大厚度复合钢板过渡层焊接工艺与组织性能研究(上)
2013-08-02河北省安装工程公司石家庄050011贺广利于春芬付书宾
河北省安装工程公司 (石家庄 050011) 贺广利 于春芬 付书宾
河北工业大学 (天津 300132) 郑振太
1.概述
近年来随着国内化工和冶金项目的增多,双金属复合钢板以其投资成本低而得到广泛应用,但复合钢板的焊接质量一直是困扰制作单位的一个难题,尤其是大厚度复合钢板由于焊接层数多、焊接应力大、易出缺陷、焊缝返修困难等原因,直接影响到制作成本和制作工期。
我公司通过对复合容器制作中出现的焊接质量问题的分析和试验发现,复合钢板焊接缺陷出现的部位大多集中在过渡层,而不同的焊接工艺对过渡层金属组织的影响非常大,进而影响到产品质量,因此我们决定对大厚度双金属复合钢焊接进行研究,从根本上找出复合钢板过渡层组织性能与焊接工艺的关系,以便在制作过程中对产生缺陷的主要原因加以控制。
2.焊接性分析
为保证复合钢板不因焊接而失去原有优良的综合性能,通常都是分别对基层和复层焊接,即把复合板接头的焊接分为:基层焊接、复层焊接和基层与复层交界处过渡层的焊接三个部分。基层Q345R是压力容器常用钢材,一般用以满足复合钢板对强度、刚度和韧性等力学性能的要求,其焊接性良好,焊接时一般不需采取特殊工艺措施。但当厚度≥30mm或刚性较大的焊件在焊接时需进行预热;复层06Crl9Ni10属奥氏体不锈钢,一般用以满足复合钢板对耐蚀性的要求,与其他类型的不锈钢相比,较易焊接,在任何温度下都不发生相变,对氢脆不敏感,主要问题是焊接热裂纹、碳化物析出敏化等,焊接时要控制好热输入和道间温度。由于基层、复层及焊缝金属的线膨胀系数相差较大,易于因温度应力而引起裂纹;另外,基层和复层的含碳量和合金成分方面,也存在着较大差异,焊接时容易产生合金元素的稀释,碳迁移等一系列问题,因此在焊接时,既要满足基层焊接结构强度,又要使较薄的复层满足耐腐蚀性能要求;对于基层要避免Cr、Ni等合金元素含量增高,因Cr、Ni含量增高,基层焊缝中会形成硬脆组织,故容易产生裂纹,影响焊缝强度;对于复层要避免增碳,因复层增碳会大大降低其耐腐蚀性。过渡区的焊接性主要决定于基层Q345R和复层06Cr19Ni10的物理化学性能、接头形式和填充金属等。表1是基层和复层母材化学成分。

表1 母材的化学成分(质量分数) (%)
Q345R的室温组织为珠光体加铁素体,常温焊接条件下一般不会出现脆硬组织,但在低温下或在大刚度、大厚度结构上用小规范短焊缝焊接时会出现马氏体组织;06Cr19Ni10不锈钢的金相组织为奥氏体,用A102焊条焊接组织为奥氏体加少量铁素体,Q345R和06Cr19Ni10异种钢焊接时,焊缝组织与选用的焊材和焊接时的熔合比有极大关系,选用Cr-Ni含量为25-13型的焊材,在控制好熔合比的情况下会得到正常的奥氏体加铁素体组织,但如果控制不好熔合比,Cr、Ni被过度稀释后,焊缝会出现脆硬马氏体组织。
3.焊接方案的确定
(1)焊接顺序 不锈钢复合钢板焊接时一般采用先焊基层焊缝,然后焊过渡层焊缝,最后焊复层焊缝。
(2)焊接方法 基层厚度比较大,选择埋弧焊;复层厚度比较薄,采用焊条电弧焊或气体保护焊。过渡层厚度一般为2~4mm,包括复层0.5~1.5mm,基层1.5~2.5mm,采用焊条电弧焊、半自动熔化极混合气体保护焊、手工钨极氩弧焊均可,对容器制作采用手工钨极氩弧焊效率太低,实际操作中不适用。如果采用埋弧焊,会因埋弧焊熔深大,过多的熔化基层焊缝而形成铬、镍成分很高的合金钢焊缝,引起开裂。因此过渡层决定采用焊条电弧焊或半自动熔化极混合气体保护焊。
(3)焊接材料 基层Q345R采用H10Mn2埋弧焊焊丝和HJ431焊剂;复层06Cr19Ni10采用焊条电弧焊,A102焊条,半自动熔化极混合气体保护焊采用97.5%的氩气和2.5%的 CO2气体,H06Cr21Ni10Si焊丝;过渡层考虑到基层焊缝和基层母材金属的稀释作用,选用25-13型焊接材料。焊条电弧焊采用A302焊条,半自动熔化极混合气体保护焊采用97.5%的氩气和2.5%的 CO2气体,H022Cr24Ni13Si焊丝。
(4)坡口形式 板厚比较大,适宜选择不对称X形坡口。钝边、间隙根据具体焊接方法确定。
(5)焊接参数 在焊接顺序、焊接方法、焊接材料和坡口形式都确定的情况下,过渡层形成与焊接参数有很大关系。本文叙述的重点,就是寻找过渡层焊接时焊缝不出现马氏体组织,过渡层化学成分能保证复层焊缝接近复层母材化学成分的焊接参数。即通过焊接参数控制过渡层焊接时的熔合比,从而控制过渡层的焊缝组织和化学成分。首先对于焊条电弧焊最重要的焊接参数是焊条直径和焊接电流,其次是电弧电压和焊接速度。在保持电弧电压和焊接速度不发生大的变化情况下,分别采用了φ3.2mm和φ4mm焊条焊接,旨在对比在保证焊接质量的前提下,寻找高效率焊接。对于半自动熔化极混合气体保护焊,最重要的是焊接电流、电弧电压和焊接速度,在保证焊接电流和电弧电压最佳状态下,大幅度提高焊接速度,从而提高焊接效率。
4.工艺试验
(1)母材准备 母材为Q345R+06Cr19Ni10,规格为500mm×250mm×(28+4)mm;基层焊丝为H10Mn2、φ4mm,焊剂为 HJ431;基层焊条为J506、φ4mm。过渡层焊丝为H022Cr24Ni13Si、φ1.2mm,过渡层焊条为A302、φ3.2mm、φ4mm;复层焊丝为H06Cr21Ni10Si、φ1.2mm,复层焊条为A102、φ4mm。
(2)焊接工艺拟定 第一,采用不对称X形坡口,基层钝边大小和基层坡口深度如图1所示。
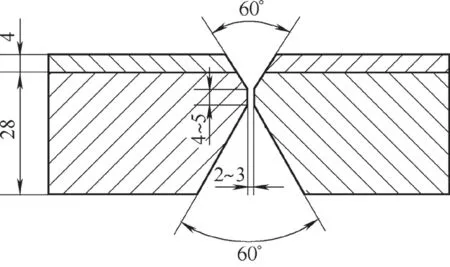
图1 坡口形式
第二,复合钢板下料用等离子弧切割,切割时复层朝上,从复层侧开始切割,并留出二次加工余量,避免将切割的熔渣溅落在复层表面上。
坡口采用机械方法加工,并用焊缝检测尺检测坡口的角度、钝边是否符合焊接工艺要求,如图2所示。
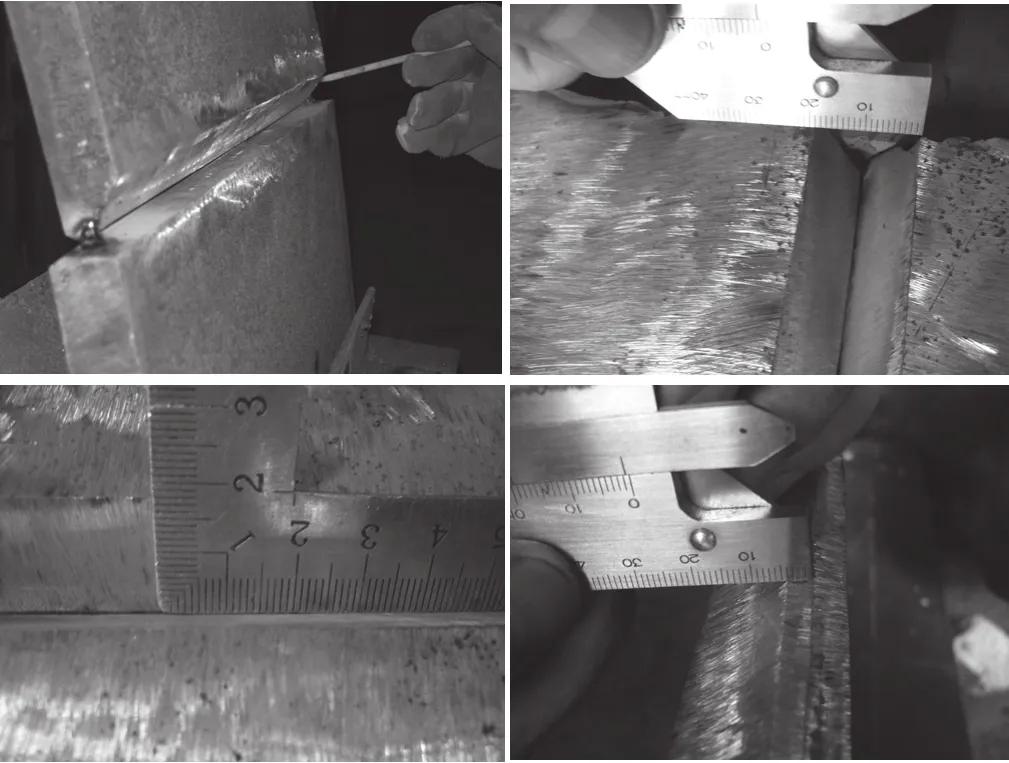
图2 坡口检验示意
