冷轧机用双列圆柱滚子轴承保持架的改进
2013-07-21曹晓辉王蕾宇兴隆
曹晓辉,王蕾,宇兴隆
(瓦房店轴承集团有限责任公司 技术中心,辽宁 瓦房店 116300)
1 原轴承结构
随着钢铁行业的快速发展,为适应高精度、高强度冷轧板材的轧制要求,高精密的冷轧机支承辊轴承成为发展趋势。
应用于冷轧机支承辊的双列圆柱滚子轴承结构如图1所示,其由外圈、内圈、滚子、保持架、弹簧密封圈和平挡圈组成。其中保持架为整体式黄铜实体保持架(图2)。轴承装配时,一列滚子需从外圈端面的装滚子缺口装入保持架兜孔,即需通过外力使保持架产生瞬间变形,强行将滚子装入保持架兜孔内,因此滚子易划伤滚道,且保持架也会发生轻微变形,从而降低轴承的精度,影响轴承的寿命。对于精度要求不高的圆柱滚子轴承,此装配方法可以满足要求,但对于高精密冷轧机支承辊轴承,则不能使用这种方法装配。
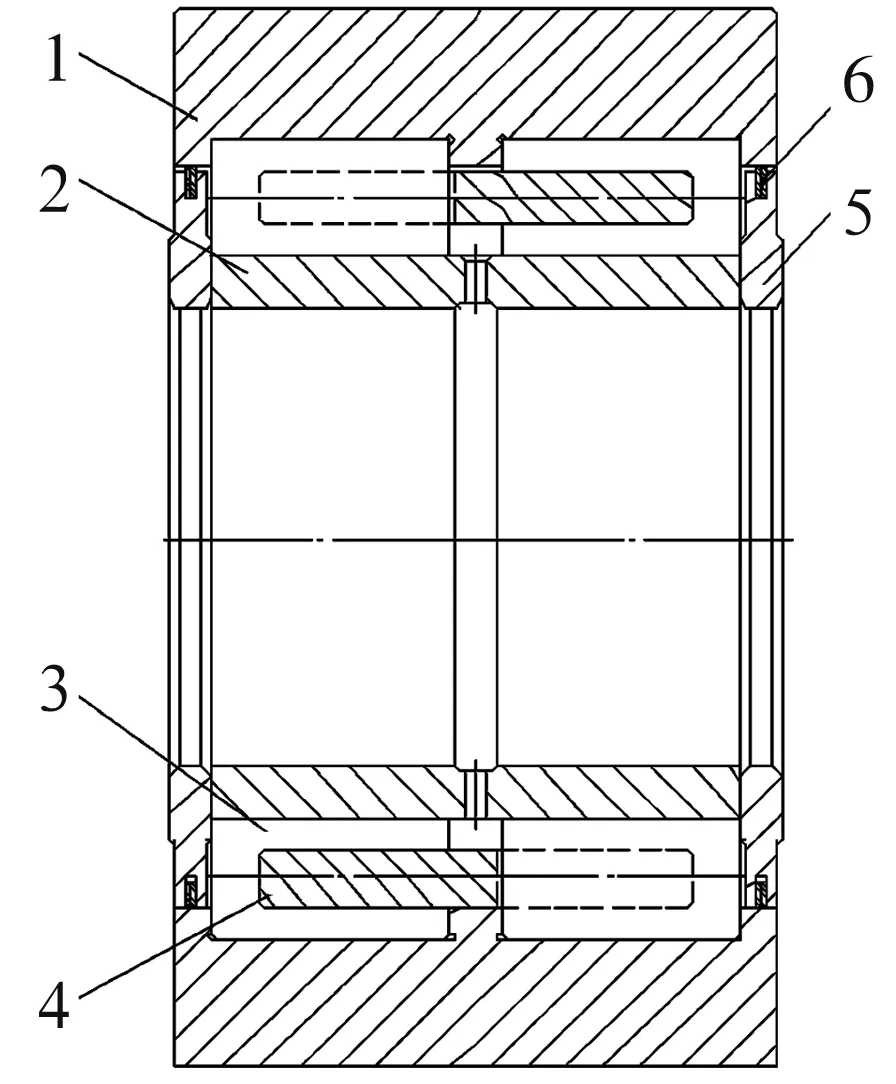
1—外圈;2—内圈;3—滚子;4—保持架;5—平挡圈;6—弹簧密封圈
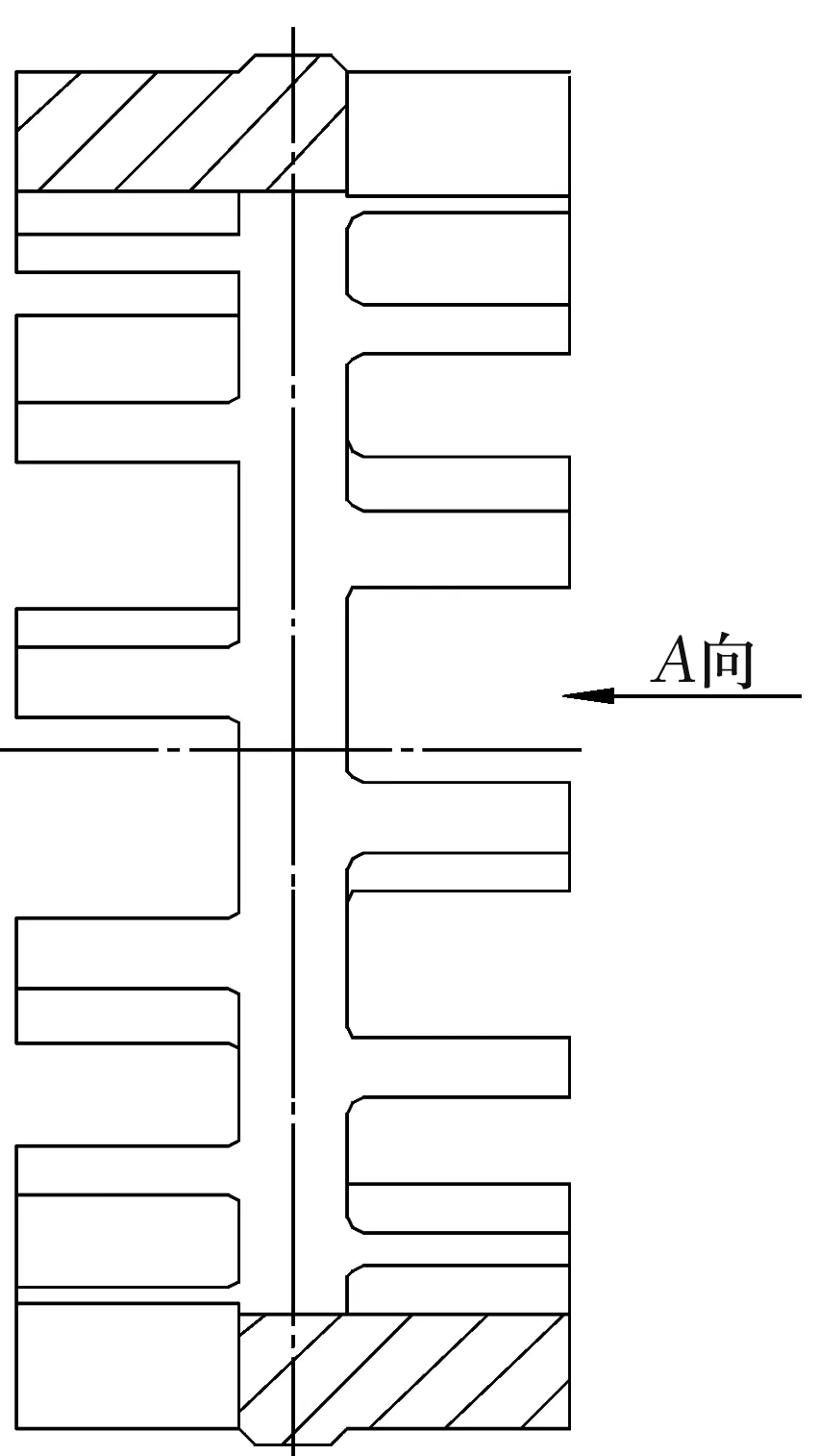
图2 保持架
2 保持架兜孔形状的改进
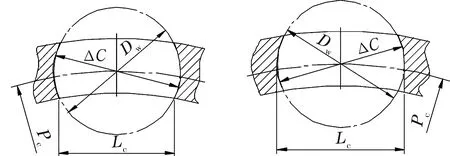
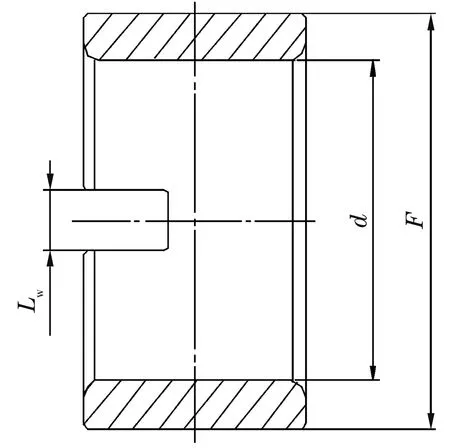
如图2所示,保持架两侧兜孔交错排列,兜孔与滚子具有一定间隙以保证滚子能够灵活旋转。改进前保持架的兜孔形状如图3a所示,图中ΔC为保持架兜孔直径;Dw为滚子直径;Pc为保持架回转中心径;Lc为保持架内径兜孔开口宽度。改进前Lc 因此,对保持架兜孔形状进行改进,改进后的结构如图3b所示。从保持架端面看,改进后的保持架兜孔形状不再是单一的圆弧形,而是圆弧和直线组合形式(直线与圆弧相切),并且Lc>Dw,这样装配时滚子可以在直线形兜孔处从保持架内径方向装入,避免了滚子对滚道的划伤,保证了轴承的精度和寿命。轴承外圈端面取消了装滚子缺口,减少了加工工序,降低了成本。 (a)改进前 (b)改进后 改进后,为了避免装配时滚子的散落,同时设计了一个带缺口的内圈作为装配工装(图4),缺口宽度Lw要稍大于Dw,内径d及内滚道直径F的尺寸及公差都要与标准内圈一致,以方便轴承装配。 图4 装配工装内圈 经过保持架的设计改进,装配中轴承的精度得到了保证。改进后的轴承应用于多个钢厂的冷轧机支承辊,不仅轴承精度达到了用户的要求,而且寿命也得到了提高。