弯游梁抽油机前驴头圆弧主焊缝气保焊专机的研制
2013-08-02中国石油集团渤海石油装备制造有限公司河北青县062658曹贵贞
中国石油集团渤海石油装备制造有限公司 (河北青县 062658) 赵 波 赵 涛 孙 奇 曹贵贞
在国内广大抽油机生产厂家中,游梁结构基本都采用了埋弧焊,因为游梁主体多是用钢板或型钢组成的方箱结构或“工”字截面结构,其主焊缝都为直线焊缝,应用埋弧焊焊接小车即可较容易地实现自动焊接。但前驴头结构件的圆弧形主焊缝则不能直接使用自动焊小车,实现自动焊接,因此国内大部分抽油机生产厂家基本采用焊条电弧焊或半自动气保焊焊接。
为了提高焊接生产效率和质量,降低生产成本和工人劳动强度,我们于1997年先后设计了圆弧板板内陷式前、前驴头圆弧焊缝埋弧焊专机。其中前驴头埋弧焊专机于1998年8月应用于生产,在国内抽油机生产制造企业中率先实现了前驴头圆弧主焊缝的埋弧焊,获得了很好的应用效果。
近年来,我们又设计了专门用于弯游梁抽油机圆弧板外包式前驴头圆弧主焊缝焊接的气保焊专机,本文将对该机设计及应用情况进行介绍。
1.弯游梁抽油机简介
弯游梁抽油机是公司设计开发制造的高效节能型专利产品,是中国石油天然气集团公司向全国重点推广的机型之一,在国内和国外都得到广泛应用。它主要由前驴头、弯游梁、尾游梁、横梁、连杆、曲柄、平衡块、减速器、支架、底座、电动机及刹车装置等组成。国内抽油机中的前驴头几乎全部采用的是内陷圆弧板结构,而该机型中的前驴头采用了外包圆弧板结构。弯游梁游梁抽油机的结构如图1所示。
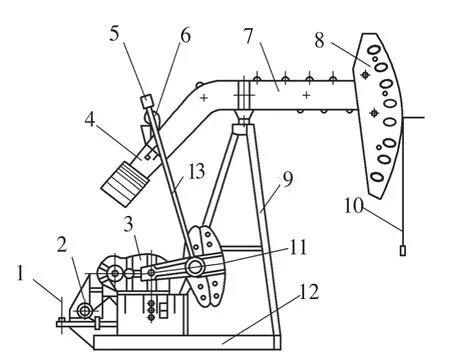
图1 弯游梁式抽油机结构
2.抽油机前驴头圆弧焊缝气保焊专机简介
该焊接专机主要由500A气保焊电源、送丝机、焊枪、焊接平台、中心轴、定位块、垫铁、连杆、连接架、焊接小车、气动直线导轨、夹枪装置及仿形轮等组成(见图2)。
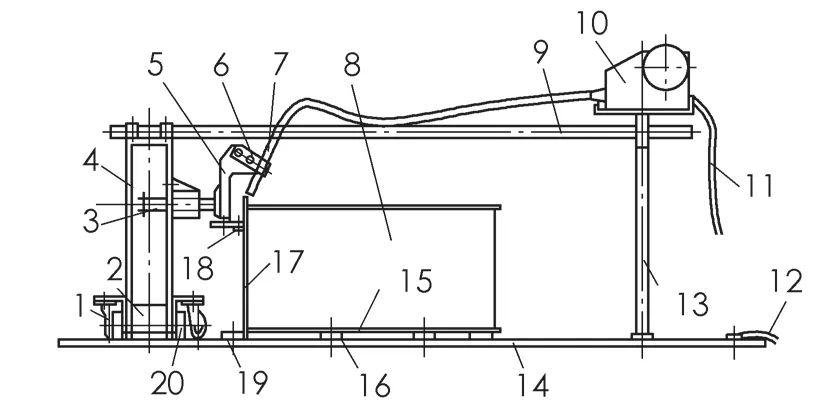
图2 前驴头气保焊专机结构示意

图3 前驴头气保焊专机俯视图
(1)工作原理 弯游梁抽油机前驴头是等半径圆弧形结构件,如图3所示,圆弧半径为R,圆心为O,圆弧夹角为α。根据外包圆弧板式前驴头结构特点,我们设计采用了“圆规画圆”的原理,利用连杆对焊接小车的运动轨迹进行控制,再配合气动直线导轨、夹枪装置、仿形轮机构,从而实现了气保焊枪焊丝对等半径圆弧焊缝的自动仿形跟踪与焊接。
(2)结构特点 对埋弧焊小车进行技术改造,拆除原焊接小车上的立柱及其上面固定的悬臂、埋弧焊机头、焊丝盘等装置,仅使用原埋弧焊小车底部行走小车,保留小车底盘及行走驱动机构。
利用一根连杆和一个连接架将焊接小车与焊接平台上处于前驴头圆弧圆心的中心轴连接起来,然后通过位于前驴头圆弧线处的定位块1、定位块2,对前驴头的摆放位置进行定位,从而实现焊接小车上气保焊枪焊丝对圆弧形焊缝轨迹的粗略跟踪。由于原埋弧焊焊接小车主动轮、从动轮轴线相互平行,小车行走轮与焊接平台之间除了滚动摩擦,还有滑动摩擦,使得焊接小车转向阻力很大并且产生振动,会对焊接造成严重干扰,以及工装装配间隙误差和前驴头圆弧圆弧板组合半径方向偏差的存在,使得单一的连杆牵引导向系统跟踪焊缝的准确性受到较大影响。如果不能实现焊枪焊丝对焊缝的精确跟踪,还是无法实现前驴头圆弧焊缝的自动焊接。为解决这一关键技术问题,我们又对焊接小车结构进行了下述的改造。
将原埋弧焊小车两个从动轮换成万向轮,即将原小车两侧从动轮拆除,利用该处螺纹孔固定两个“┌”型支撑架,用以安装固定万向轮。这样使焊接小车在连杆的牵引下能够灵活地转向,大大减小了转向阻力和振动,增强了焊接小车的运行平稳性。
在焊接小车连接架焊接侧安装固定了一套气动直线导轨,可伸缩导轨前端连接有气保焊枪夹枪装置和仿形轮。其中夹枪装置中的焊枪夹头可以调节气保焊枪与前驴头圆弧板之间的夹角,也可以调节焊枪的高度,这样可以方便地将气保焊枪调整到最合适的平角焊姿态。调整仿形轮悬臂的伸出量,可以保证焊枪前端焊丝与前驴头圆弧板之间的最佳距离。仿形轮轴心、焊枪轴线投影和连杆投影重合在一条直线上。这样在焊接中,气动直线导轨装置正向通气时,使得仿形轮始终以一定的压力顶紧在前驴头圆弧板上,实现焊枪前端焊丝对前驴头圆弧角焊缝的精确跟踪,从而实现前驴头便半径圆弧焊缝的气保焊自动焊接。
3.前驴头圆弧焊缝的焊接参数
由于前驴头结构件太大不易侧向转动,所以不方便使焊缝置于船形位置进行焊接。也不适宜将前驴头立放,进行爬坡焊和下坡焊,主要是因为不利于实现自动焊接,并且焊缝成形不易控制,所以前驴头的两条圆弧焊缝选择釆用平角焊。其优点是焊接中不需要侧向转动工件,对圆弧板和侧板之间组合间隙大小不敏感,焊缝成形易于控制,焊缝外观成形平滑美观。
平角焊的缺点是单道焊焊角最大不能超过8mm,所以当需要焊角>8 mm时,只能采用多层多道焊。但是由于自动气保焊电流密度大,熔深大,所以与焊条电弧焊相比,焊脚高度可以适当降低。目前生产的6-16型双驴头都采用8mm的焊脚高度即可满足设计强度要求。另外,焊缝成形与焊丝对工件的相对位置有很大关系,当焊丝位置不当时,易产生咬边或未熔合。
为获得较理想的焊缝形状,应特别注意以下几点:
(1)焊丝直径 可以采用φ1.2mm或1.6mm的实芯焊丝,焊丝直径越细,产生喷射过渡的临界电流越小,同样焊接电流下电流密度越大,焊丝熔化速度越快,越容易得到细颗粒的稳定的喷射过渡。综合考虑推荐选择较细的φ1.2mm焊丝最合适。
(2)极性 为了得到稳定而且熔滴尺寸细小的熔滴过渡,通常都采用直流反接即焊丝接正极。直流反接时,阳极斑点的分布被约束在熔滴缩颈以下的液体金属表面有丰富金属蒸汽产生的区域,全部电流都流过熔滴。此时将产生较大的促进熔滴过渡的电磁收缩力,轴向性强,同时产生的熔深大于直流正接时所产生的熔深。
(3)保护气 保护气采用Ar80%+CO220%的富氩气。在富氩气中焊接,既具有电弧稳定、飞溅小、容易获得轴向喷射过渡等特点,又具有氧化性,克服了氩气焊接时表面张力大、液体金属粘稠、斑点易漂移等问题,同时对焊缝蘑菇形熔深有所改善。保护气流量大小应适当,气体流量过大或过小都会造成紊流,保护效果恶化,容易产生气孔、飞溅增大,使焊缝成形变差。
(4)焊接电流、电压 当焊丝直径确定后,焊接电流选择能够产生稳定喷射过渡的较大电流,电流应大于喷射过渡临界电流而小于旋转射流过渡的临界电流。电弧电压应与焊接电流相匹配,选择合适的保护气流量,以避免产生气孔、飞溅和咬边等缺陷。
(5)焊接速度 其他条件不变时,熔深随焊速的增加而增加,并有一个最大值。焊速减小时,单位长度上填充金属熔敷量增加、熔深减小、熔宽增加,焊速过小容易形成焊瘤,焊缝过渡角减小并容易形成焊脚处的应力集中,焊缝成形恶化。焊速过高,单位长度上电弧传给母材的热量显著降低,母材熔化减慢,随着焊速提高,熔深和熔宽都减小,焊速过高有可能产生咬边。因此,在焊接电流、电弧电压等其他参数一定的时候,有一个最佳状态的最大焊接速度,我们应该选择该焊接速度,这样既可以提高焊接效率又保证了焊接成形及质量。
(6)焊丝位置 焊丝与圆弧板的夹角应保持在45°~50°内,焊丝端部距离圆弧板0.5~1.5mm。选择这个角度及距离,容易避免咬边和金属流淌,最利于平角焊缝的成形。
(7)焊丝伸出长度 应根据焊丝直径选择较大的合适的焊丝伸出长度,适当增加焊丝伸出长度可以增强焊丝的电阻热作用,促进熔滴过渡,可得到稳定的喷射过渡并降低临界电流,一般伸出长度选用15~25mm。焊丝伸出长度过长会导致电弧电压下降,电弧吹力减小,熔敷金属过多,焊缝成形不良,熔深减小,电弧不稳定;反之,焊丝伸出长度过短,电弧易烧导电嘴,焊丝熔化速度降低,金属飞溅易堵塞喷嘴。
选择以上合适的焊接工艺,既可以保证稳定焊接过程,又可以获得最大焊丝熔化速度和焊接速度,获得优良的焊接质量、美观的焊缝成形。
4.结语
外包圆弧板前驴头圆弧焊缝气保焊专机结构及焊接工艺设计合理,该专机具有自动化程度髙,生产效率髙,焊接质量好,操作简便等显著优点,完全满足前驴头圆弧主焊缝焊接生产要求。
该项技术在抽油机制造业和类似产品的生产领域里具有很好的应用前景。
