一种复合式超精研机电动机变速控制方式
2013-07-22杨守镇康正坡武魁王长峰
杨守镇,康正坡,武魁,王长峰
(洛阳轴研科技股份有限公司 a.精机公司;b.精轴公司,河南 洛阳 471039)
在滚动轴承专用内、外圈及滚子超精研机加工过程中,要求对工件进行连续的2步超精:第1步为工件低转速,油石高速在工件表面振荡抛光,改善微观形状;第2步为工件高转速,油石低速在工件表面振荡抛光,改善表面粗糙度。工件转速和油石振荡频率要能够根据工件尺寸方便地随时调整,因此,对超精研机用电动机的调速控制方法提出了更高的要求。
1 传统电动机变速控制方法
在变频器出现之前,要实现电动机随意调速是一件困难的事情。纯机械式的如齿轮箱变速,只能做固定变速,成本高、不可靠且维修困难。后来出现的交流电动机+滑差调速器调速缺点也较多(电压输出为非线性,速度控制不稳定等)。变频器出现以后,无级变频调速成为可能,而且随着技术的发展,成本已大大降低。主要的变频调速控制方法如下。
(1)变频器+电位器调速。外部电位器通过改变变频器电压实现变速,具有很好的线性关系,但缺点是不够直观,而且变速只能手动调节。但其性价比高,在半自动机床上仍有较多应用。
(2)PLC+变频器+触摸屏通信方式调速。该变速控制方法是主流的超精机控制方式之一,如图1所示。用PLC或者其他逻辑控制装置在运行中将频率数值写入变频器,进行变频调速(可变速),一般还需要配备触摸屏进行转速的设置及加工过程的显示。此控制方法的缺点是:运转过程中向变频器传送频率信号时一旦受到通信干扰,变频器很容易死机,从而使机床的运行陷入瘫痪。
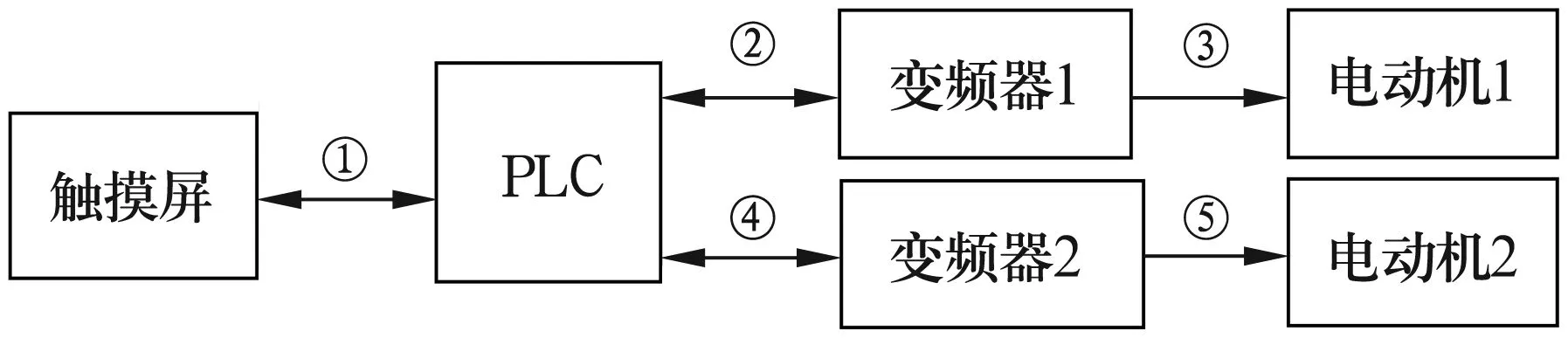
① 通过触摸屏向PLC中写设置频率 ;② 机床运行中PLC向变频器1写频率;③ 变频器1控制电动机1改变转速;④机床运行中PLC向变频器2写频率;⑤ 变频器2控制电动机2改变转速
(3)PLC+模拟量+变频器+触摸屏方式调速。该变速控制方法是另一种流行的控制方式,如图2所示。逻辑控制器发出的频率信号通过D/A转换装置变为模拟量,再用模拟量控制变频器的输出频率;需配备触摸屏,设置2段的转速。此方法因为需要在电动机运行中一直传送频率模拟信号,同样会受到通信干扰,但变频器不会因为干扰而陷入瘫痪。缺点是:对于转速稳定性要求高的情况,没有较好的办法避免干扰,因为变频器本身就会产生强磁场干扰;而且多变频器控制时需要多个D/A输出模块,成本也较高。
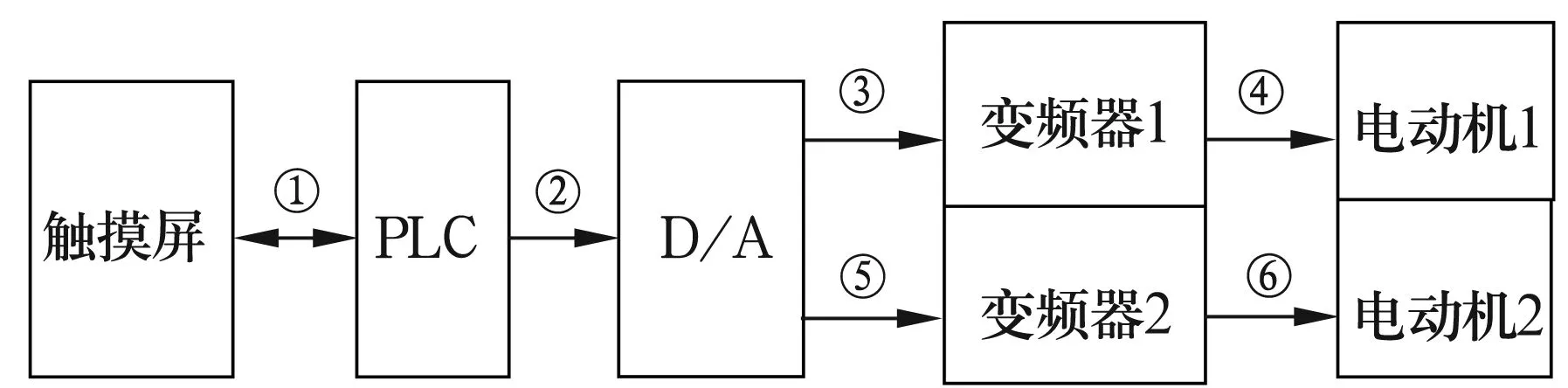
① 通过触摸屏向PLC中写设置频率;② PLC中的频率数字转换为模拟量; ③ 机床运行中D/A向变频器1写频率;④变频器1控制电动机1改变转速;⑤机床运行中D/A向变频器2写频率;⑥变频器2控制电动机2改变转速
2 复合式控制原理
2.1 MODBUS通信的特点
MODBUS通信是一种基于RS-485接口的开放式通信协议,广泛应用于多种电气设备中,在满足这一通信协议的各种元器件之间可以自由共享数据而不必用户发送通信命令。现在多数变频器、PLC和触摸屏都支持这一通信协议,复合式控制即是基于这一种通信协议而产生的。
2.2 变频器的多段速控制
为了调速方便,变频器标准配置有多段速功能,通过外部接线导通变频器内部软开关激活某一段或几段多段速,设定相关的参数可以方便地使变频器输出多段频率。然而设置参数必须在变频器上进行,给机床的操作带来不便,除非固定使用某几段速度,因此,很少用多段速进行调速。
2.3 复合式控制
研究超精机调速装置的特点发现,参数的设置与机床的运行大多数时间不是同步的,完全可以分开实现,而两者单独实现时就可以利用MODBUS通信和多段速控制的优点。如果选用都支持MODBUS的触摸屏和变频器,那么参数的设置可以完全不用PLC,直接将多段频率写入变频器。而在机床加工过程中又可以用多段速来进行速度的切换,将两者的优点结合起来就可以实现机床电动机的转速调整。利用该方法可以完全避免加工过程中的电磁干扰,使变频器输出稳定的多段频率,从而保证超精研机工作在最佳状态。
为了实现上述目的,采用复合式变速控制方案,如图3所示。仍然采用变频器作为调速装置,利用变频器自带的MODBUS通信模块与触摸屏(带MODBUS协议)进行通信,设置串行口频率,多段速1(根据需要的频率段数可以增加多段速2,3等)作为机床运行过程中的运行频率。在机床运行过程中,用外部控制方式启、停电动机,并在变速时用多段速开通的方式变速。
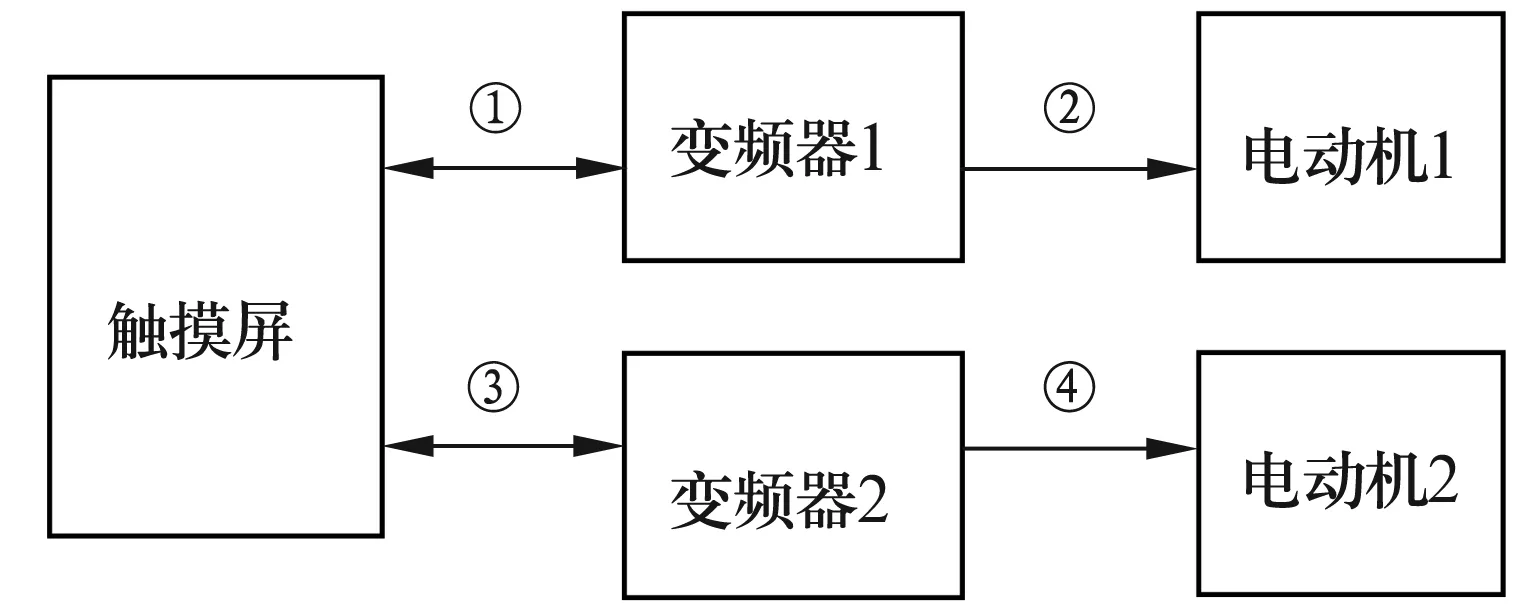
① 设定参数时向变频器1写频率;② 变频器1控制电动机1改变转速; ③ 设定参数时向变频器2写频率; ④ 变频器2控制电动机2改变转速
根据MODBUS通信的特性[1],直接在触摸屏上以变频器的内存地址设置频率输入按钮,避免了PLC编程向变频器写频率的复杂程序,而且因为通信过程只发生在参数设置阶段,加工过程中完全不受电磁干扰。
复合式变速控制方案降低了成本,对于流程简单的超精机,如半自动超精研机,原程序的主要内容是控制电动机启停和变速,完全可以省掉一个PLC;而且性能更加稳定,加工过程中不受电磁干扰,基本上不用考虑电磁屏蔽的问题。
3 应用实例
如图3所示,选择施耐德GXO3501触摸屏作为控制装置的逻辑主站和频率发送装置,易能EDS1000变频器作为从站和频率变送装置,二者都支持MODBUS通信协议。设置步骤为:
(1)从变频器手册上查找到要通信的数据地址,如串口频率和多段速的通信地址为2001H和021EH,变换为10进制地址为8193和542。
(2)进入触摸屏编辑软件[2],设置变频器的站号和通信口,本例中用触摸屏COM2口作为与变频器的通信口,变频器站号设为ModbusRTU01,如图4所示。
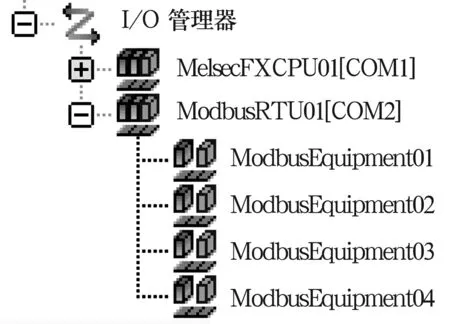
图4 触摸屏通信口设置
(3)在触摸屏上建立通信变量,如串口频率给定1和多段频率1地址与步骤(1)中的地址对应,如图5所示。
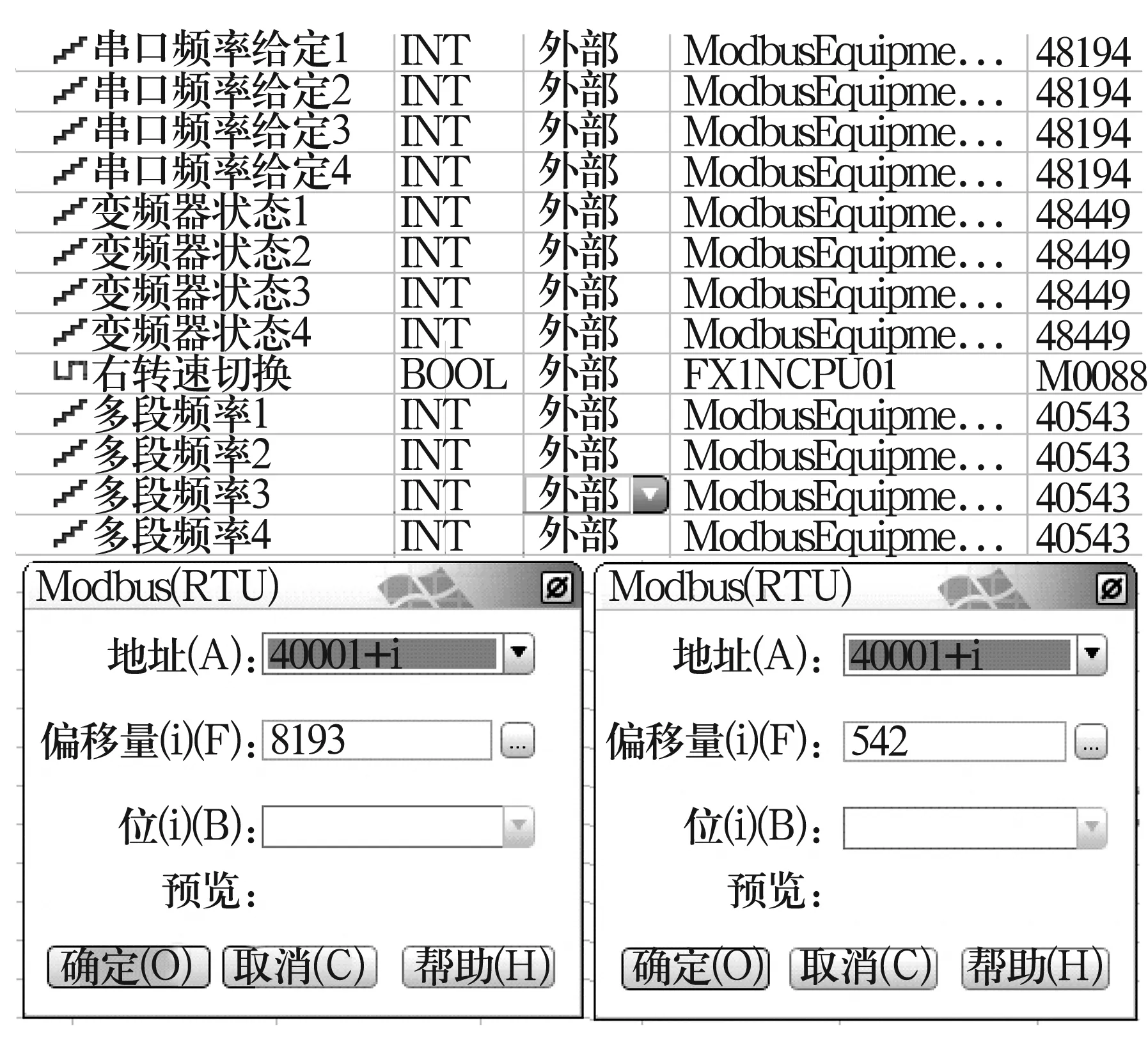
图5 触摸屏变量设置
(4)在触摸屏上建立参数设置按钮,变量采用步骤(3)中建立的变量,如图6所示。
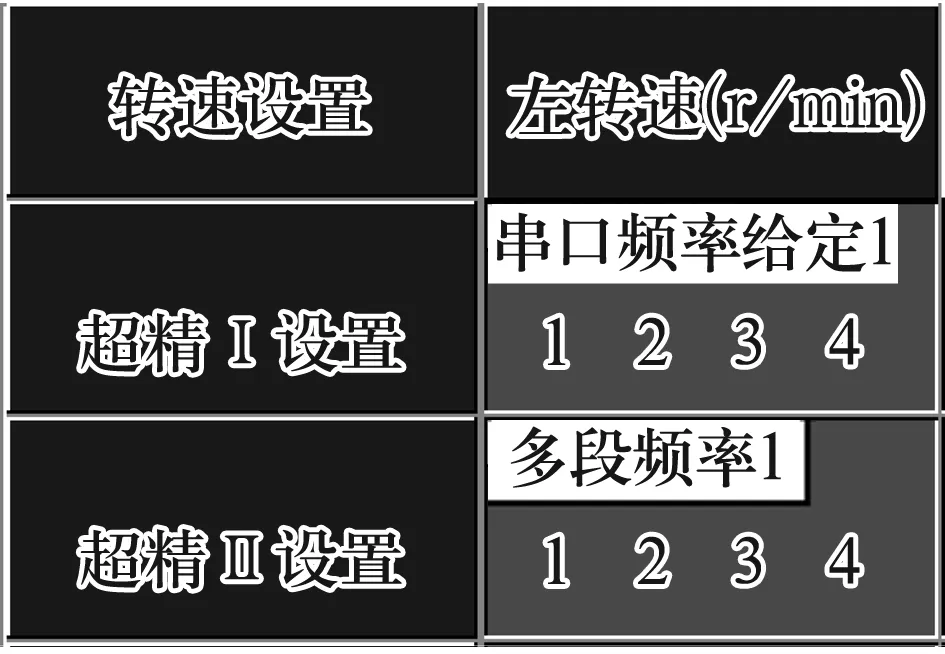
图6 触摸屏参数设置举例
(5)设置变频器参数。
F0.00 10;串行口给定
F0.02 1;端子运行命令控制,操作键盘STOP命令无效
F2.14 13;个位波特率,十位校验模式。与触摸屏上的设置对应,本例中波特率为9600BPS,偶校验
F2.15 1;广播地址
F2.16 0 s;通信超时检出时间,根据通信状况适当调整
F2.17 3 ms;应答延时,根据通信状况适当调整
F4.00 001;设置变频器为简易PLC运行
F4.01 001;设置第1阶段运行模式
F4.03 000;设置第2阶段运行模式
F5.00 1;选择输入端子X1为多段速控制端子
4 结束语
利用变频器的多段速控制和触摸屏与变频器的MODBUS通信,在参数设置阶段写入运行频率和运行时间,在运行阶段通过选择多段速进行频率切换,实现变速的同时避免了通信的干扰问题,较好地实现了超精研机的变速控制。
