一种带状精干麻自动化连续生产装置
2013-07-17薛建设李朝康袁佑新周雪松刘铭洋
陈 静,薛建设,李朝康,袁佑新,周雪松,刘铭洋
(1.武汉理工大学,湖北 武汉430070;2.武汉三联节能环保工程有限公司,湖北 武汉430074;3.武汉理工大学苎麻技术研究所,湖北 武汉430070)
进入21世纪以后,天然纤维纺织品顺应世界“绿色环保”的发展潮流备受青睐,高档优质的苎麻纺织品更是国际市场上“高雅”、“华贵”的象征[1]。苎麻是中国的特产,目前世界总产量95%以上产在中国,苎麻纺织品以其吸、透气的优良服用性能和挺拔、粗犷的独特风格在国内外市场上享有盛誉。
我国的苎麻梳纺技术严重滞后,阻碍了我国苎麻纺织工业的全面进步。在苎麻带状精干麻的生产过程中大多数的过程是单独进行的,比如脱胶,过酸,水洗等工艺[2]。当一道工序完成后需要人工对半成品进行搬运,然后继续进行下一道工序[3]。这种半自动化的生产方式相比于原始的生产方法,在一定程度上提升了产品质量,提高了产量,也相应地提高了生产效率,但是,在如今高度市场化的行业环境之下,在各行各业竞争无比激烈的大环境下,这种生产方式仍旧是无法满足企业生存、发展需要的[4]。
针对目前苎麻带状精干麻生产过程自动化程度不高的现状,设计了带状精干麻自动化连续生产装置,实现带状精干麻机械化、连续化生产。
1 带状精干麻自动化连续生产装置结构
带状精干麻的生产要经过脱胶、酸洗漂白、水洗、给油、去油和压干等工序。带状精干麻生产工艺流程如图1所示。

图1 带状精干麻生产工艺流程
苎麻在经过前期的废水煮练后首先进入脱胶机进行脱胶,除去苎麻上的果胶,接着对除去果胶后的苎麻产品进行酸洗和漂白处理。然后,半成品将送入到清水中进行清洗,去除上一步工序产品上残留的酸性溶液。
水洗后的苎麻将被送入给油机中进行给油处理,因为经过脱胶后,原麻中的脂腊质已被除去,纤维手感粗硬、弹性差、可挠度低,且烘干时纤维易重新粘合在一起。通过给油能改善纤维的物理性能,提高可纺性。
给油之后的下一步工序是给油压干。通过给油压干机的处理将产品中多余的油液压干。最后将产品送入牵引压干机中进一步压干,从而得到带状精干麻产品。
针对上述带状精干麻的生产要求,设计的带状精干麻生产装置由生产机器及其控制系统组成。生产机器包括四打辊脱胶机、漂白酸洗机、双打辊水洗机、给油机、给油压干机和牵引压干机,这六种生产机器分别用来依次完成前述的六道生产工序。该生产机器的控制系统由PLC作为控制器的现场总线分布式控制系统,该系统适用于各种工业生产现场,结构简单,易于管理维修。
带状精干麻生产装置结构图如图2所示。
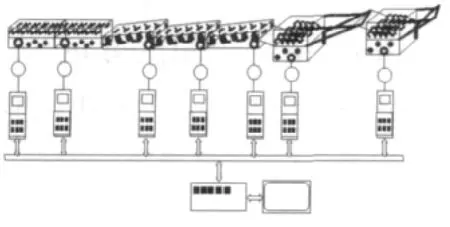
图2 带状精干麻生产装置的结构图
图2中,7台生产机器分别由7台电机来拖动,7台电机又分别由7台变频器驱动,变频器挂在profibus总线上,并通过总线与控制器通讯。此外,该系统的实时参数,运行状态通过与控制器相连的触摸屏显示,人机界面友好、直观,便于控制管理。
2 带状精干麻自动化连续生产装置的控制系统
带状精干麻自动化连续生产装置的控制系统是基于profibus的现场总线结构,此结构是一种开放式、数字式、多点通信的底层控制网络,能够实现对生产现场稳定、准确、实时的控制,同时数据传输高效快速,使管理者能全面了解生产现场的生产过程状况。带状精干麻生产装置控制系统结构如图3所示。
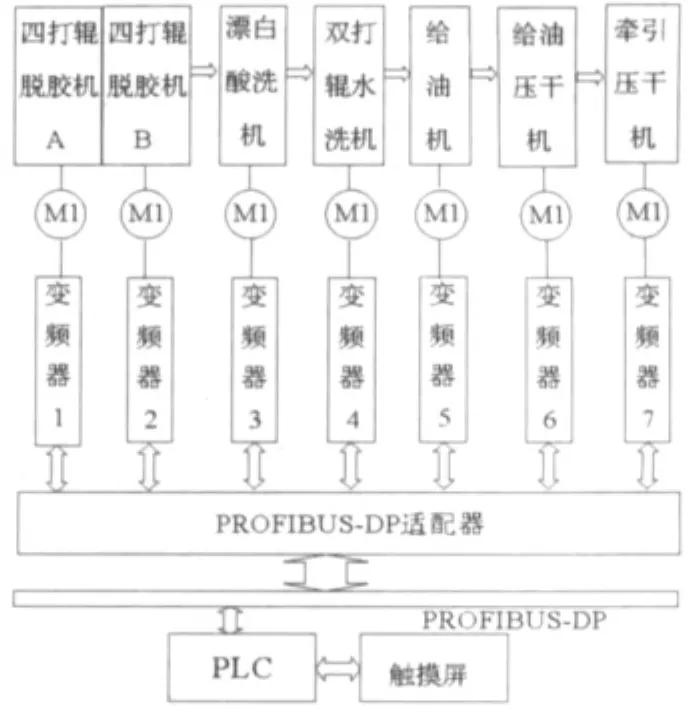
图3 带状精干麻生产装置控制系统结构
每一道生产工序单独成一个被控对象,改进后的带状精干麻自动化连续生产线包括7台电机:2台四打辊苎麻脱胶机、酸洗机、双打辊水洗机、给油机、给油压干机、牵引压干机,每台电机构成一节传动系统。其中第一节线速度10~15 m/min,第二节线速度与第一节线速度速比1∶1.05,第三节线速度第二节线速度速比1∶1.05,第四节线速度与第三节线速度速比1∶1.05,第五节与第四节线速度速比1∶1.5~2,第六节与第五节线速度速比1∶1.05,第七节与第六节线速度速比1∶1.1。若线速度配比不当,将造成牵伸倍数过小,纤维分离状态较差,牵伸倍数过大,纤维过长容易出现脱节现象,严重影响产品质量。因此,如何实现各节传动系统的线速度配比是一个值得深入考虑的问题,也是研究的重点。针对速度控制的要求,用变频器来驱动电机是合理的方案。而在各道工序中,用来带动生产机械的电机,其功率也不同(例如四打辊脱胶机功率是7.5kW,酸洗机功率是3kW,双打辊水洗机功率是7.5kW,给油机功率是3kW,给油压干机功率是5.5kW,牵引压干机功率是11kW),故可根据不同的电机选用不同型号的变频器来驱动。在系统中变频器统一选用TD1000系列变频器。该系列变频器有多个不同型号,可以满足该控制系统的要求。例如四打辊脱胶机功率是7.5kW,因此变频器1和变频器2可选用TD1000X-4T0075G,该变频为通用型变频器,功率为7.5kW。由于该系列变频器不能直接挂入profibus总线,因此要连接总线适配器后再接入总线。TDS-PA01是针对艾默生公司TD系列变频器开发的PROFIBUS-DP适配器,变频器与TDS-PA01之间通过串行RS485总线进行连接,最高通讯速率125Kbps,可以满足该系统现场控制的要求。
控制器选用的是S7200-CPU224,该型号PLC具有14个输入点和10个输出点,满足本系统的输入输出点数要求。该变频器属于小型变频器,经济实用,触摸屏采用TPC7062K型触摸屏,该触摸屏采用的是昆仑通态MCGS组态软件,与S7-200PLC通过RS485协议进行 Modubus通信。
3 结语
本文通过对已有的带状精干麻生产设备进行改造,加入先进成熟的自动控制设计,使苎麻精干麻生产脱离了半自动半人工的生产方式。
该生产装置具有生产效率高、使用方便等特点。通过实地试验,该装置台时产量达到300~400kg,年生产带状精干麻2000多吨,产品质量可达到国家标准。此外该装置还具有节能功能,节约用电40%,节约用水50%,节约用工70%,节约生产成本20%~30%。因此该带状精干麻自动化连续生产装置具有较高的实用价值。
[1]房云玲,郑丽莎,高山,等.基于转杯纺纱的混纺苎麻和棉工艺优选[J].山东纺织科技.2011,52(11):15—17.
[2]沈金凤,张元明.苎麻给油工艺探讨[J].现代纺织技术.2006,(2):15—17.
[3]刘正初,彭源德,冯湘沅,等.苎麻生物脱胶工艺技术与设备生产应用研究[J].中国农业科学.2000,33(4):68—74.
[4]李朝康.苎麻脱胶机.中国.CN 165471A[P].2005 8 17.
