多台压滤机的DP组网系统设计
2013-07-07徐裕权梁宣平尹文斌黄旭东
徐裕权 梁宣平 尹文斌 黄旭东
(1.杭州兴源科技股份有限公司,浙江 杭州 311113;2.浙江省火电建设公司,浙江 杭州 317112)
0 引言
随着人们对环境的重视,压滤机的需求量越来越大。压滤机应用现场环境相对恶劣,因此压滤机系统的远程自动化控制要求越来越高。基于此,本文对多台压滤机实现DP组网和远程控制进行了设计。
1 系统构成
该系统由2台工控机、5台压滤机和相关仪表组成,其网络拓扑结构如图1所示。5台压滤机采用西门子S7-200PLC控制器,另外用西门子S7-300PLC控制共用部分。为了实现联网集中控制,在每台压滤机上配EM277通讯模块,并作DP网络从站;把S7-300PLC作为DP通讯主站。工控机上装WINCC监控软件,组成DP网络。上位监控软件采用WINCC,实现过程可监控和远程控制。2台工控机1台用来操作,1台用来监控管理。工控机画面可以显示所有设备的运行和故障状态,并提供重要参数设置、配方功能、报警记录、重要数据的历史趋势等。
2 压滤机本体S7-200PLC系统的组态
每台压滤机都带有S7-200PLC,网络组态时,压滤机PLC控制系统需编写本体控制程序,并增加通讯子程序,把数据传送到通讯区。由于篇幅限制,程序源代码省略。压滤机本体控制流程如图2所示。

图1 网络拓扑结构
3 共用部分S7-300PLC系统的组态
S7-300PLC上进行硬件组态,把S7-300PLC作为通讯主站,把1#~5#压滤机控制系统的5个EM277模块添加到DP网络中,并设置站地址、通讯区地址和波特率。组态完成后,编写通讯区程序和共用部分控制程序,编译和下载组态程序。由于篇幅限制,程序源代码省略。

图2 压滤机本体控制流程图
4 上位机上WINCC变量和数据的采集
工控机上装CP5611卡,上位软件采用西门子WINCC软件,通过OPC驱动接口,采用数据库软件PC ACCESS采集数据,并把采集到的数据传送给上位软件WINCC,WINCC对采集的变量和其他数据进行画面组态和数据处理,从而实现在线监控和实时数据的传送更新。
5 WINCC画面的组态
系统画面主要由参数配方下载、工艺流程显示、报警记录、历史趋势、设备管理等画面组成。
5.1 参数配方下载画面
该画面主要用于参数设置和配方下载,参数主要有压滤机本机和过滤系统参数,可以实时修改和调整,也可以按照默认配方把参数下载到控制器,同时还可以上传PLC数据到工控机上。
5.2 压滤机过滤工艺画面
压滤机过滤工艺画面主要用于显示过滤系统的运行状态,并可对系统进行操作。操作时有单步或连续2种控制模式。选择单步模式时,可以对阀门和泵进行单独的启动和停止控制。画面上会同时显示当前步骤的运行状态,比如进料过滤的时间、压力、流量以及阀门、泵的运行状态。组态画面中的提示工具。提示工具1:将鼠标移到各参数或阀门或者其他显示位置时画面自动显示该参数或阀门的名称。提示工具2:阀门状态——开信号为1关信号为0显示绿色,开信号为0关信号为1显示灰色,开信号为0关信号为0显示红色,开信号为1关信号为1显示黄色。提示工具3:点击右下方的“?”按钮,可以查询相关操作说明和符号表示意义。提示工具4:单击泵图标,可以跳出对话框,提示是否进行手动或自动控制,若确定则该泵执行动作。
5.3 报警和历史趋势图画面
在上位画面中,报警系统分为警告和故障。具体有压滤机动作超时、阀门类故障、电机类故障、过滤超压故障等。
画面中可以调用SQL数据库查询当前或历史数据,可以归档并打印故障报表。历史趋势图通过热实时趋势监视画面可有效监视过程参数在所设定时间范围内的变化情况。在画面上可随时调整趋势曲线的现实时间长度,可选为5、15、30、60、480、720min。画面中组态切换按钮,通过鼠标拖动趋势窗口中的取值标尺可读取对应时刻的数据值。通过曲线可以判断相关设备的运行情况和波动情况,甚至可以判断设备运行是否正常,过滤工艺是否稳定。通过进料压力值和压榨压力差值以及变频器的频率曲线,可以判断过滤效果的好坏,甚至判断整个过滤过程是否符合配方设定的参数控制要求,而且可以对曲线数据进行历史归档并保存,或输出打印报表等。高低压进料泵分段PID历史趋势如图3所示。
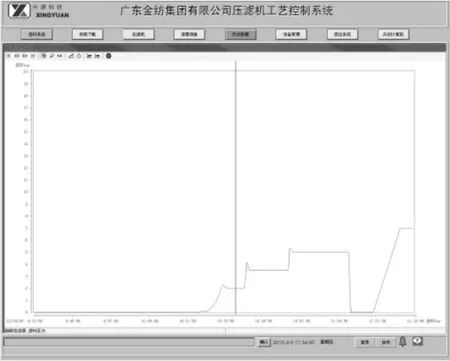
图3 历史趋势图(压力分段PID及高低泵控制)
5.4 设备管理画面
设备管理画面主要是方便仪表的量程设置和PID参数整定。当仪表量程发生变化或者零点发生偏移时,可以方便地进行调整。每个PID系统对比例系数P、微分系数I、积分系数D的要求都不一样,这时就需要进行PID整定。
5.5 报表打印
报表功能是WINCC重要的组成部分,可以创建报表布局,并打印WINCC图形、报警记录、变量记录、参数和配方等报表。
5.6 画面中其他按钮作用
画面中组态紧急停止按钮和报警复位按钮,当发生紧急情况时可以及时停止设备。出现故障时报警指示会闪烁并发出警报声,按报警复位按钮可以复位故障。画面中组态登陆按钮可以对WINCC进行登陆权限控制,操作员只有操作权限,工程师可以对画面和组态程序进行编辑,管理员可以对用户权限和操作密码进行更改。画面中的关闭WINCC和退出计算机按钮,可以方便地退出监控软件和关闭计算机系统。
6 结语
经过运行测试、修改完善和总结,该系统运行稳定可靠。多台压滤机组网系统的运用,不但改善和提升了压滤机控制系统性能,实现了系统的远程控制和监控,而且便于参数的修改、工艺的调整,同时WINCC监控软件和PC ACCESS数据库的结合,使得变量采集更加方便,编程更加快捷,大量节约了PLC输入输出点的数量,从而从硬件设备上大大降低了成本,改善了劳动环境,并极大提高了劳动生产率。
[1]西门子(中国)有限公司自动化与驱动集团.WINCC组态手册
[2]西门子(中国)有限公司自动化与驱动集团.PC ACCESS系统手册
