球墨铸铁机体无冒口铸造工艺
2013-06-28河柴齐耀铸造有限责任公司河南洛阳471039刘光瑞
河柴齐耀铸造有限责任公司 (河南洛阳 471039) 刘光瑞
中国一拖集团有限公司拖拉机学院 (河南洛阳 471039) 夏翠芹
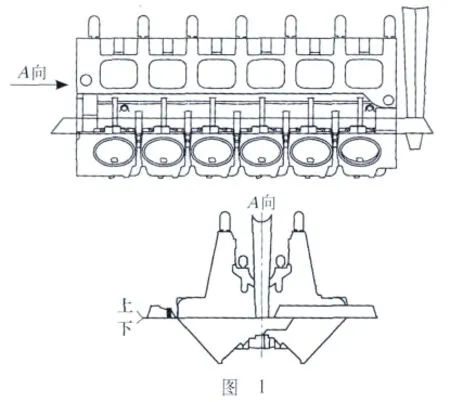
620系列V8、V12、V16柴油机是河南柴油机重工有限公司引进德国MWM公司的大功率柴油机,其机体材质为QT500—7,呋喃树脂砂造型、制芯,浇注重量1400~2800kg,在实现无冒口铸造之前的工艺如图1所示。虽然自生产以来工艺不断改进,但以V12为例,浇注重量1850kg,外形冷铁需42块,陶瓷过滤片14片,冒口14个,在侧面φ60mm孔和V形面端头φ36mm孔等处仍有缩松等铸造缺陷。
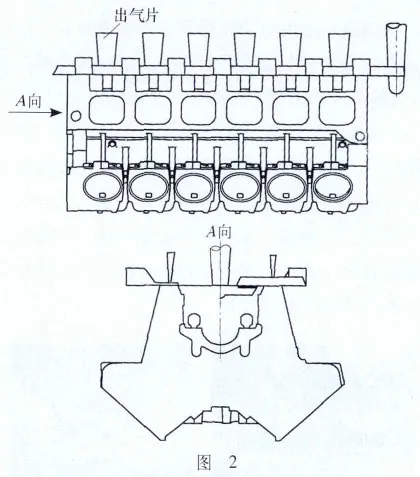
从620机体的结构来看:要实现无冒口铸造最好金属液从油底壳处引入,620机体总高729mm(从油底壳至缸口最高处),落差不大,可以实现金属液从油底壳处引入(即顶注)。顶注工艺有利于金属液自下而上的凝固,有利于铸件的补缩,同时也有利于消除铸件的冷隔缺陷。因此考虑将浇注系统移至油底壳处,并将横浇道与内浇道搭接处加大,以取代原发热保温冒口,利用自下而上的凝固顺序,去除所有外形冷铁和发热保温冒口,以减少浇注量,去除10片陶瓷过滤片,仅在横浇道搭接处保留4片,以过滤金属液,同时适当调整化学成分:wC=3.7%~3.9%、wSi=1.9%~2.4%、wMn=0.2%~0.4%,浇注温度1350~1370℃,浇注时间控制在(45±5)s。通过在三个机型的调试生产和试加工证明,用无冒口铸造工艺(见图2)生产的机体毛坯基本无铸造缺陷。
采用无冒口铸造工艺实践,可得出以下结论:
(1)内浇道设计要注意,建议最薄处长10~12 mm,厚8~10 mm。
(2)砂型强度一定要高,含碳量也尽可能取上限,充分利用金属液凝固时石墨化膨胀形成的自补缩能力,实现无冒口铸造。
(3)无论是机体类铸件还是其他球墨铸铁铸件,若工艺设计合理,均有条件实现无冒口铸造,以充分降低生产成本。
