MKD7675双端面磨床支承结构的改进
2013-07-21赵春永郝亚硕王东利袁耀东黄俊锋
赵春永,郝亚硕,王东利,袁耀东,黄俊锋
(洛阳LYC轴承有限公司 大型轴承厂,河南 洛阳 471039)
利用全自动卧轴双端面往复式磨床MKD7675磨削轴承套圈双端面,套圈加工范围及精度为:外径150~300 mm,宽度20~150 mm,端面平面度3 μm,加工精度较高。但该机床在加工宽系列套圈(外径250~300 mm、宽度130~150 mm),特别是外圈带凹槽时,套圈容易发生歪斜,导致两端面产生不均匀磨削, 平面度超差,而且端面有磨伤现象。
1 原支承结构及分析
原双端面磨床支承由左、右2副支承组成,除支承板不同,其余组成部件可通用,通过调整两支承与侧面导板的相互位置,使套圈的中心处于两支承的中心。原支承结构如图1所示。加工时,以套圈外径面定位,将套圈放在两支承的支承轮(轴承)上,通过送料盘将套圈送入两砂轮之间,进行往复磨削(图2)。但是,当加工宽系列套圈时,由于支承结构的支承轮宽度较窄(仅为13mm),尺寸不足套圈宽度的1/10,致使套圈支承不稳,容易发生歪斜。特别是在加工宽系列、中心带凹槽的外圈时,由于大部分凹槽宽度超过13 mm,为了使支承轮避开凹槽,支承轮需支在凹槽边缘,更加容易造成套圈失稳而产生歪斜,引起套圈两端面的不均匀磨削,平面度超差,时有磨伤现象发生。

(a) 左支承 (b)右支承

图2 原支承与工件工作原理图
2 改进后的支承
为了从根本上解决套圈端面加工精度低,可能存在磨伤的问题,对支承结构加以改进。根据原支承结构存在的不足,最简单的方法是加宽支承轮的宽度,但原支承轮为6302标准轴承,若增加宽度,需订购非标轴承,势必增加制造成本,且周期较长。因此,经过分析论证,主要对支承板的上半部分结构进行改进,改进后的支承左、右对称,结构相同,其中右支承与工件定位如图3所示。支承的上半部分总宽度不变,采用双支承轮支承套圈外径面,两支承轮之间的有效宽度超过30 mm,支承轮通过内六角螺栓和心轴进行固定,便于安装和拆卸更换。
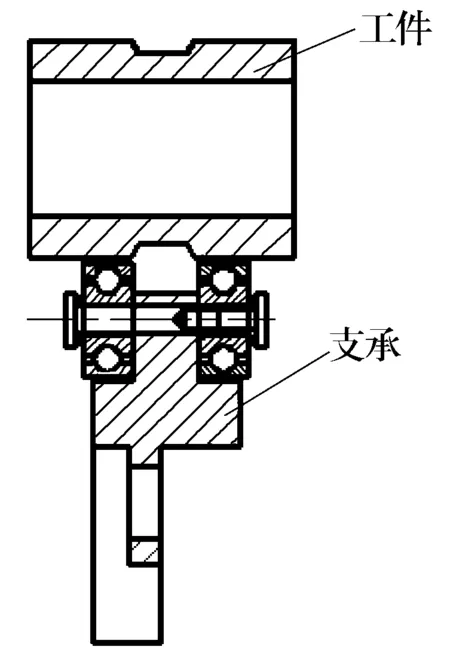
图3 改进后的支承与工件定位示意图
3 改进后效果
对两个型号轴承套圈改进前、后的平面度和外观质量进行对比,见表1。由表1可以看出,改进后平面度合格率大幅提升,端面磨伤已彻底消除,提高了产品质量,达到了工艺要求。

表1 改进前、后的效果对比
