杭州东站扩建工程站房地下通道钢结构工程焊接工艺评定
2013-06-28浙江东南网架股份有限公司杭州311029杨弘生周观根吴志新
浙江东南网架股份有限公司 (杭州 311029) 杨弘生 周观根 吴志新
1. 工程概况
杭州东站是“长三角”重要的现代化综合交通枢纽,紧邻钱塘江二桥,是杭州从“西湖时代”迈向“钱塘江时代”的标志性建筑,在设计中充分体现杭州“精致和谐,大气开放”的城市形象,以及面向未来的时代精神。站房主体圆润流畅的整体形态,仿佛钱塘江大潮一般,舒展流畅,具有鲜明的形象特征,如图1、图2所示。

图1 杭州东站整体效果
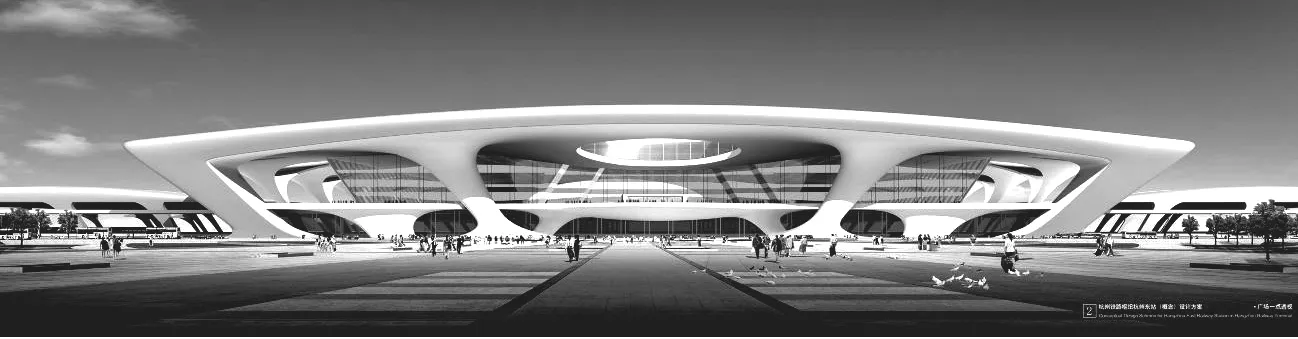
图2 杭州东站立面效果
杭州东站包含有磁悬浮、地铁等轨道交通系统,旅客流线较为复杂,平面设计在完整的大空间体系中实现多种交通流线的高效衔接,方便换乘。
建筑总面积301 157.5m2,其中铁路站房246 347.5 m2,磁悬浮站房54 810 m2。架空平台23 191 m2,无站台柱雨棚覆盖1~15站台,面积73 952 m2。站房东西外立面设计由“钱江大潮”幻化而来,呈圆润流畅的形态,站房中间高,两侧低。主站房中间最高点标高39.3m。
2. 试验用钢材、焊材及焊接方法
(1)试验用钢材 本工程大量采用Q345qE、Q345qD钢板,其执行标准为《桥梁用结构钢》GB/T714—2008。同时还大量采用了Q420GJC钢板,其执行标准为《建筑结构用钢板》GB/T19879—2005。Q345q级钢板主要为桥梁结构用钢板,在建筑钢结构行业中如此大量使用还是首次;Q420GJC钢板在本公司也是首次采用。按《建筑钢结构焊接技术规程》(JGJ81—2002)的规定,在钢结构构件制作及安装施工前需进行工艺评定试验。
(2)焊接材料 通过对母材性能的分析,结合对市场现有焊材情况的调查,确定了相应的匹配焊材,焊接材料选用如表1所示。
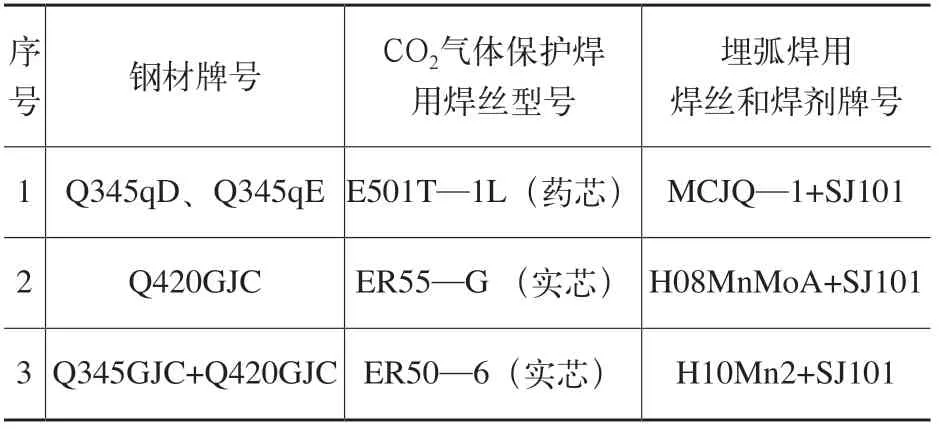
表1 焊接材料选用
(3)焊接方法 主要采用了CO2气体保护焊、埋弧焊等两种焊接方法。
3. 焊接工艺评定方案
(1)焊接工艺评定 根据《铁路钢桥制造规范》(TB10212—2009)、《建筑钢结构焊接技术规程》(JGJ81—2002)中的相关规定,并结合产品采用的钢板厚度、节点形式、焊接方法等编制焊接工艺评定试验方案,并根据钢结构工程节点形式提出相应的焊接工艺评定指导书,用来指导焊接工艺评定试验。具体焊接工艺评定试验汇总如表2所示。
(2)焊接参数 焊接参数如表3所示。

表2 焊接工艺评定试验汇总

(续)
(3)焊前预热 预热温度应符合表4的规定要求。
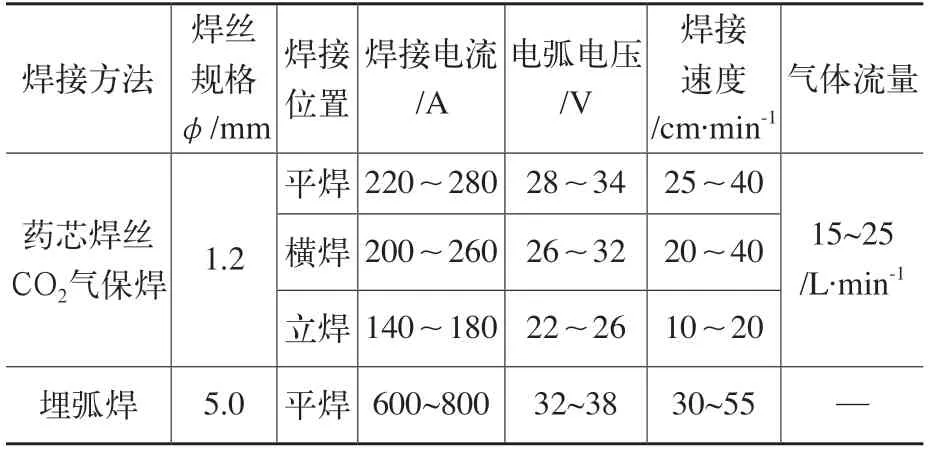
表3 焊接参数

表4 最低预热温度要求
(4)层间温度控制 焊接过程应连续,但应控制好道间温度<230℃,下限不应低于预热温度。
(5)保温缓冷措施 当板厚≥40mm时,焊缝焊接完成后,立即覆盖多层保温棉保温缓冷。
(6)检测类别和试样数量 《铁路钢桥制造规范》(TB10212—2009)和《建筑钢结构焊接技术规程》(JGJ81—2002)中,关于试验的检测类别和试样数量有所不同,以板对接接头为例:《铁路钢桥制造规范》试验项目包括拉伸试验为1件;焊缝金属拉伸试验为1件等。而《建筑钢结构焊接技术规程》拉伸试验为2件,无焊缝金属拉伸试验。为此,对于桥梁结构用钢Q345q钢板的焊评综合了两本规范(程),确定了试验检测类别和试样数量,如表5所示。

表5 试验检测类别和试样数量
4. 焊接工艺评定试验结果
试件焊接完毕经外观及超声波检测合格后,进行试件的加工及相关试验,试验结果如下:
(1)接头拉伸及冲击试验结果如表6所示。
(2)焊缝金属拉伸及硬度试验结果如表7所示。

表6 板对接拉伸及冲击试验结果

表7 焊缝金属拉伸及硬度试验结果
(3)弯曲试验 板对接接头需进行弯曲试验的试样弯至180°后未产生裂纹等缺陷。
(4)宏观酸蚀试验 试样经酸腐蚀后,焊缝及热影响区表面无肉眼可见的裂纹、未熔合等缺陷。
5. 结语
(1)通过采取必要的预热、层间温度控制、保温缓冷等工艺措施,防止冷裂纹的产生,保证了试件的焊接质量。
(2)焊接接头力学试验均满足规范要求。
(3)接头最高硬度试验表明,Q345qE钢的淬硬倾向不大,其中4号试件最高硬度值为179HV10,远小于350HV10。
(4) 焊接工艺评定试验结果表明,试验所选用的焊接工艺合理,焊接接头力学性能均满足技术要求,试验所采用的焊接工艺可以作为杭州铁路枢纽杭州东站扩建工程站房地下通道钢结构工程焊接工艺规程编制的依据。