加药罐车管路改造的焊接工艺
2013-07-10中原油田分公司采油一厂河南濮阳457171张志峰
中原油田分公司采油一厂 (河南濮阳 457171) 张志峰
1. 概述
在加药罐车的焊接工艺流程中,加药装置主要是由溶液箱、管路、阀门及泵等组成,如图1所示。由于药液的腐蚀性,使管线常常发生穿孔、堵塞及腐蚀等缺陷;原管线采用的是φ30mm×4mm的20钢管,工作压力为≥1.5MPa,焊接位置多为对接水平固定焊。为了提高工作效率和防止管线堵塞,我们对加药罐车的管线流程改为φ60mm×6mm的20钢管。由于用焊条电弧焊打底容易造成管线内壁焊渣清理不干净,造成管线与泵头活塞堵塞,因此在管道焊接中,我们用氩弧焊打底免去了根部焊道清渣、清飞溅的工序,并且使管路系统的清扫工作减轻。
由于焊接位置比较狭小,所以打底焊采用内填充焊丝操作法,从而保证根部焊道的焊接质量。另外,焊接工艺还包括了φ60mm×6mm的20钢管对接水平固定焊条电弧焊盖面。我们通过对原加药罐车流程的焊接工艺特点进行分析,制定出切实可行的焊接参数,即根据焊接管材直径、壁厚选择焊接材料(E4303焊条,φ3.2mm),加药罐车的管路改造选用了氩-电联焊的焊接工艺。
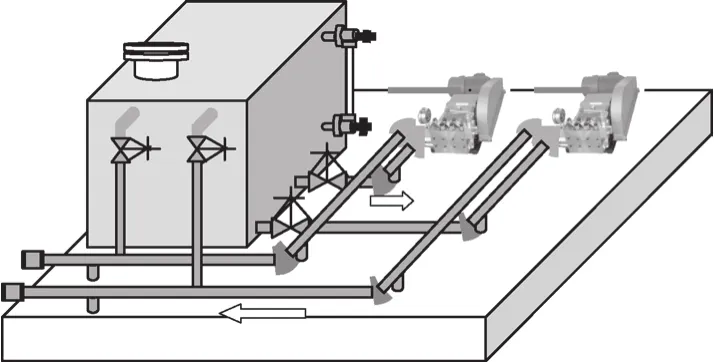
图1 加药罐车管路流程
2. 准备工作
(1)焊接管线选用 规格为φ60 mm×6mm钢管,坡口加工现场采用氧乙炔焰切割成单边30°V形坡口。
(2)焊前坡口清理 由于氩弧焊在焊接过程中无强脱氧作用,如果坡口不干净,在电弧作用下产生的有害气体就不易从保护层内逸出,在焊缝中易生产气孔等缺陷,所以应将坡口内外壁20mm范围内及所用焊丝上的污物清理干净,除去油、漆、垢、锈等。选用纯度>99.9%的Ar、铈钨棒、φ2.5mm的H08Mn2Si焊丝,钨极端部打磨成平底锥形,如图2所示。氩弧焊场所必须有可靠的挡风措施,并防止管内有穿堂风。
(3)定位焊 由于氩弧焊打底焊缝较薄,如选择工艺不当,易产生裂纹,所以定位焊后应仔细检查定位焊缝,如发现裂纹、气孔等缺陷,应清除干净后重新进行定位,管道定位焊为两处。

图2 钨极端部
(4)焊接 打底层焊缝检测合格后,及时进行填充盖面焊,焊接第二层焊时,注意不得将打底层焊缝烧穿。焊条选用E4303,规格φ3.2mm,焊前按规定烘焙,温度为150~250℃、恒温1~2h,然后放在150℃焊条保温筒中待用。采用直流电源或交流电源,具体焊接参数如表1、表2所示。

表1 手工钨极氩弧焊打底焊接参数

表2 焊条电弧焊盖面焊接参数
3. 实际操作
(1)根部焊道手工钨极氩弧焊的操作特点 利用引弧器产生高频,击穿电极与焊件之间的间隙来引燃电弧。焊接开始时,先用电弧将母材加热,待形成熔池后立即填加焊丝。为防止起弧裂纹,始焊速度应慢些,并应使焊缝稍厚。
由于接头处的质量往往不易保证,应尽量避免焊接过程中的停弧,减少冷接头次数。更换焊丝时应用不停弧的“热接头”方法,即在需要变更握丝位置时,先将焊丝末端与熔池相接触,同时电弧向后移,或引向坡口一边。等熔池凝固到与焊丝末端粘在一起的一刹那间,迅速变更握丝位置。完成这一动作后,将电弧立即恢复到原位,继续焊接。
内填充焊丝操作法是电弧在管壁外侧燃烧,焊丝从对口间隙伸入管内向熔池送给的操作方法。焊枪的喷嘴与焊丝相对位置如图3所示。要求对口间隙大于焊丝直径0.5~1.5mm。对口间隙在焊接过程中应始终大于焊丝直径,避免“卡丝”。
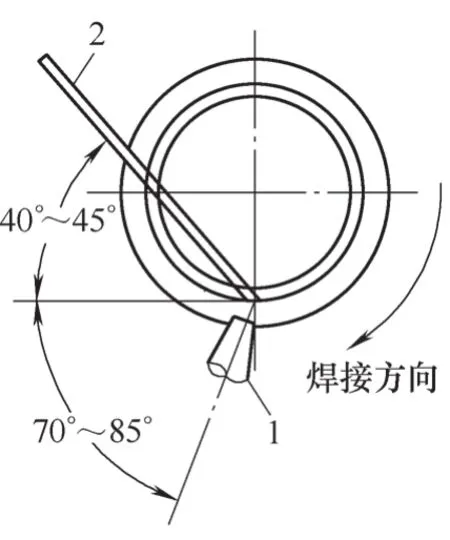
图3 内填充焊丝操作法
内填丝操作法不仅易于保证焊缝质量,而且适于困难焊接位置。
收弧时应将焊枪迅速恢复成垂直于焊件的状态,然后将焊枪在与焊接相反的方向往回移动3~5mm,再按停止按钮。电弧熄灭后慢慢把焊枪抬起,使焊缝尾部在保护气流下凝固冷却,最后结束焊接,这时收弧时焊接速度应适当减慢,将熔池填满,避免产生弧坑和裂纹。
(2)焊条电弧焊盖面焊道 盖面焊道焊接时,采用横向锯齿形摆动,摆动速度适当加快,前进速度要均匀一致,使焊道高低平整。两边稍作停留,以防止咬边。摆动时以焊芯到达坡口边缘为止,两边各熔化1~2mm。焊条倾角变化如图4所示。

图4 焊条倾角变化示意
4. 技术要求
(1)焊缝表面应是原始状态,焊缝表面没有加工或补焊。
(2)焊缝表面不得有裂纹、未熔合、夹渣、气孔和焊瘤等缺陷。
(3)焊缝余高为0~3mm,焊缝宽7~11mm,焊缝平整、光滑,过渡圆滑。
(4)焊缝咬边深度≤0.5mm,焊缝两侧咬边总长度≤18mm。
(5)背面凹坑深度≤1.4mm,总长度≤18mm。
(6)按GB3323标准探伤,Ⅱ级为合格。
(7)按GB232做冷弯,90°为合格,面弯、背弯各1个试样,两个弯曲试样的结果各自评定,均合格时为合格。两个试样不合格不允许复验,为不合格;若只有一个试样不合格时,允许从原试件上另取一个试样复验,复验合格才为合格。
5. 结语
实践证明,通过采取合理的焊接工艺和熟练的操作手法,对加药罐车流程的改造,减少了管线堵塞,提高了工作效率,节约了人力、物力,并为原油生产提供了有利保障。