数控机床创新能力评价方法及实证分析
2013-07-05孙兴林
孙兴林
(中机生产力促进中心,北京 100044)
0 引言
近年来,我国机床工具行业取得了巨大的成就。2009年,我国首次成为世界金属加工机床第一生产大国;2002~2011年已连续十年位居世界金属加工机床第一消费大国和第一进口大国;产值数控化率逐年提升,2007年突破40%,2009又突破50%。然而,我国机床工具行业在整体技术水平上与国外先进国家(或地区)还有很大差距,高档数控系统和功能部件仍然主要依靠进口。本文通过创新能力评价,客观衡量我国金属加工机床行业的创新能力现状,及与国外先进国家的差距。
1 评价模型及方法
1.1 创新能力的内涵
技术创新能力是指创新主体在一定的技术、经济条件下,以提高企业素质、增强企业竞争力为出发点及归宿,对其所拥有的各种创新资源有效利用的能力。当产业作为创新主体的时候,产业技术创新能力应该是以产业发展为最终目标,具体来讲 “产业技术创新能力是指以市场为导向,以提高产业竞争力为目标,从新产品或新工艺设想的产生,经过技术获取(研究、开发和引进技术、消化吸收)、工程化到产业化整个过程的一系列活动的总和。产业技术创新能力是指采用先进的科学技术和手段开发新产品、新工艺使其形成经济效益的能力,是推动产业发展的能力。”由此,对数控机床创新能力的评价,应当是以提高数控机床行业竞争力为方向,评价机床行业对各种技术创新资源有效利用的能力。
1.2 创新能力分析模型
本文在认真研究国内外创新能力评价有关文献及典型创新案例的基础上,认为衡量产业创新能力强弱的主要因素包括:创新投入、创新产出、创新支撑、创新环境等,它们之间的逻辑关系见图1。
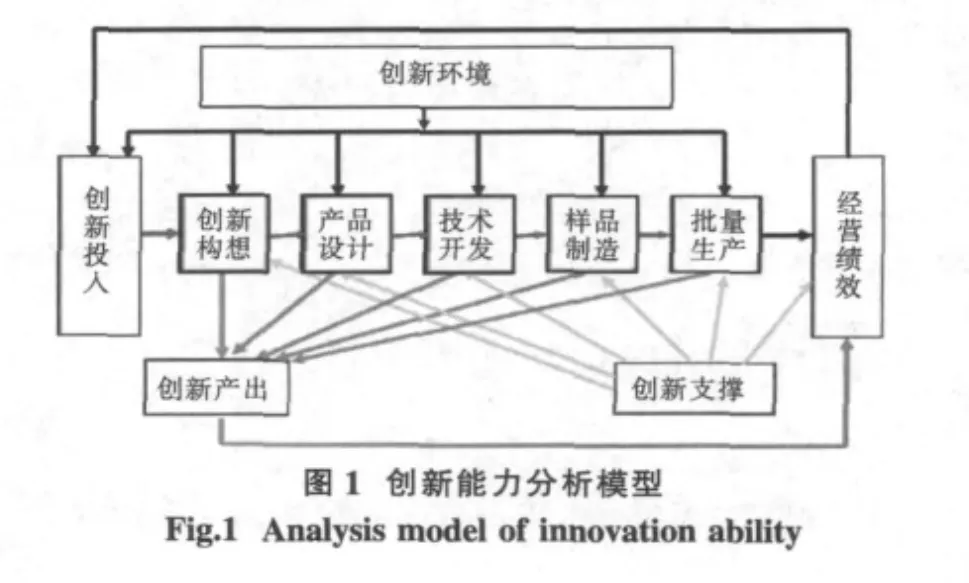
其中:创新投入是实现技术创新的前提和基础;创新产出反映各种创新要素组合产生的实际成效,是评价创新能力最直接、最重要的指标;创新支撑对技术创新有很强的促进作用,它是创新能力的一个重要因素;创新环境对创新能力有着深刻而复杂的影响。
本文按照系统性、重要性、独立性、可比性、可操作性等原则,从上述四个方面分析影响数控机床创新能力的因素,见表1。
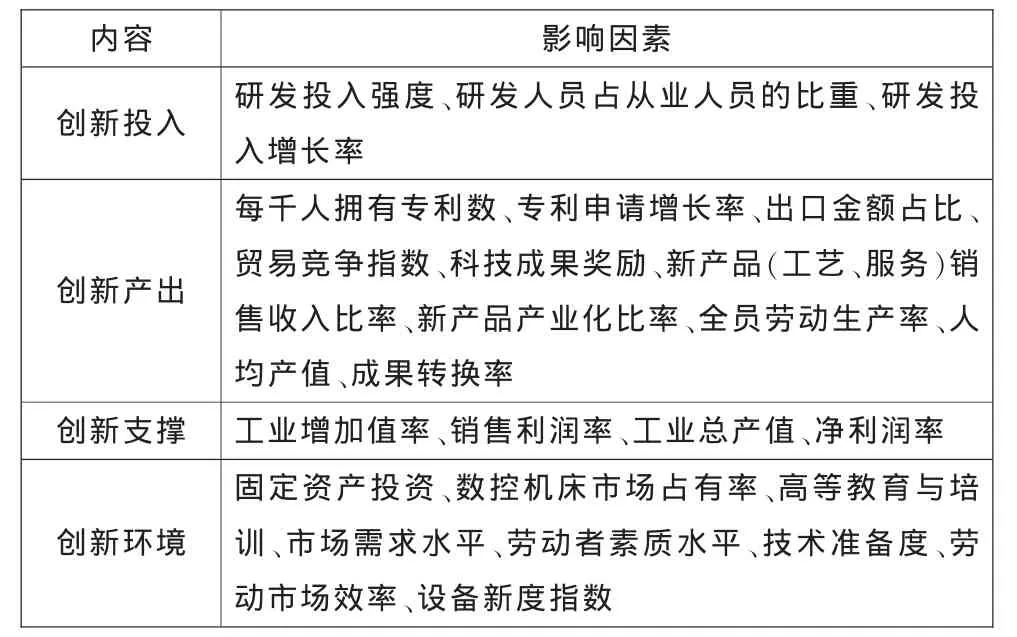
表1 影响数控机床创新能力的因素Tab.1 Factors influencing the innovation ability of CNC machines
1.3 评价方法简介
常用的创新能力评价方法有主成分分析法、因子分析法、数据包络分析方法、层次分析法、综合指数评价法、模糊评价方法等。
(1)层次分析法。层次分析法(AHP法)是由美国运筹学家T.L.Saaty于20世纪70年代中期提出的,该方法的基本思想是根据系统工程对各要素排列的原理,将一个复杂的问题分解为各个组成因素,并将这些因素按支配关系分组,从而形成一个有序的递阶层次结构。通过两两比较的方式确定层次中诸因素相对重要性的总排序。运用层次分析法解决问题,大体可以分为四个步骤:建立问题的递阶层次结构;构造两两比较判断矩阵;由判断矩阵计算被比较元素相对权重;计算各层元素的组合权重。
(2)综合指数评价法。综合指数评价法是一种综合指标体系评价法,该方法通过选取一定的定性指标以及定量指标,经过无量纲化处理,达到了进行统一量化比较的目的,并可以得出具体的竞争力指数,适用于较多评价对象之间的比较分析。该方法的优点在于概念明确,方法简便、可操作性强;缺点是该方法需要事先确定指标的权重。
2 金属加工机床创新能力评价
2.1 评价对象的选择
本文选择2010年机床产值前八位的国家 (地区),即中国、日本、德国、意大利、韩国、中国台湾、瑞士、美国作为评价对象。
2.2 指标体系及权重
在充分考虑数据的可获得性、指标的关联性等基础上,征求有关专家意见,从影响数控机床创新能力的因素(表1)中选择了研发投入强度、研发人员占从业人员的比重等指标,构成了金属加工机床创新能力评价指标体系,见图2。
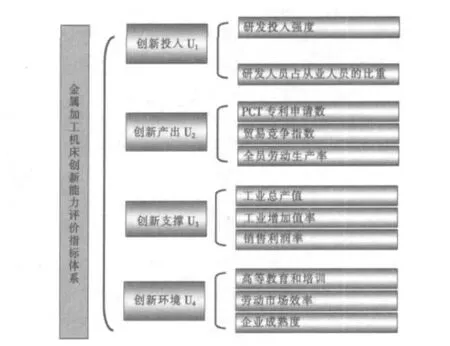
图2 金属加工机床创新能力评价指标体系Fig.2 Innovation ability evaluation index system of metalworking machine tools
本文采用层次分析法确定评价指标的权重,共发放专家打分表34份,收回17份。根据专家打分值计算一级指标以及二级指标的权重。在权重计算过程中,由于专家构造的比较矩阵可能会存有一定的误差,为了限制这种误差,根据一致性检验的原则,对不满足指标的数据进行了剔除。通过计算得到一级指标和二级指标的权重,见表2。

表2 评价指标的权重Tab.2 Evaluation index weight
2.3 创新能力评价
本文采用综合评分法对金属加工机床的创新能力进行了评价,通过计算,中国、日本、德国等八个国家(地区)金属加工机床的创新能力评价结果,见表3。
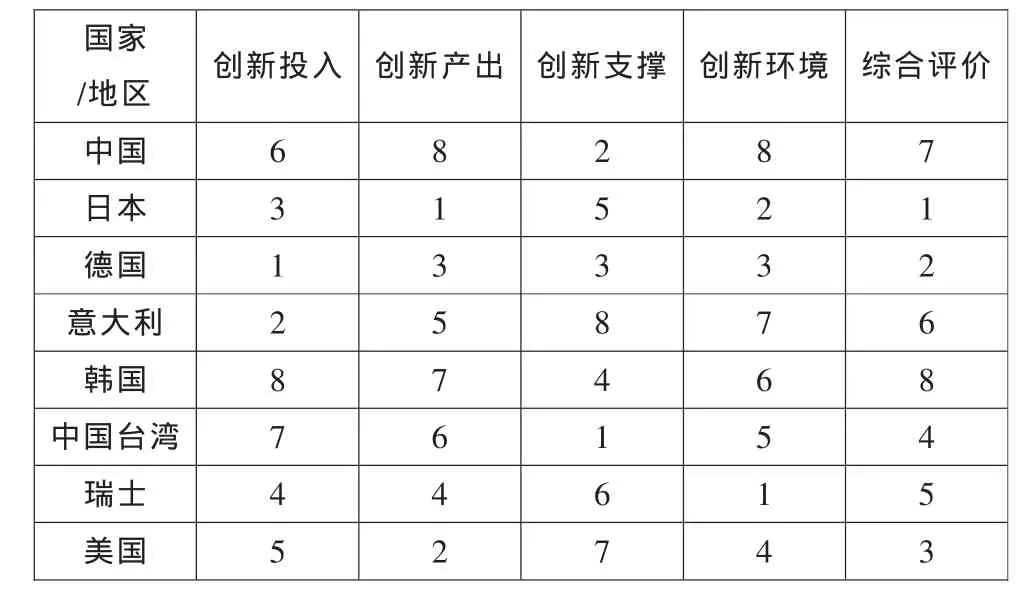
表3 各国或地区金属加工机床创新能力排序情况Tab.3 Sort situation of national or regional innovation capability of metalworking machine tools
评价结果显示,日本、德国金属加工机床创新能力排名前两位,两国创新能力不相上下,处于第一集团;美国、中国台湾、瑞士金属加工机床创新能力分别排在第三、第四和第五位,处于第二集团;意大利、中国、韩国金属加工机床创新能力分别排在第六、第七和第八位,处于第三集团。
3 结果分析
虽然 “十一五”期间我国机床行业取得了较大进步,但仍存在生产效率低、核心成果不多、自主创新产品推广应用困难等问题。
3.1 生产效率较低
虽然我国机床行业的人均产值由2006年的3.65万美元上升到2010年的7.86万美元。然而,我国人均机床产值与日本、瑞士、德国等机床生产强国相比差距较大,分别是日本的0.18、瑞士的0.23、德国的0.38、意大利的0.45。
3.2 研发投入意愿不强
近几年,尤其是 “04”专项实施以来,我国机床行业的研发投入强度逐年提高,一些企业的研发投入强度已经超过5%;但全行业研发投入强度、研发人员占比远低于德国、日本等机床制造强国,主要原因是很多企业的自主创新动力不足、研发投入意愿不强;尽管受国际金融危机的冲击,2010年德马吉的研发投入为4810万欧元,而其利润仅有430万欧元。
3.3 核心成果不多
我国机床行业的原始创新较少,集成创新、消化吸收再创新较多。以专利为例,2005-2011年,我国机床行业发明专利增长率达到了25.79%,但发明专利占专利总量比重逐年下降;2006年,我国发明专利数量占专利总量的53.71%,到2011年,发明专利数量占专利总量比重下降到39.18%[12]。
世界知识产权组织(WIPO)数据显示,2009年我国机床行业申请专利6128件,仅低于日本 (9796件),高于美国(5615件)和德国(4940件),但国际专利申请(PCT专利申请)占专利申请量的比重不高。2009年我国机床行业申请PCT专利92件,远低于德国 (649件)、美国(643件)、日本(642件),我国PCT专利申请占专利申请量的比重不超过2%。
3.4 贸易竞争指数较低
长期以来,我国机床行业的贸易竞争指数为负数;2010年,我国机床行业的贸易竞争指数为-0.67,而日本为0.89、中国台湾为0.62、德国为0.55。我国机床行业贸易竞争指数较低重要原因在于自主创新能力不强,技术水平不高。
[1]中国机械工业年鉴编辑委员会,中国机床工具工业协会.中国机床工具工业年鉴[M].北京:机械工业出版社,2011.
[2]中国机械工业年鉴编辑委员会.中国机械工业年鉴[M].北京:机械工业出版社,2011.
[3]姜红,赵树宽,等.区域产业技术创新能力评价方法及应用研究[J].情报科学,2009,10.
[4]许树柏.实用决策方法——层次分析法原理[M].天津:天津大学出版社,1988.
[5]聂辰席.企业竞争力定量评价的综合指数法[J].河北建筑科技学院学报,2002,2.
[6]WIPO.World Intellectual Property Indicators 2011.
[7]WEF.The Global Competitiveness Report 2011-2012.
[8]The German Machine Tool Industry in 2011.
[9]Federmacchine.INDUSTRY STATISTICS 2011.
[10]Swissmem.Panorama 2011.
[11]METI.Revised report by Respective Industry 2009.
[12]装备制造领域专利态势报告2012.http://www.cnpat.com.cn/show/news/NewsInfo.aspx?Type=H&Newsld=3733.
