基于Pro/E塑料顾问分析的塑料盒盖注射模具设计
2013-07-05龚燕萍魏斯亮
方 军 ,李 兵,龚燕萍,魏斯亮
(1.南京航空航天大学材料科学与技术学院,江苏南京211106;2.华东交通大学理工学院机电工程分院,江西南昌330100)
随着计算机软硬件的迅猛发展,模具CAD/CAE/CAM技术已经在众多模具企业得到推广和应用,然而很多模具企业仅停留在CAD/CAM的简单结合阶段,即用三维软件将客户提供的产品零件图进行三维建模,并自动转换成模具型芯、型腔,以及对模具零件进行数控编程加工[1-5]。而利用CAE技术进行模流分析来辅助模具设计的较少,还是沿袭传统模具设计手段,十分依赖技术员的丰富经验,模具通常经过反复的试模和修正才能投入生产,模具的设计水平低,周期长,产品更新换代慢以及成型工艺参数不稳定等制约着模具工业的发展。
以塑料盒盖为例,采用Pro/E软件自带的塑料顾问(Plastic Advisor)模流分析模块对盒盖零件进行模流分析,并利用塑料顾问提供的分析结果来指导Pro/E的模具设计。实践证明,该模具设计方案体现出来的优越性、可操作性,缩短了模具设计与制造的周期,提高了塑料产品的质量,降低了成本,从而提高了企业的市场竞争力。
1 塑件结构特性分析
塑料盒盖的外形如图1所示,其尺寸为160 mm×100 mm×25 mm,塑件含有4个侧凹,4个定位锁紧螺钉柱,螺钉柱上均布着厚度为1 mm的4个加强筋。塑件配合处有精度要求,表面要求光洁平整,无缩孔、飞边及毛刺。材料为丙烯腈-苯乙烯-丁二烯共聚物(ABS),其流动性好、强度高,易于成型。采用注射成型工艺,收缩率取0.5﹪。塑件的最大壁厚为3 mm,最小壁厚为1 mm。

图1 塑料盒盖塑件Fig.1 Plastic lid parts
2 用塑料顾问进行模流分析
塑料顾问是Pro/E中自带的一种模流分析模块,它具有强大的分析、计算和动态模拟功能。利用塑料顾问可以直观地观测到塑料熔体的流动情况、塑件的填充状态、注射压力变化情况、温度变化情况等,可随时选择、设定及修改工艺参数、材料型号和浇口位置,自动选择注射机相关参数,使设计者创造性理念得到快速验证,将问题消灭在设计初始阶段,提高了一次试模的成功率,其结果对优化模具结构和注塑工艺参数的选择有着重要意义[6]。
2.1 浇口位置分析
浇口位置直接影响塑件熔体在模具型腔内的流动,选择合理的浇口位置在注射模具设计中十分重要,注塑制品质量可通过浇口位置的优化而得到显著提高。最佳浇口位置(Gate Location)是塑料顾问中用于分析最佳浇口位置区域的分析选项,可为设计分析过程找到一个初步的最佳浇口位置,即Gate Location的分析结果可为进一步进行完整的流动分析提供一个参考的浇口位置,该浇口位置可能不是最终设计结果,但对模具设计却有很好的参考价值。
在Pro/E Wildfire 4.0中打开要分析的零件,选择“应用程序”菜单,单击“Plastic Advisor”,进入塑料顾问操作界面,进入“Analysis Wizard”(分析向导)后选择分析类型为“Gate Location”。选用材料为ABS,设置充模流动分析的成型条件为:模具温度为60℃,熔体温度为230℃,最大注射压力为180 MPa,其他工艺参数接受系统默认设置。完成分析前处理后,计算机开始对塑件进行合适浇口位置计算分析,结果如图2所示。可以看出,浇口设置在塑件的中心位置。
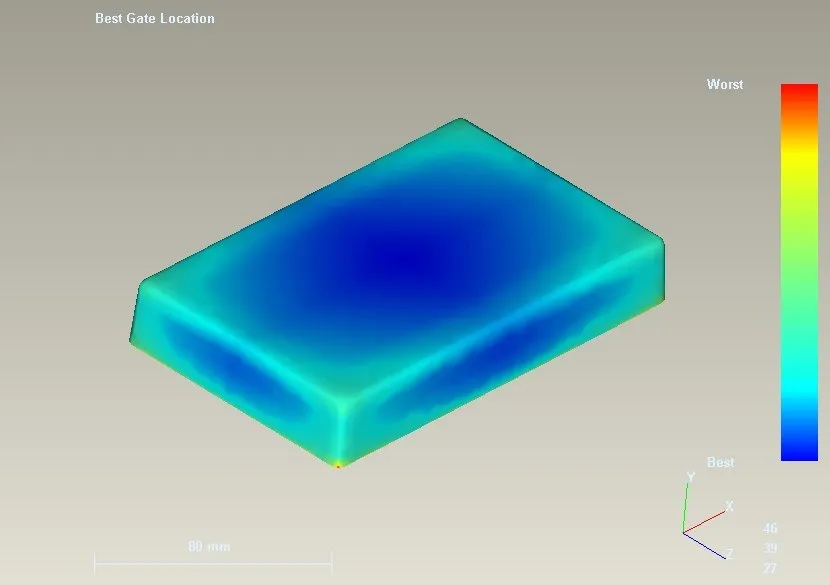
图2 最佳浇口位置Fig.2 Best gate location
2.2 塑料熔体填充分析
塑料填充(Plastic Filling)是塑料顾问中用于分析塑料在模腔中流动,优化模腔布局,材料选择和填充保压工艺参数的分析选项。在Gate Location分析基础上,选择Plastic Filling进行塑料熔体填充分析。即采用Gate Location分析结果来设定浇口位置,从而分析产品注射过程中可能出现的问题和质量缺陷。
1)填充时间。填充时间是预示塑件充型各阶段时间,通过图形及模拟动画可查看模流的竟流效应、迟滞、潜流现象、失衡流动及过保压,并提供相应解决方案。填充时间分析结果如图3所示。从图3可以看出,塑件在1.07 s内完成熔体填充,其过程是:塑件中心部位首先填充满,最后是塑件的转角部分,时间相差1 s左右。整个塑件基本能在同一时间内充满,流动平衡性较好。
2)填充可行性分析。用于综合评价填充性能的优劣,图4为填充可行性分析结果,从图4可以看出盒盖塑件没有塑料填充的缺陷,填充状况良好。其指标由压降和波前温度综合而来,出现问题系统会提示产生原因。
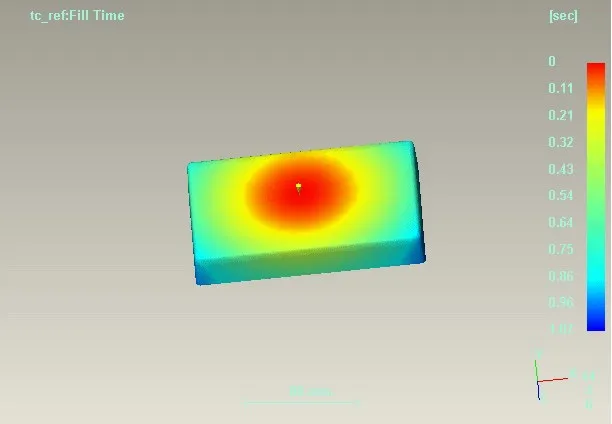
图3 填充时间分析 Fig.3 Filling time analysis

图4 填充可行性分析Fig.4 Filling feasibility analysis
2.3 冷却质量分析
冷却质量分析用于预测因冷却速度不同而产生缺陷的位置,冷却质量分析结果如图5所示,从图5可以看出塑料盒盖大部分冷却质量最好,内凹槽附近及螺钉柱加强筋呈现过热,说明整个塑件的大部分冷却质量较高,局部有过热现象。需要在模具设计中考虑在以上位置加上适当的冷却水道,帮助塑件进行冷却[7]。
2.4 缩痕分析
用于分析查看缩痕及空隙,分析结果如图6所示,可以看出,在盒盖顶部圆角和螺钉柱底部等部位会产生缩痕,由此可以在模具设计时在此部位进行局部减胶处理,或在塑料生产时设定足够的保压时间等进行充分补缩处理[8]。
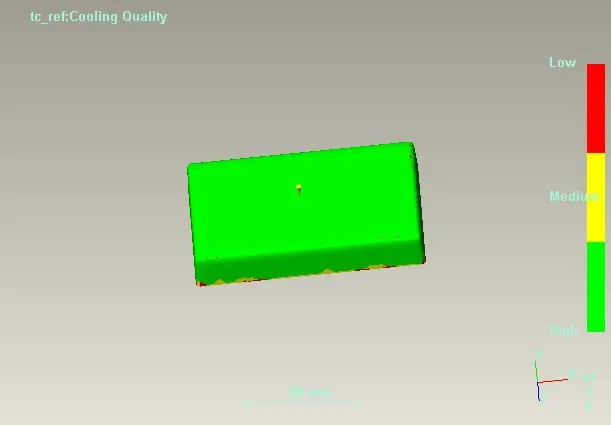
图5 冷却质量分析Fig.5 Cooling quality analysis

图6 缩痕分析Fig.6 Sink marks analysis
2.5 熔接痕分析
熔接痕是塑件表面的一种线状痕迹,是由若干胶熔体在型腔中汇合在一起时,在其交汇处未完全熔合在一起,彼此不能熔合为一个而形成熔合印痕,其影响塑件的外观质量及力学性能。因此应尽量避免塑件结构强度薄弱处出现熔接痕。
图7为熔接痕位置图,从图7中可以看出,熔接痕位于盒盖顶部螺钉柱附近;结合料流前段温度分析结果(如图8)可知,熔接痕处的料流温度无明显降低,温差均不超过2℃。熔接痕熔合良好,保证了塑件机械强度及表观质量。
图7 熔接痕位置Fig.7 Weld line location

图8 料流前段温度分析Fig.8 Flow front temperature analysis
2.6 气泡分析
图9为气泡位置分析图,从图9可以看出料流前沿汇聚在塑件内部或模腔表层的气泡,基本都位于螺钉柱加强筋附件和塑件顶部圆角处。对于塑件产生的气泡,可提高注射成型及冷却过程中注射的速度、延长保压时间,也可以在产生气泡的位置开设排气槽,利用模具分型面、镶件间隙及排气槽来排气,让熔体释放出的空气顺利散开,有效的排气,从而防止因气泡形成的塑件表面瑕疵及焦痕等缺陷。
3 模具结构设计
综合模流分析结果,使用Pro/E完成模具结构的设计。此模具采用一模一腔结构。型腔做成整体式,根据前述模流分析结果,塑件配合处及螺钉柱上端将有大量气泡产生,为避免困气现象发生,同时考虑加工方便,型芯采用镶拼式结构。
对于塑件的内凹部分,采用斜销结构。开模后注塑机的顶出机构推动模具的顶板往脱模方向运动,此时,斜销慢慢脱出塑件的内凹部分,使塑件顺利脱模。需要注意的是,为使斜销在顶出后合模时能够顺利复位,防止注射模在卧式注射机上使用时斜销脱离模具,斜销要有足够的高度;同时为了减少斜销在脱模时的侧向力,其与开模方向的倾斜角要小,通常倾斜角控制在5°~8°的范围内;装配时要求斜销滑动顺畅自如,摩擦阻力要小。模具的开模过程如图10所示,当然要完成一整套模具设计,还要加上浇注系统、顶出系统、冷却系统和一些其他部件,如模架,滑块等[9]。为了简化起见,只表示出模具的开模过程(如图10)。
图9 气泡位置图Fig.9 Air trap locations

图10 模具开模Fig.10 Mold opening
4 结语
利用Pro/E软件中的塑料顾问模块的模流分析技术可以优化模具设计,能够把制造中将会产生的问题在设计阶段就得到有效解决,为模具设计及成型工艺提供合理的参考,最终缩短塑料模具设计制造的周期,提高塑料产品的质量,降低成本,从而增加企业的市场竞争力。实践证明,该模具结构合理,运行可靠。经一次试模后,塑件质量优良。
[1]柯晓华,陈冰冰,安磊,等.基于Pro/E的模具CAD/CAM[J].计算机应用技术,2008(9):47-49.
[2]李细章.基于Pro/E 4.0的灯管座注塑模具设计[J].机电技术,2010(2):63-65.
[3]孟少明.基于Pro/E插座面板注射3D模设计[J].塑料制造,2010(7):72-75.
[4]王永刚,夏祥春,范虎军.基于Pro/E的彩票机盒盖注塑模设计[J].现代制造技术与装备,2009(6):14-15.
[5]胡礼广,汪红波.基于Pro/Engineer的注塑模具CAD/CAM[J].制造业自动化,2010,32(2):25-31.
[6]胡仁喜,肖黎明,刘昌丽,等.实战Pro/Engineer Wildfire 4.0中文版模具设计[M].北京:电子工业出版社,2008:174-208.
[7]董海东.基于Pro/E塑料顾问的手机前盖注塑成型工艺分析[J].塑料科技,2010,38(9):58-61.
[8]王刚,单岩.Moldflow模具分析技术基础[M].北京:清华大学出版社,2005:39-40.
[9]屈华昌.塑料成型工艺与模具设计[M].北京:机械工业出版社,2006:88-99.