新型尿素用双相不锈钢DP28W的性能及应用
2013-07-31张凤魁
张凤魁
(兖矿鲁南化肥厂,山东 滕州 277527)
1 概 述
尿素生产过程中的工艺介质——尿素-氨基甲酸铵溶液具有极强的腐蚀性,因此尿素用材具有一定的特殊性。尿素生产工艺的发展也是随着尿素用材的开发同步进行的。长期以来,对尿素装置耐腐蚀材料的研究开发一直是一个重大的课题。尿素工艺开发商和专业材料供应商相继配套开发了多种尿素级不锈钢材料,如Stamicarbon公司和Sandcvik公司联合开发了3R60尿素级不锈钢(316Lmod)和2RE69(00Cr25Ni22Mo2N)、双相不锈钢Safurex等。
东洋工程技术公司与住友金属工业公司曾共同开发了DP12,且有20a以上的应用业绩。为满足尿素装置设备大型化和高可靠性的需求,迫切要求材料能进一步提高耐蚀性和强度,上述两公司共同开发了能取代DP12的高耐蚀双相不锈钢DP28W。该产品具有卓越的抗尿素-氨基甲酸铵溶液腐蚀的能力,并且可以在氯化物环境中高度抵抗应力腐蚀开裂。此外,该产品还拥有较高的机械强度,良好的焊接性能,较好的成形性,从而为工厂设计提供了更大的优势,同时也为安全操作带来了更大的保障。
2 适用标准
DP28W 对应SEA和ASTM制定的UNS(UNS是 “UNIFIED NUMBERING SYSTEM”的缩写,是由美国机动车工程师学会和美国材料与试验协会于1967年共同设计的一种便捷地编号系统,其目的在于代替或至少补充现行各标准的产品牌号系统),材料编号为32906;对应ASMEⅡ标准中 ASME SA240/SA213/SA789/SA790/SA479中S32906牌号。
3 化学成分
表1列出了新型高耐蚀双相不锈钢DP28W及其他尿素用材料的主要化学元素成分。卓越的抗腐蚀性能,依靠合理、科学的合金元素成分设计。较之DP12,DP28W增加了Cr含量和Ni含量,并减少了Mo含量,适当增加了W含量,保持了铁素体-奥氏体两相的适度平衡。尤其是W的增加,改进了热循环周期中热影响区的抗腐蚀性能。σ相的深沉使材料的相位得以稳定。

表1 DP28W及其他尿素用材化学成分表%
4 物理特性
密度7.86g/cm3,热膨胀系数见表2,热导率及比热见表3,弹性模量见表4。
5 机械性能
DP28W具有非凡的机械性能,室温下的机械性能见表5,拉伸试验对比结果见表6。
由表5、6可以看出,与双相不锈钢DP12及奥氏体不锈钢25Cr-22Ni-2Mo和316L相比,DP28W具有较高的机械强度,在尿素设备的设计制作中有较明显的优势。
图1显示了DP28W在高温下典型的强度特性,且该材料无论是高温还是低温下都具有良好的冲击韧性,图2显示了其典型的抗冲击性能,其脆性转变温度预计在-100℃左右。

表2 DP28W的热膨胀系数
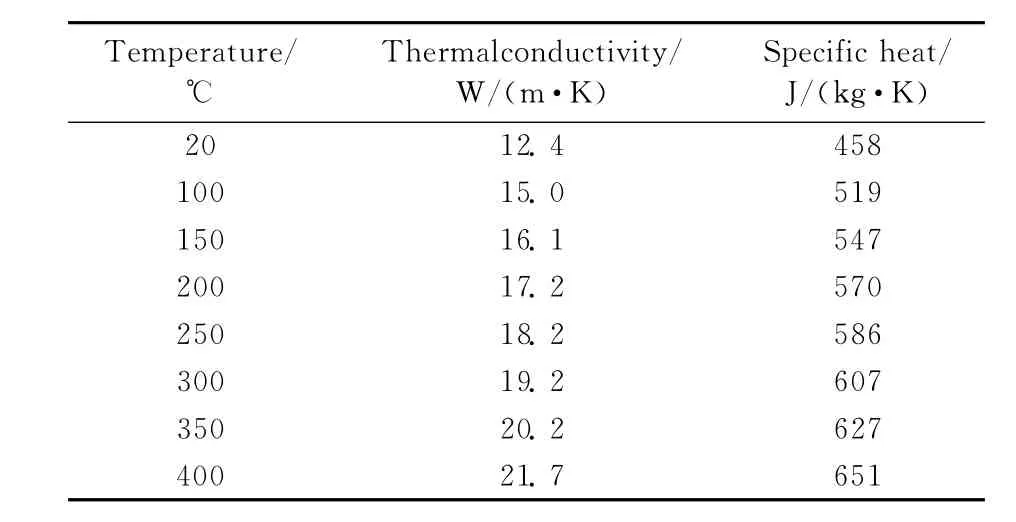
表3 DP28W的热导率及比热

表4 DP28W的弹性模量 MPa

表5 DP28W在室温下的机械性能

表6 DP28W和其他尿素级不锈钢材料机械性能比较
6 金相组织
DP28W典型金属微观组织结构见图3,良好的双相(σ相+β相)组织改进了材料的耐腐蚀性能和机械性能。
7 耐腐蚀性能
晶间腐蚀试验通常被用于评价某种材料在尿素厂应用中的耐腐蚀性能,图4显示了DP28W和DP12(S31260)在晶间腐蚀试验中的结果。双相不锈钢焊缝和热影响区的加速腐蚀有时会导致一系列问题,这种加速腐蚀源于铁素体-奥氏体两相配比的不平衡,或者是金属碳化物的沉淀。最佳的合金化学元素配比组合,及专业焊接材料的支持,使DP28W解决了材料的耐腐蚀问题。
即使在高温热影响区,适当增加奥氏体形成元素仍能够保持铁素体-奥氏体的适度平衡。Mo和W的加入,是为了防止σ相在热循环过程中的沉淀,这使DP28W在休氏试验中展现出良好的耐腐蚀性能。

图1 DP28W高温条件下的机械强度
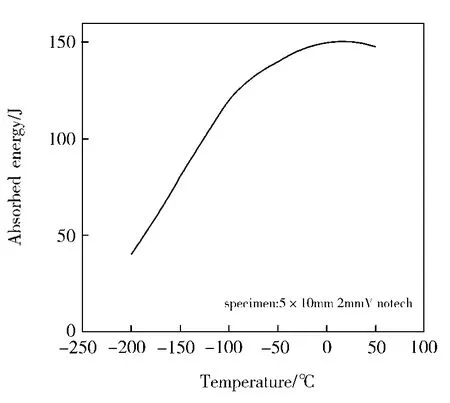
图2 DP28W抗冲击性能曲线

图3 DP28W典型的材料微观组织
DP28W焊接材料的化学组成较母材有所改变,焊材样品考虑到极快的冷却速度,不至于恶化其腐蚀性能。休氏试验结果见图5,DP28W焊材的腐蚀速率大约是DP12的1/2。表明DP28W在沸硝酸中有较高的耐腐蚀性能,其焊缝也同样有较好的耐腐蚀性能。

图4 DP28W和DP12在沸硝酸中的腐蚀速率

图5 DP12和DP28W焊接试样休氏试验结果对比
DP28W在尿素-甲铵溶液中的抗腐蚀性能,在试验工厂和实际生产工厂中得到了验证。
图6显示了该材料在试验工厂进行浸蚀试验的结果。在钝化膜被破坏时,316L尿素级不锈钢腐蚀量较大,是因为其钝化膜被破坏后耐腐蚀性受损。即使在这种情形下,DP28W仍然显示出卓越的耐腐蚀能力,腐蚀速率比DP12低10%~20%,在工厂中使用DP28W的设备有较长的寿命。

图6 三类材料在尿素-甲铵液中的腐蚀试验结果
对于DP28W,因为其含Cr量较高,而较普通奥氏体不锈钢含Ni低,所以有较高的再钝化特性。DP28W的这种能力来源于在很低溶氧环境下抵抗活化腐蚀的钝化层,其再钝化特性减少了活化腐蚀的风险。
8 焊接性能
DP28W具有较好的焊接性能。该材料的化学元素设计可防止σ相在热循环过程中的沉淀,并且母材和焊缝部位都展现出卓越的抗腐蚀能力。不需要焊前预热和焊后热处理。焊接时层间温度控制在150℃左右。与之匹配的钨极氩弧焊及(气体)电熔渣焊焊接材料已被开发出来。

图7 用ESW焊接的焊缝外观
电熔渣焊的焊道外观如图7。电熔渣焊是尿素高压设备制造过程中最常用的焊接方法。其焊接熔渣很容易脱落,焊缝和母材的交界处无咬边现象。带材和焊剂组合的匹配,使焊缝的化学成分为最佳配比,并使其具有优良的抗腐蚀性能。
9 成形性
DP28W具有良好的成行形。图8为通过着色检测的弯曲U形管的表面情况。扩口和压扁测试符合SATM的标准要求,结果令人满意。

图8 DP28WU形管外观
10 DP28W在工厂长期运行中的优势
DP28W期望的腐蚀速率低于当前尿素装置使用的不锈钢材料。热影响区和焊缝的腐蚀较传统的双相不锈钢有较大的改善。以下特征为尿素厂的长周期运行提供了保证。
·延长与尿素-甲铵液接触的设备及管件等部件的使用寿命。
·降低设备维护频次。
·减少由于活化腐蚀而产生的不可预知的危险。
11 结 语
DP28W已于2002年应用于采用TEC生产工艺的尿素厂。2004年,该材料被推荐(在日本)用于淘汰TEC溶液循环改良C法工艺用尿素合成塔原用材料,适用于原操作条件的合成塔为钛材制作。即便钛材,在此高温下也需要一些钝化空气。通过一年的合成塔内部浸渍试验,DP28W较其他候选材料展现出更好的性能,其腐蚀速率远远低于钛材。2006年,用DP28W焊接制造的合成塔已成功应用于原用钛材的装置。如此一来,DP28W作为新一代尿素设备用材,就具有广阔的市场前景。
[1]颜维其,贺里均 .新型材料Safurex已在尿素装置中推广使用 [J].泸天化科技,2003,27 (3):217~218.
[2]张 亮,郝春雷,李永华.尿素级材料的质量检验 [J].压力容器,2006,23 (7):57~59.
[3]杨宜生.尿素级不锈钢的性能及其应用研究 [J].特殊钢,1991,12 (3):8~15.
[4]马毓华.双相不锈钢的性能与应用 [J].甘肃科技,2004,18 (10):49~51.
