,然后通过气动装置-气缸活塞向前移动,此时推动气动披风向前动作,从而完成自动上螺丝的任务。反之,完成退回动作。如图7所示。

图7 自动上螺丝机图
(4)打料机器 此机器通过凸轮机构带动连接杆上下往复运动,从而通过杠杆原理带动打料杆做上下往复运动,实现将工件打下来。如图8所示。
4.3 产品检测机器设计
该机器使用了检测板和一个接近式感应器,如图9所示。

图9 感应机构
工作原理:检查产品是否已上好螺丝,当上好螺丝的产品在转盘的带动下进行转动,当产品转动到一定位置时(检测位置),螺丝帽会带动检测板也会转动,接近式感应器就能检测此产品已经上好螺丝。反之,检测板没有转动,接近式感应器就不起作用。
4.4 加工装配一体化机总装设计
根据客户要求以及产品的稳定性、美观性、实用性等要求,对此一体机进行了总体设计,同时也多次修改方案看,最后形成以下总体结构方案。该机器的最后总装结构图如图10、11所示。

图10 总装配图一
4.5 自动加工与装配一体机生产装配
设备中的震盘、气缸、PLC、气管、轴承这等零件全部外发或外购。其它均由专门机加工部门制造完成,所有零件备齐后,在车间进行了总装、调试。

图11 总装配图二
5 结语
加工装配一体化机研制装配后,投入工厂试产的结果,有效解决了手工装配难于解决的问题。提高了生产效率,降低了制造成本,改善了产品质量,降低了废品率,同时也降低了工人的劳动强度,提高了安全性。此外,当量产特别大的时候,可延伸到全自动设备,如之前一体机的基础上增加一个振盘、真空发生器、气动机械手等零件就可实现全自动加工、装配。
该机的适用性比较广泛,不仅可以加工圆柱销子,而且只需修改治具、夹具等就可以加工其他形状和大小的产品。且根据顾客的要求,可以改成只生产某个工序的自动机,比如钻孔机,攻牙机,钻孔攻牙机等等,该一体机成功投入试产,试产后生产效率显著提高,达到预期的设计效果。
[1] 胡寿松.自动控制原理[M].北京:科学出版社,2001.
[2] 李曙生.气动盘式自动钻孔机的设计[J].机床与液压,2006(4):146-148.
[3] 刘文锋.刘敬强.一种基于PLC的双钻头自动钻孔机应用开发[J].科技创新导报,2011(18):50-51.
