熔模铸件脆性断裂缺陷控制
2013-06-28深圳市盈迅精密机械有限责任公司广东518055潘玉洪
深圳市盈迅精密机械有限责任公司 (广东 518055) 潘玉洪
脆性断裂是熔模铸件常见缺陷之一。尤其是选用感应电炉(中频感应炉、工频感应炉)酸性炉衬进行熔炼,使用铝进行脱氧时,浇注的铸钢件更容易发生脆性断裂。
一、概述
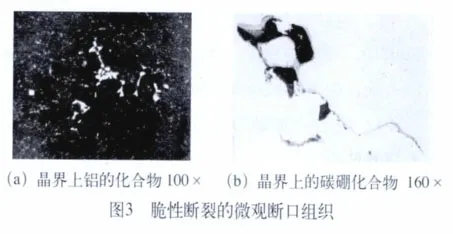
发生脆性断裂时的熔模铸件如图1所示。脆性断裂铸件的宏观断口晶粒粗大,呈冰糖状,如图2所示。脆性断裂铸件的微观断口组织如图3所示。
二、产生原因
(1)铸件中残留铝量过高 熔炼工艺不合理或操作不当,使铸件中残留铝过高,在晶界上形成铝的化合物(如氮化铝),从而引起铸件脆性断裂。
(2)铸件中硼的残留量高 在铸件的晶界上有碳硼化合物[M23(C·B)6]沿着奥氏体晶界析出。碳硼化合物引起铸件的脆断。①熔炼时炉衬材料中的硼酸在高温下分解,进入金属液中。②炉料中的含硼量高。
(3)清理铸件方法或使用不当 铸件在残留应力和外力的叠加作用下,超过此时该铸件的强度极限,发生脆断。
三、防止措施
(1)严格控制铸件中的残留铝量。①采用Si-Ca和Al联合脱氧法,代替单一的铝脱氧。②控制铝的加入量,包括镇静用铝和终脱氧用铝控制在金属液的0.8%~1.2%(铝的加入量与炉料情况关系甚大,当炉料锈严重时,加入量取上限,反之取下限);铸件的残留铝含量以0.03%~0.07%(质量分数)为宜。
(2)控制金属液中的含硼量,使铸件中的wB<0.005%。①改进筑炉工艺,补炉时严格控制硼酸的加入量。②严格控制炉料中的含硼量。
(3)改进清理铸件或使用铸件的方式,避免外力突然冲击。
四、实例
1. 问题的提出
近一时期,用户反映铸件在使用过程中出现多次脆断现象。
通过分析脆性断裂铸件的化学成分,铸件中残留铝太多是造成铸件脆断的主要原因。
众所周知,铝被广泛地用作镇静剂和终脱氧剂。金属液中铝加入量太少,脱氧不足,使铸件产生气孔;加入量过多,铸件中残留铝过多,铸件力学性能下降,尤其会产生脆断。那么,熔模铸钢件中残留铝含量的最佳值是多少?
有资料认为:铸件中残留铝的较佳含量应在0.014%~0.030%;有人认为铝的残留量为0.03%~0.05%。为此,笔者做了试验。
2. 铸件中铝的较佳残留量
(1)制备试样 在500kg无芯工频感应炉中(酸性炉衬)进行熔炼,精炼期加入镇静用铝200g,当金属液升温至1580~1600℃(光学高温计,未校正)时,用铝进行终脱氧(加入量为500g),停电静置2min,扒渣、出钢。在浇包中预先放入不同重量的补充脱氧用铝,从而制取不同残留铝含量的5种单根成形试样。
(2)化学成分 5种单根成形试样的化学成分见表1。
(3)力学性能 单根成形试棒经857~863℃×20min正火处理,拉伸试样不经任何加工,冲击试样经过磨加工,其力学性能与残留铝的关系如图4所示。
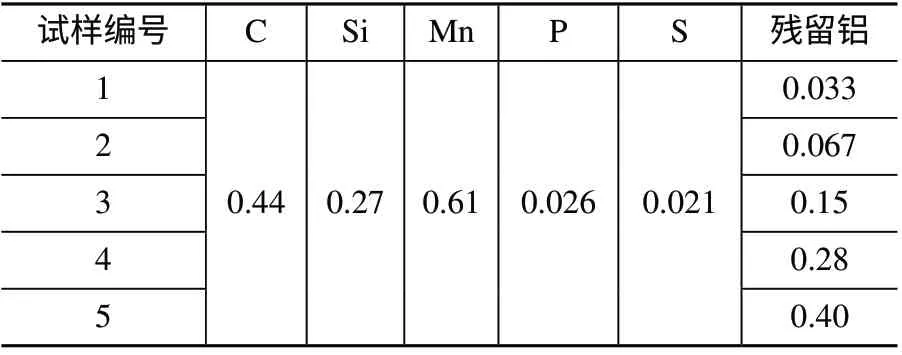
表1 化学成分(质量分数) (%)
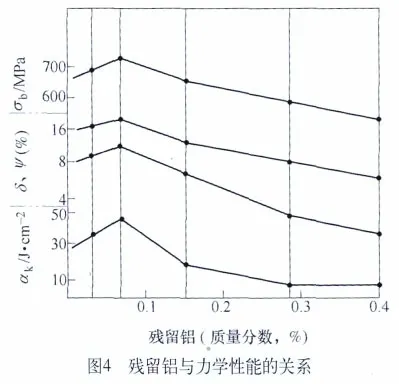
(4)试验分析 由图4可以看出:当残留铝在0.033%~0.067%时,随着残留铝的增加,力学性能提高;当残留铝>0.067%时,力学性能下降,尤其是aK值显著下降。这是因为过多的残留铝二次氧化导致金属液被夹杂物沾污,加之氮化铝在晶界析出,使其力学性能下降。试验结果表明,RZG310—570(或RZG40Cr)熔模铸件中残留铝以0.03%~0.07%为宜。
3. 生产中如何控制铸件的残留铝
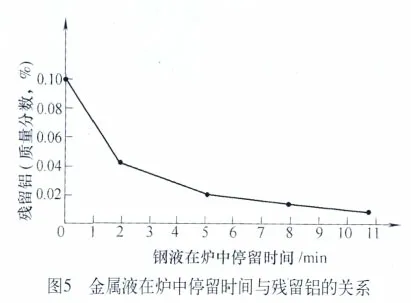
(1)影响铸件中残留铝的因素 为了排除其他影响因素,利用同一炉金属液,在不同时期取样,其过程和结果见表2、图5。共试验5炉,结果相近,故以其中一炉为例。
(2)试验分析 ① 从01#、02#试样可以看出,在炉料熔化过程中,炉料中的残留铝很快被氧化烧损(烧损率97.8%),这是由于铝和氧的亲合力很强的原因,因此在熔炼时,不考虑炉料中的残留铝。② 从03#试样可看出,加入的镇静用铝也几乎被烧损(烧损率85.7%),因此在正常使用范围内,也可不予考虑。③ 从06#、08#、09#、11#、13#试样可知,在浇包中加入铝,烧损率很低,为3.4%~6.7%,这种补充脱氧的方法是确保铸件中最佳残留铝的关键,因此生产中对补充脱氧用铝量应严加控制。④ 从图5可知,加入终脱氧用铝,静置2min金属液中铝的烧损率较高,为50%~60%,此时金属液温度高,铝的加入量较多,金属液有明显“沸腾”现象,与空气接触几率多,烧损较高。随着金属液在炉中停留时间的延长,金属液温度降低,并与空气接触面大大减少,烧损率显著下降,因此,在熔炼工艺中应严格规定终脱氧后的出钢时间,对于熔炼铸钢使用的感应电炉,一般不超过2min为宜。⑤ 金属液在浇注过程中,由于残留铝的二次氧化,其烧损率在50%左右,为此要尽量提高浇注速度。以往的熔炼工艺只重视脱氧用铝在炉内的烧损而忽略了在浇注过程中残留铝二次氧化的烧损,至使残留铝太少,脱氧不足,而使铸件因气孔而报废。
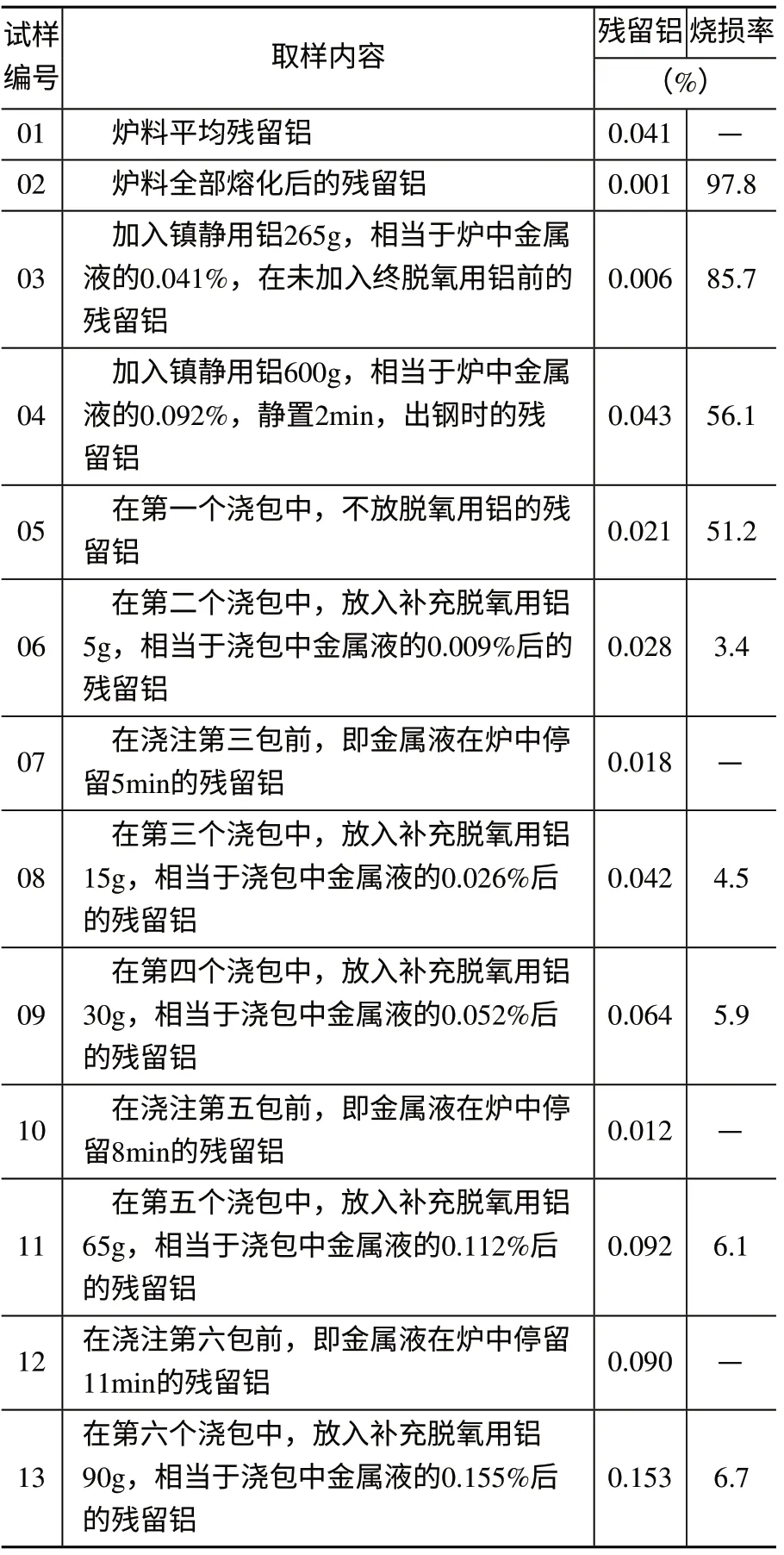
表2 不同时期的残留铝
五、结语
(1)熔模铸件中残留铝量过高是熔模铸件产生脆性断裂的首要原因,其次是铸件中硼的残留量高,再次是清理铸件方法或使用不当。
(2)铸件中的残留铝量以0.03%~0.07%为宜,生产中应采用两次加入,即第一次炉内终脱氧加入量为0.10%~0.12%,第二次在浇包中加入补充脱氧用铝0.02%~0.05%,是确保铸件适量残留铝的关键,因此应严格控制。
