车顶波纹板激光焊工艺研究
2013-07-13孟宪伟火巧英戴忠晨梁连杰王未
■ 孟宪伟 火巧英 戴忠晨 梁连杰 王未
孟宪伟:南车南京浦镇车辆有限公司,助理工程师,南京江苏,210031
火巧英:南车南京浦镇车辆有限公司,工程师,南京 江苏,210031
戴忠晨:南车南京浦镇车辆有限公司,高级工程师,南京江苏,210031
梁连杰:南车南京浦镇车辆有限公司,助理工程师,南京江苏,210031
王 未:南车南京浦镇车辆有限公司,工程师,南京 江苏,210031
1 概述
激光焊工艺在轨道交通行业的应用已崭露头角,其优越性将在后期的实际应用中得到全方位展示。以车体波纹板为例,对激光焊工艺进行介绍。
1.1 波纹板简介
轨道车辆某不锈钢项目的车顶波纹板是车顶的重要组成部分,波纹板材质为铁素体不锈钢,厚度为1 mm。激光下料后,采用激光自熔焊方法进行焊接。其部分尺寸要求高,如压型端头位置的开槽尺寸不大于60 mm,成型后间隙不大于3 m。
1.2 激光焊工艺简介
激光焊接的原理是激发电子或分子使其产生相位相同的光束,其使用设备是由光学振荡器空穴两端间的介质所组成。当介质受到激发产生至高能量状态时,经过一系列的作用形成光电串结效应,经过放大后就可以获得足够的能量从而产生激光[1]。激光焊接是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等。
激光焊与其他焊接方法对比具有以下特点[2]:(1)焊缝成型质量好;(2)焊接速度高;(3)热输入量低;(4)焊接异种材料范围广;(5)焊件几何尺寸范围宽;(6)焊接接头装配要求高。
2 试验材料及方法
2.1 试验材料
试验材料为X2CrNi12(欧洲标准EN 10088),X2CrNi12是德国1995年在3Cr12基础上发展起来的超低碳、低铬经济型铁素体不锈钢,具有中等抗蚀性、适度强度、良好的耐磨性和低的维修成本[3],其化学成分见表1,力学性能见表2。采用激光自熔焊方法焊接,焊接保护气为高纯氩气。
2.2 试验方法
(1)激光焊工艺优化。焊接试验依据ISO 13919标准进行,通过焊接件的工装夹具保证焊缝的错边量和间隙在标准可控范围内。
(2)金相和力学性能试验。分别用金相显微镜和蔡司电子显微镜对焊接接头的组织形态、焊缝成型情况进行观察和分析。焊接接头试验材料均沿垂直于焊缝方向取样,拉伸试验在SANS试验机上,按ISO 4136标准进行。弯曲试验在WE-100上,按ISO 5173标准进行。

表1 X2CrNi12化学成分(质量分数)%

表2 X2CrNi12力学性能
(3)硬度试验。焊接接头用显微硬度仪430SVD(HV10)对母材、热影响区和焊缝依据ISO 9015-1标准进行硬度试验。
3 试验结果分析
3.1 激光焊工艺参数
1 mm厚的波纹板长达3 m,焊后的平面度要求小于0.1 mm。因此,在焊接过程中控制焊接接头错边量和间隙必不可少。经工艺摸索,激光焊的焊接接头错边量控制在不大于0.1 mm(见图1,图中h表示错边量)。间隙控制在0.05 mm以下,在焊接参数选定为激光功率为1.5 kW左右、焊接速度为3.0 m/min左右、离焦量为负离焦,可得到与母材近等强度的焊缝。波纹板示意见图2。
3.2 拉伸和弯曲试验结果分析
表3为X2CrNi12激光焊焊接接头拉伸试验结果。可见,由激光自熔焊焊接铁素体不锈钢时,焊接接头具有良好的拉伸性能。
表4为X2CrNi12激光焊焊接接头弯曲试验结果。可见,在保证焊接质量的前提下,不论面弯还是背弯,弯曲角度均达到180°不开裂。
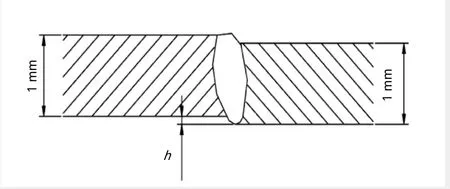
图1 错边量示意
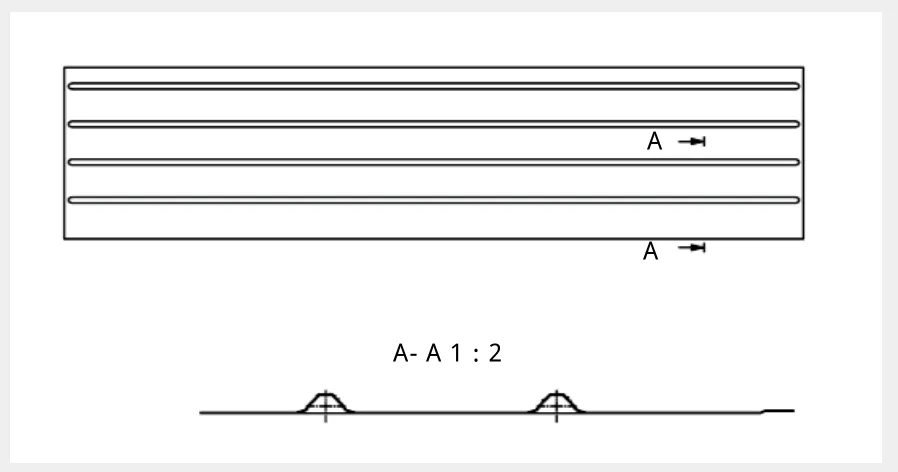
图2 波纹板示意

表3 X2CrNi12焊接接头拉伸性能
3.3 金相试验结果分析
图3为X2CrNi12激光焊焊缝的金属组织图,焊缝金属显微组织为白色奥氏体基体上分布着网状条状铁素体。通过熔合比及相图得出含有δ铁素体,铁素体不锈钢焊缝中形成δ铁素体,有助于防止产生热裂纹[4]。
3.4 硬度试验结果分析
图4为X2CrNi12激光焊接头的硬度分布曲线。可见,母材、热影响区和焊缝的硬度分布都均匀。母材的平均硬度为200 HV,热影响区的平均硬度为179 HV,焊缝的平均硬度为188 HV。热影响区比焊缝的平均硬度值要小,原因可能是晶粒长大所致。根据3个区域的硬度值可以看出,焊缝强度与母材强度近等。

表4 X2CrNi12焊接接头弯曲性能
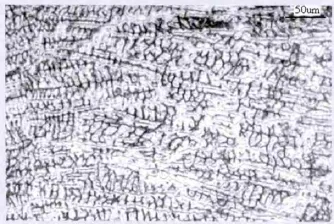
图3 焊缝金属组织(×400)
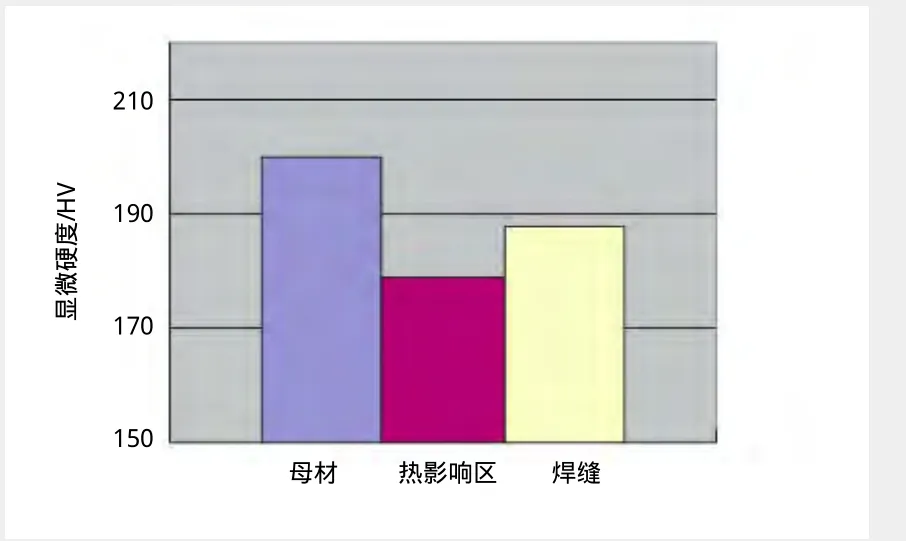
图4 X2CrNi12接头硬度分布
4 结论
(1)焊接1 mm厚、3 m长的波纹板时,错边量控制在0.1 mm以下,间隙在0.05 mm以下,采用合理的焊接参数,可得到与母材近等强度的焊缝;
(2)X2CrNi12激光焊接头在室温下具有良好的拉伸和弯曲性能,弯曲处无裂纹与断裂;
(3)X2CrNi12激光焊接头焊缝组织为奥氏体和δ铁素体;
(4)X2CrNi12激光焊接头硬度值在焊缝和母材分布较均匀,晶粒长大区的硬度没有明显下降。
[1]李亚江,李嘉宁.激光焊接/切割/熔覆技术[M].北京:化学工业出版社,2012.
[2]谢颂京,姚建华,刘必利.激光焊接技术应用及其发展趋势[J].激光与光电子学进展,2005(9):1-2.
[3]许鸿吉,赵雯雯,王春生,等.1.4003不锈钢与0Cr18Ni9不锈钢焊接接头组织和力学性能[J].焊机技术,2008,37(6):12-13.
[4]埃里希 福克哈.不锈钢焊接冶金[M].栗卓新,朱学军,译.北京:化学工业出版社,2004.
