基于PowerMill2010的曲面槽轴的数控加工
2013-07-05杨晓春
杨晓春
(云南机电职业技术学院,云南 昆明 650203)
0 引言
第五届全国数控技能大赛暨第42届世界技能大赛云南省选拔赛加工中心竞赛,教师组和职工组的实操试题一样,要求完成一个曲面槽轴和一个螺母套零件的加工,再把二者装配起来,零件材料均为45钢。曲面槽轴是整个组件中最复杂,加工精度、形位公差、表面质量等要求最高的零件,涉及到多个复杂曲面的加工,特别是两个曲面槽的加工最难,耗时最多,手工编程无法进行。笔者作为教师组参赛选手,利用PowerMILL2010软件对曲面槽、半椭圆凸台等进行了编程和加工。PowerMILL软件是英国剑桥大学开发的主要面向模具零件加工的自动数控编程系统,具有算法先进、计算速度快、易学易用、刀具路径安全等特点。
1 加工方法分析
图1中,曲面槽轴的外圆柱面主要包括平面、半椭圆凸台、曲面槽、腰形槽、矩形槽、2-Φ19H7孔等加工要素,曲面槽轴左端的加工要素为螺旋槽,右端的加工要素为椭圆顶及M37×1的螺纹头。曲面槽共有两个,一个是花生槽,它的侧面由带角度变化的椭圆曲面、圆弧曲面构成,底面由圆柱曲面构成;另一个是椭圆槽,它的侧面由带角度变化的椭圆曲面构成,底面由圆柱曲面构成。从图形上看,易产生需用5轴加工策略和5轴机床才能避免刀具干涉,仔细分析图纸,曲面槽沿轴向的任意平行剖切面显示出它的侧面轮廓线均延长相交于轴心线,如图2所示,用4轴加工策略和4轴机床可以完成加工。
零件毛坯是一个带台阶和内孔的圆柱体,外圆柱面、左端螺旋槽的圆柱面、内孔已加工至图要求,根据图纸要求和毛坯情况,需要2次不同的装夹定位才能完成整个工件的加工,确定工艺方案为:①以4轴加工中心A轴转台夹持轴的右端,左端用尾架顶尖顶住轴预作好的中心孔,用百分表校正工件外圆柱面,使工件轴心线和A轴重合。顺序完成2个平行平面、螺旋槽、半椭圆凸台、腰形槽、矩形槽、2-Φ19H7孔、曲面槽等加工;②拆下工件,上平口虎钳,夹持外圆柱侧2加工好的平面,螺旋槽端朝下,校正工件外圆柱面,加工椭圆顶及 M37×1的螺纹头至图要求。
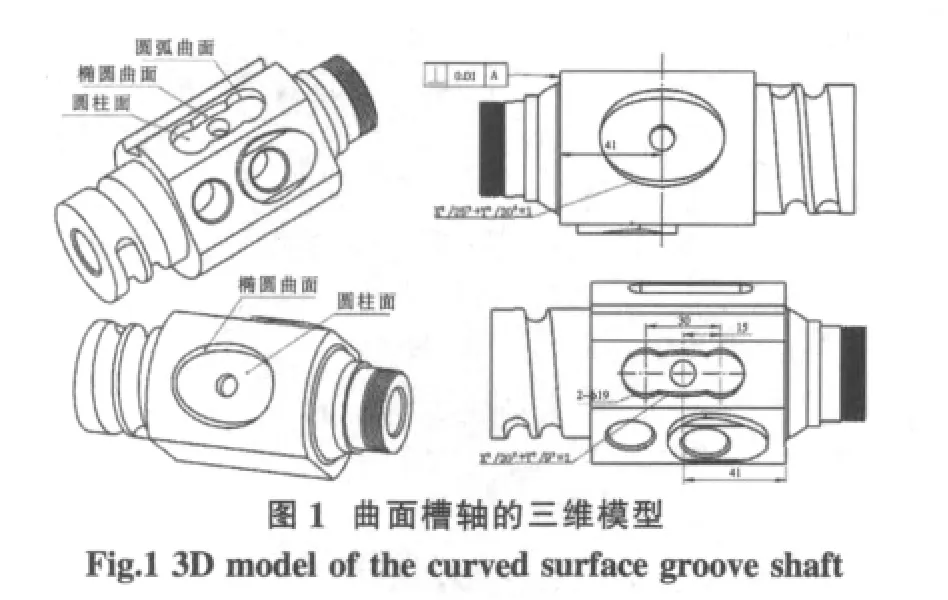
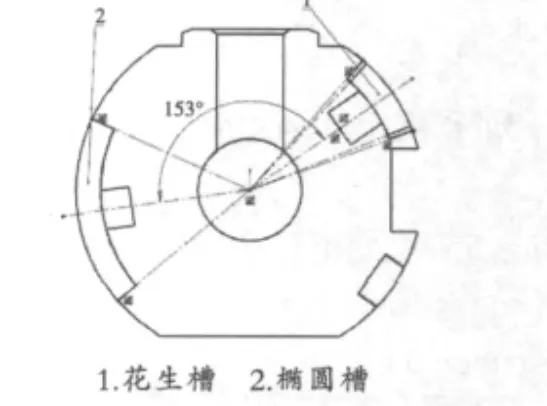
图2 曲面槽轴向剖切面Fig.2 The axial cutting plane of the curved surface groove shaft
2 主要加工要素的加工过程
2.1 螺旋槽
直接在机床编程界面上手工编写一个4轴程序,使用Φ10整体钨钢球头铣刀直接加工完成。程序清单如下:
O0001;
G55 G40 G49 G80 G69;
M03 S1000;
M08;
G90 G00 X0 Y0 A0;
Z10;
G01 Z-3 F60;(第一刀切削螺旋槽)
G91 X19.5 A-540 F200;(螺旋槽螺距P=13, 走1.5P)
G90 Z20 F800;
X0 Y0 A0;
Z-4 F60;(第二刀切削螺旋槽)
G91 X19.5 A-540 F200;
G90 Z20 F800;
X0 Y0 A0;
Z-5 F60;(第三刀切削螺旋槽)
G91 X19.5 A-540 F200;
G90 Z10 F200;
G00 Z150;
M09;
M05;
M30;
2.2 曲面槽
花生槽包括了椭圆槽的加工要素,实现了花生槽的加工,用同样的方法就可以实现椭圆槽的加工,因而曲面槽的加工重点就是花生槽的加工。花生槽的加工方案有两种:方案一,4轴粗加工+4轴精加工;方案二,3轴粗加工+3轴精加工+4轴清根加工。工件、刀具、机床、切削参数相同条件下,4轴加工效率远低于3轴加工,选定方案二进行花生槽的加工。
(1)刀具选择。球头铣刀和平底铣刀是铣削加工常用的刀具,3轴加工目的是为尽快去除工件加工余量,加工面根部产生较少的残留,为4轴清根加工创造条件。如图3所示,球头铣刀比平底铣刀加工产生的根部残留要少,因而选用球头铣刀进行3轴加工,粗加工刀具为Φ10整体钨钢球头铣刀,精加工刀具为Φ4整体钨钢球头铣刀。4轴加工采用平底铣刀精光侧面并清除3轴加工的根部残留,刀具为Φ4整体钨钢平底铣刀。
(2)三维造型。PowerMILL软件专注于加工编程,没有造型功能,本文根据图纸使用SolidWorks2010完成零件的三维造型,保存成PowerMILL2010软件可直接输入的后缀名为.step模型文件。亦可保存成后缀名为.sldprt的SolidWorks标准模型文件,通过PowerMILL2010软件的Exchange模块转换,保存成后缀名为.dgk的PowerMILL2010直接接受的标准模型文件。
(3)编程。打开PowerMILL2010软件,进入操作界面,输入三维模型,存贮项目文件为柱底曲面槽的数控加工。设置编程坐标系,使其与工件装夹定位后的加工坐标系一致,定义毛坯、加工边界,选取合适的加工策略,设置刀具、刀轴、切削速度、加工余量、冷却方式、连接形式等相关参数,值得注意的是,球头铣刀刀尖理论上讲,线速度V=0,是不能进行切削的,切入方式选择斜向切入,倾斜角度3°~5°为宜。具体如下:①3轴粗加工:定义花生槽侧面外廓曲线为加工边界,选择模型区域加工策略,刀轴固定,侧面和底面加工余量均为0.6mm,下切行距和步距均为1mm,刀具转速2000rpm,切削进给率600mm/min,下切进给率200mm/min,计算后形成刀具轨迹;②3轴精加工:加工边界与粗加工定义一致,选择三维偏置精加工策略,刀轴固定,侧面加工余量为0.1mm,留给后续4轴加工,底面不再留加工余量,直接加工完成。加工行距设为0.2mm,刀具转速3000rpm,切削进给率800mm/min,下切进给率300mm/min,计算后形成刀具轨迹;③4轴清根加工:加工边界与3轴加工定义一致,选取侧面为加工曲面,选择轮廓精加工策略,设置多重切削模式,最大下切步距设为0.5mm,刀具转速3000rpm,切削进给率800mm/min,下切进给率300mm/min,因花生槽侧面交于轴心线,在刀轴定义界面将刀轴设置为朝向轴心线,即A轴。各参数设置并计算后形成刀具轨迹。
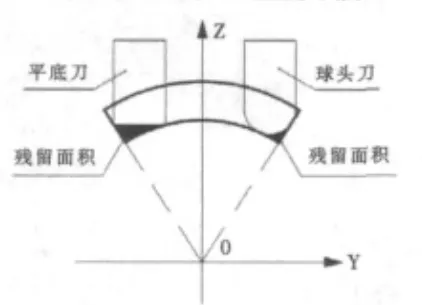
图3 根部残留Fig.3 Root residue
(4)仿真。激活刀具轨迹,点击自开始仿真按钮,利用PowerMILL2010软件的动态仿真功能进行仿真加工和碰撞检查,不断调整参数优化刀具轨迹。
(5)生成NC程序。选取相应的刀具轨迹,产生独立的NC程序,刀位点选择为刀尖,通过后缀为.opt的机床3轴、4轴后置文件后处理生成NC程序。图4为自动形成的4轴加工NC程序。
若想把3个刀具轨迹产生的程序合并为一个,一种方法是在记事本里,利用复制、粘贴将三个程序进行拼接,另一种方法是在PowerMILL2010 软件界面下,产生批量NC程序,按住键盘上的Ctrl键,复选3个刀具轨迹即可,但该种方法生成的程序不好检查,选择失误,程序有可能会不完全。
(6)加工。将后置处理生成的3轴、4轴NC程序通过CF卡或数据线上传到机床,对刀使加工和编程的坐标系一致,即可调出程序进行加工。

图4 4轴加工NC程序Fig.4 NC program of 4 axis processing
2.3 半椭圆凸台、 腰形槽、 矩形槽、 椭圆顶
使用PowerMILL2010软件中的模型区域清除策略进行粗加工,使用三维偏置精加工策略进行精加工,参数设置类似花生槽的相应加工方法。生成NC程序后调入机床加工。
2-Φ19H7孔采用钻、扩、镗方式加工,手工编程即可。
M37×1为非标螺纹,不能使用板牙应用G84攻丝循环指令实现,应用PowerMILL2010软件编程较为复杂,可使用Φ20单齿螺旋式螺纹铣刀,手工编制宏程序实现,采用主程序和子程序结构。程序清单如下:
O0010;
G40 G49 G80;
G91 G30 Z0;
M6 T10;(T10螺纹刀)
G90 G00 G54 X30 Y0 M03 S800;
G43 Z50 H10 M08;
G65 P0011 L2 A17.85 B10 C1;(调用子程序O00112次,变量赋值,第1刀铣削螺纹,第2刀自光)
M09;
G91 G28 Z0 M05;
M30;

O0011;
#4=#3;
#5=#1+#2;
G90 G00 Z#4;
G01 X#5 F500;
WHILE[#4GE-21]DO1;
#4=#4-#3;(循环条件变化
G02 I-#5 J0 Z#4 F120;
END1;
G01 X[#5+3*#3]Y0 F500;
G00 Z50;
M99;
宏程序中变量定义与变量指定Ⅰ的地址对应关系如表1。
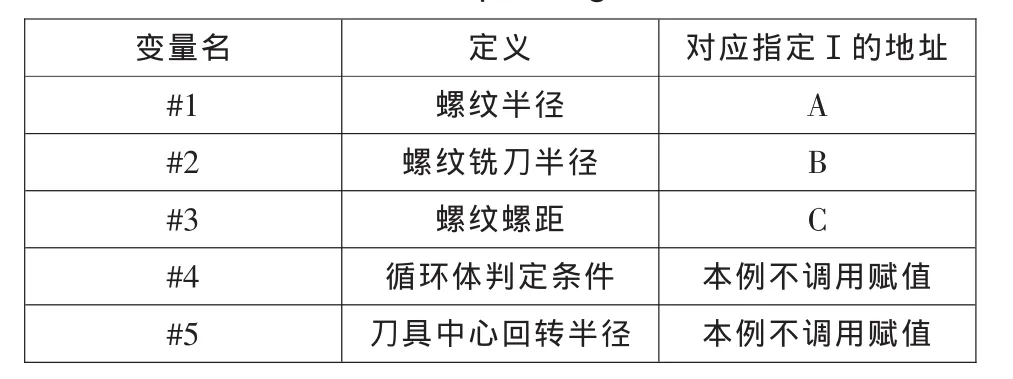
表1 变量定义与变量指定Ⅰ的地址对应关系Tab.1 Variable definition and variable designatedⅠaddress corresponding relations
3 结论
利用PowerMILL2010软件的加工策略产生了曲面槽轴的半椭圆凸台、腰形槽、矩形槽、椭圆顶、曲面槽等绝大多数加工要素的程序,手工编写了螺旋槽、螺纹、2-Φ19H7孔的程序,所有程序整理后上传机床,图5为在比赛规定的时间内完成的整个加工零件。经检测完全达到图纸要求,笔者实操成绩排在第1位,再加上理论、三维造型制造软件、仿真三项成绩,最终总成绩获得云南赛区四轴加工中心技能竞赛第1名。
[1]朱克忆.PowerMILL数控加工编程实用教程[M].北京.清华大学出版社,2008.
[2]杨书荣.深入浅出PowerMILL数控编程[M].北京.中国电力出版社,2008.
[3]泰森英格.切削刀具样本[Z].泰森英格,2012.
[4]山特维克可乐满.刀具样本[Z].山特维克可乐满,2011.
[5]田坤,聂广华,等.数控机床编程、操作与加工实训[M].北京:电子工业出版社,2008.
[6]云南省人力资源和社会保障厅.第五届全国数控技能大赛暨第42届世界技能大赛云南省选拔赛选手成绩公示 [EB/01].http://www.ynhrss.gov.cn/readinfo.aspx?InfoId=dc49599f989347e9a7e52dc 25b8bf534,[2012年7月11日在线]
