内蒙某难处理铜铅锌多金属矿石选矿技术优化
2013-06-26师伟红余江鸿
周 涛 师伟红 余江鸿
(西北矿冶研究院)
内蒙古满洲里某铜铅锌多金属硫化矿选矿厂由原矿处理能力为600 t/d和800 t/d的2个选矿系统组成,自投产以来,仅锌精矿指标达到设计要求,铜铅不仅回收率低,而且精矿互含严重,生产一直处于不正常状态。为解决该选矿厂存在的问题,西北矿冶研究院对铜铅锌回收工艺技术条件进行了优化研究。
1 矿石性质
矿石中主要金属矿物有黄铜矿、方铅矿、铅铁矾、闪锌矿、磁黄铁矿和白铁矿等;脉石矿物主要为方解石、石英、碳酸盐、云母等。
黄铜矿与闪锌矿嵌布关系紧密,部分黄铜矿以细小粒状嵌布于脉石中,或以乳滴状、细脉状嵌布于闪锌矿中,这种结构使铜锌较难解离;矿石中含量较高的次生铜对锌矿物有活化作用,这进一步增加了铜锌分离的难度;铅矿物中较高含量的铅铁矾会使浮选泡沫发黏,恶化浮选过程。
矿石主要化学成分分析结果见表1,铜、铅、锌物相分析结果见表2、表3、表4。
从表1可以看出,矿石中铜、铅、锌、铁、硫含量均较高,具有综合回收价值。
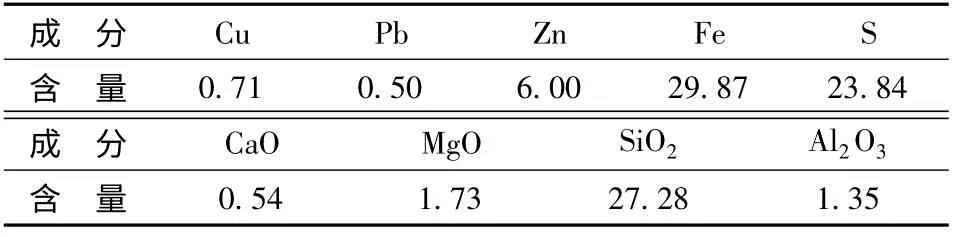
表1 矿石主要化学成分分析结果 %
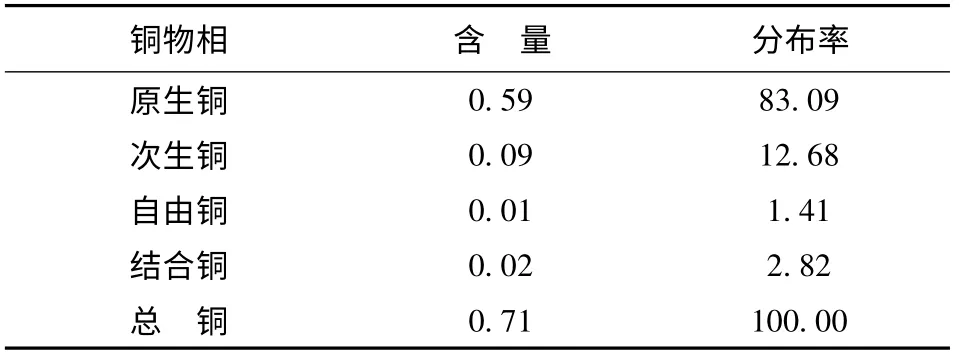
表2 矿石铜物相分析结果 %
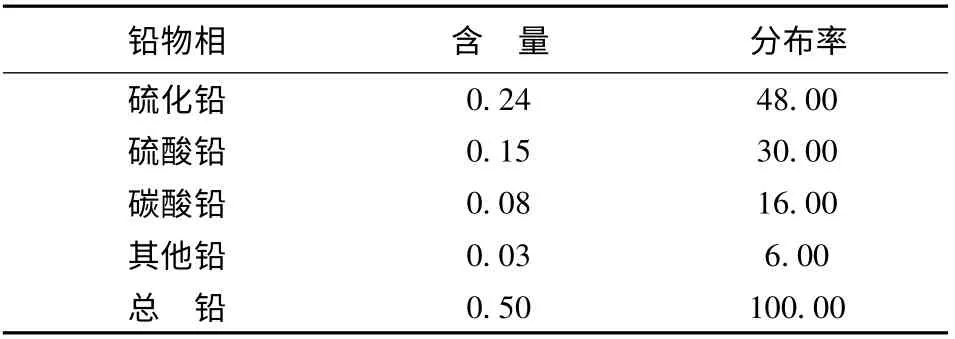
表3 矿石铅物相分析结果 %
表4 矿石锌物相分析结果 %
从表2可以看出,铜主要以原生铜的形式存在,占总铜的83.09%,其次是次生铜,占总铜的12.68%,二者占总铜的95.77%。
从表3可以看出,铅矿物相态较复杂,且各相态分布较均匀,硫化铅仅占总铅的48.00%,硫酸铅、碳酸铅的分布率分别占30.00%和16.00%,其他铅分布率较低。
从表4可以看出,锌主要以硫化锌的形式存在,占总锌的93.54%,其他锌分布率较低。
2 现场工艺流程及模拟试验指标
2.1 现场生产工艺流程
实验室模拟现场流程及药剂制度进行了铜铅锌回收试验,流程见图1,试验结果见表5。
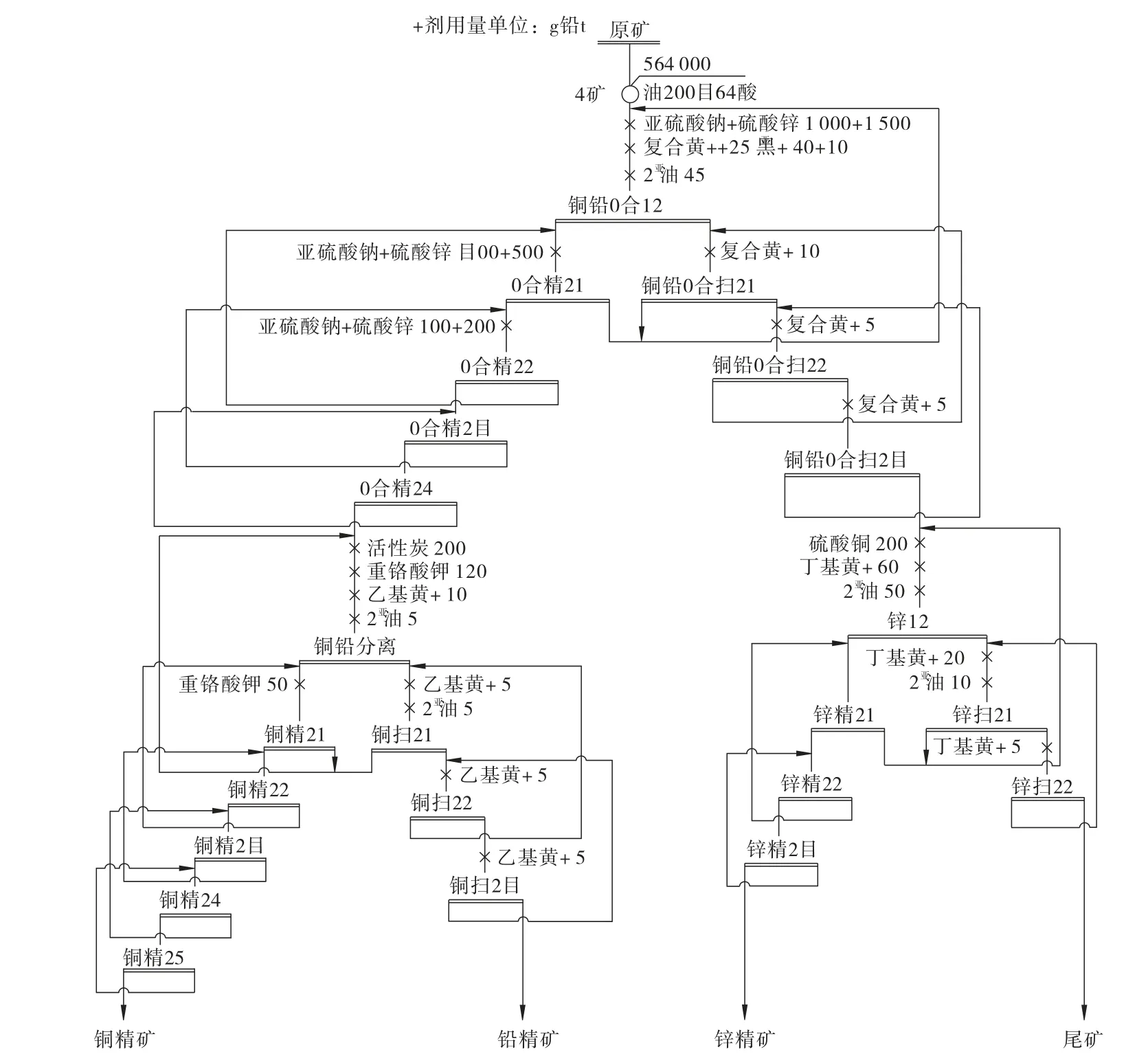
图1 现场生产工艺流程及条件

表5 实验室模拟现场工艺技术条件试验结果 %
从表5可以看出:铅精矿铅品位为28.27%、铅回收率为36.03%,可见铅回收效果极不理想;铜精矿铜品位为23.52%、铜回收率为69.25%、含铅12.56%、铅回收率高达52.21%,不仅铜回收效果不理想,且铅含量很高,铅回收率甚至超过铅精矿的铅回收率;相对来说锌精矿锌品位和锌回收率较高,但铜铅含量仍然较高,说明铜铅混合浮选效果不好。
2.2 主要影响因素分析
(1)铅铁矾是矿石中的主要含铅矿物之一,其溶于矿浆后会使浮选泡沫发黏,恶化浮选过程,且铅铁矾矿物在浮选过程中既难以捕收又难以抑制,因而影响铜铅矿物的上浮。
(2)铜铅混合浮选捕收剂为复合黄药+25#黑药,活性炭对铜铅混合精矿脱药不彻底,因此铜铅分离困难。
(3)现场生产中活性炭与水在搅拌筒内搅拌后加入,由阀门控制加入量。由于粉状活性炭不溶于水,在阀门处易堵塞,造成活性炭加量波动,活性炭加入过量会使铜矿物上浮后移,使铅精矿中铜含量较高;反之,脱药不彻底,铜精矿中含铅会较高。
3 试验结果与讨论
试验参照现场铜铅混浮再选锌、铜铅分离的原则流程开展研究。
3.1 铜铅混合粗选试验
铜铅混合粗选试验流程见图2。
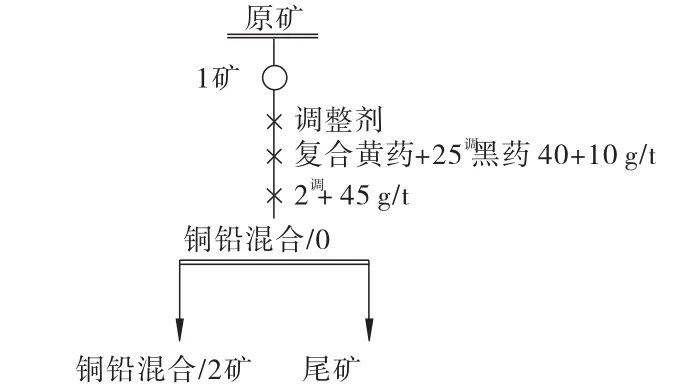
图2 铜铅混合粗选试验流程
3.1.1 磨矿细度试验
合适的磨矿细度是有用矿物充分单体解离和回收的基础。磨矿细度试验固定调整剂T-16和硫酸锌的用量分别为1 000、1 500 g/t,试验结果见表6。
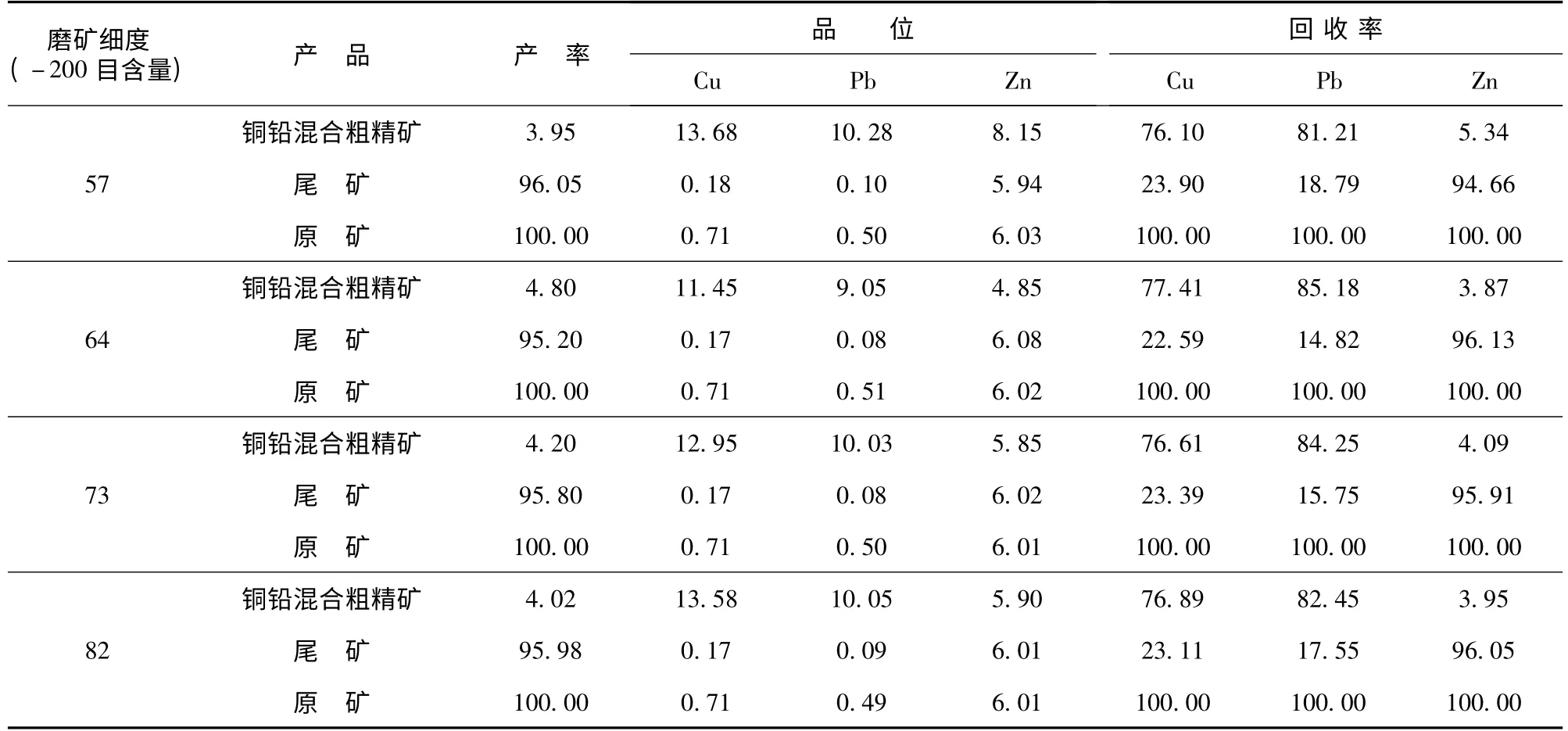
表6 磨矿细度试验结果 %
从表6可以看出,在试验磨矿细度范围内,随着磨矿细度的提高,铜铅混合粗精矿铜铅回收率先上升后下降,锌回收率先下降后维持在低位。综合考虑,确定后续试验的磨矿细度为-200目64%。
3.1.2 铜铅混合粗选调整剂选择试验
铜铅混合粗选调整剂选择试验固定磨矿细度为-200目64%,试验结果见表7。
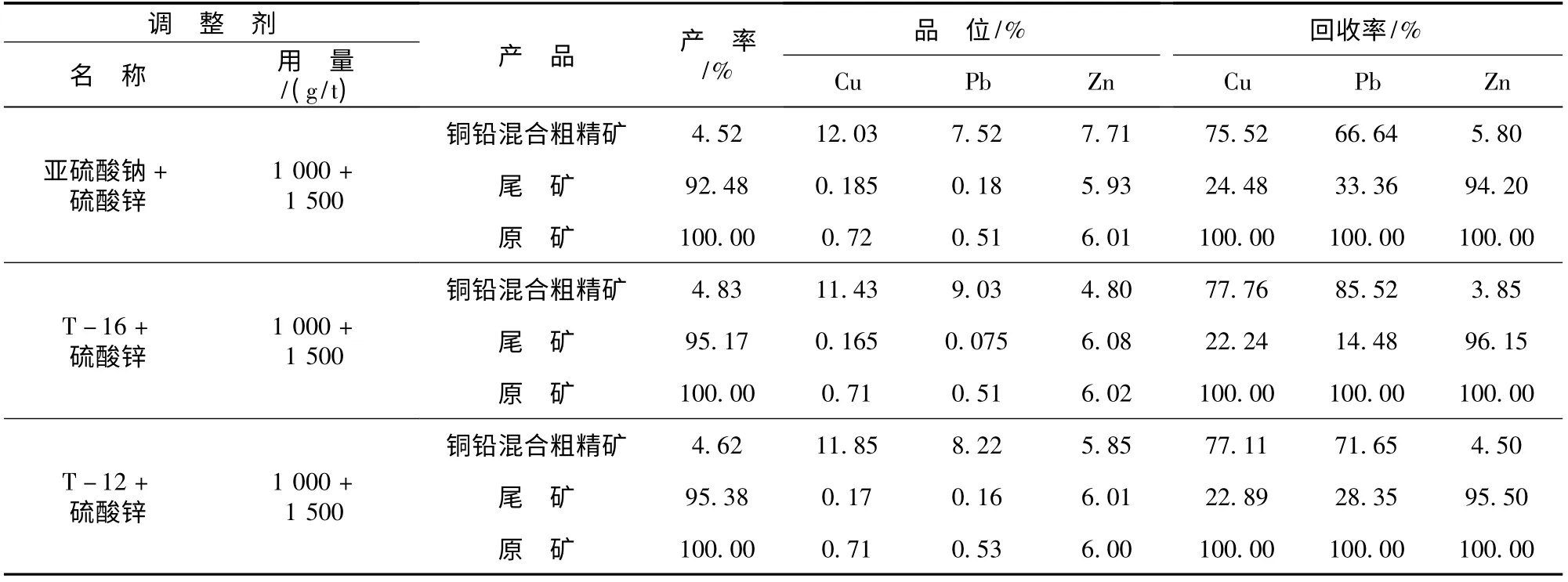
表7 铜铅混合粗选调整剂选择试验结果
从表7可以看出,采用T-16+硫酸锌为铜铅混合浮选的调整剂,铜铅混合粗精矿铜铅回收率较高、锌回收率较低。因此,选用T-16+硫酸锌为铜铅混合浮选的调整剂。
3.1.3 T-16与硫酸锌用量配比试验
铜铅混合粗选T-16与硫酸锌用量配比试验固定磨矿细度为-200目64%,T-16与硫酸锌总用量为2 500 g/t,试验结果见表8。
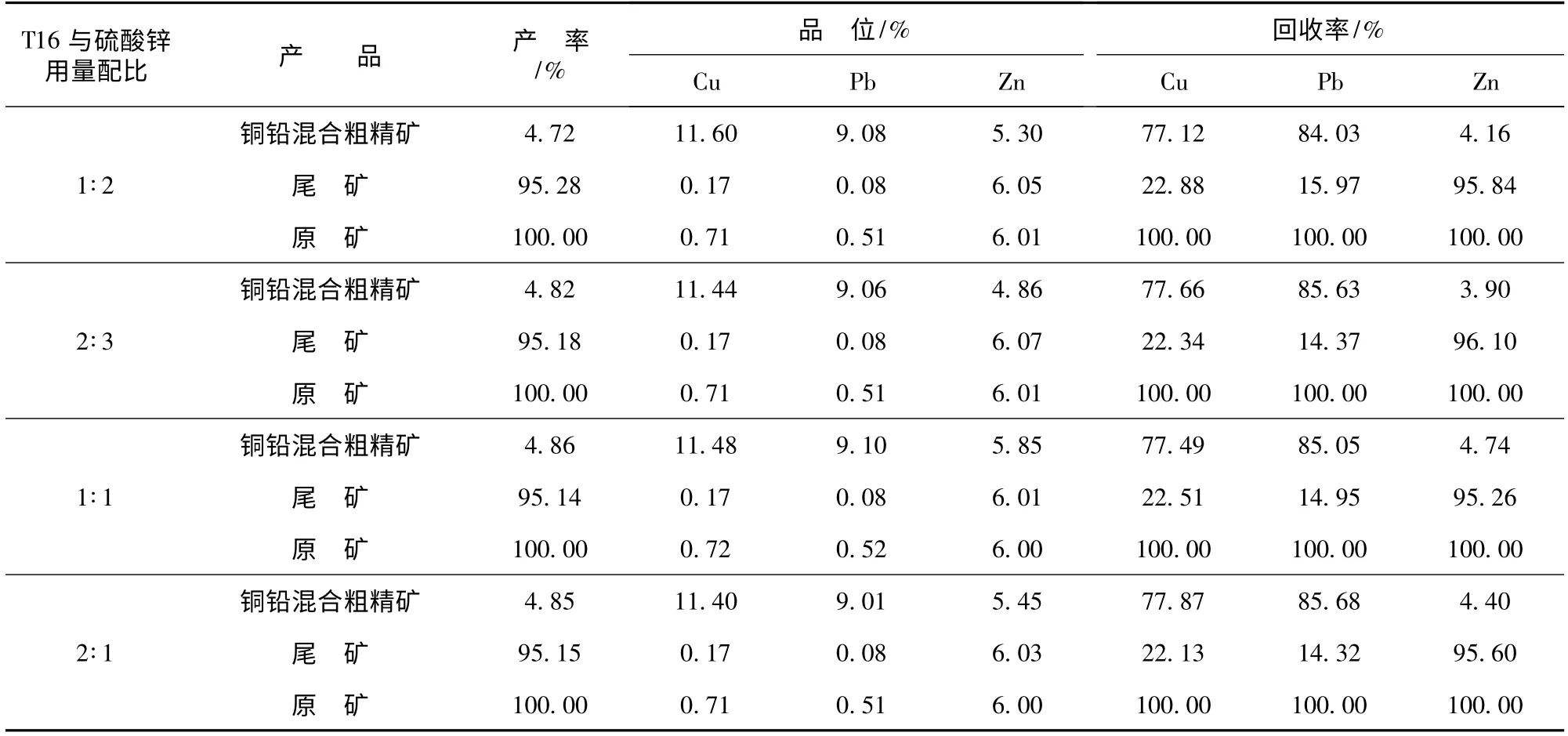
表8 铜铅混合粗选T-16与硫酸锌用量配比试验结果
从表8可以看出,T-16与硫酸锌用量之比为2∶3时,铜铅混合粗精矿指标略好。因此,确定后续试验T-16与硫酸锌的用量比为2∶3。
3.1.4 铜铅混合粗选T-16+硫酸锌总用量试验
铜铅混合粗选T-16+硫酸锌总用量试验固定磨矿细度为-200目64%,T-16与硫酸锌的用量比为2∶3,试验结果见表9。
从表9可以看出,随着T-16与硫酸锌总用量的增加,铜铅混合粗精矿铜铅的品位上升、锌含量下降。因此,确定T-16与硫酸锌的总用量为2 500 g/t,即T-16、硫酸锌分别为1 000和1 500 g/t。
3.2 铜铅混合精矿浓缩脱药试验
铜铅分离探索试验结果表明,重铬酸盐法、氧硫法、羧甲基纤维素法、氰化物法均难以获得理想的抑铅浮铜效果,主要是由于铜铅混合精矿中药剂残余浓度较高,单用活性炭脱药难以彻底。因此,对3次精选的铜铅混合精矿进行了有无浓缩脱水作业铜铅分离效果试验。试验采用1次粗选分离流程,活性炭用量为200 g/t,重铬酸钾为120 g/t,乙基黄药为10 g/t,2#油为5 g/t,试验结果见表10。
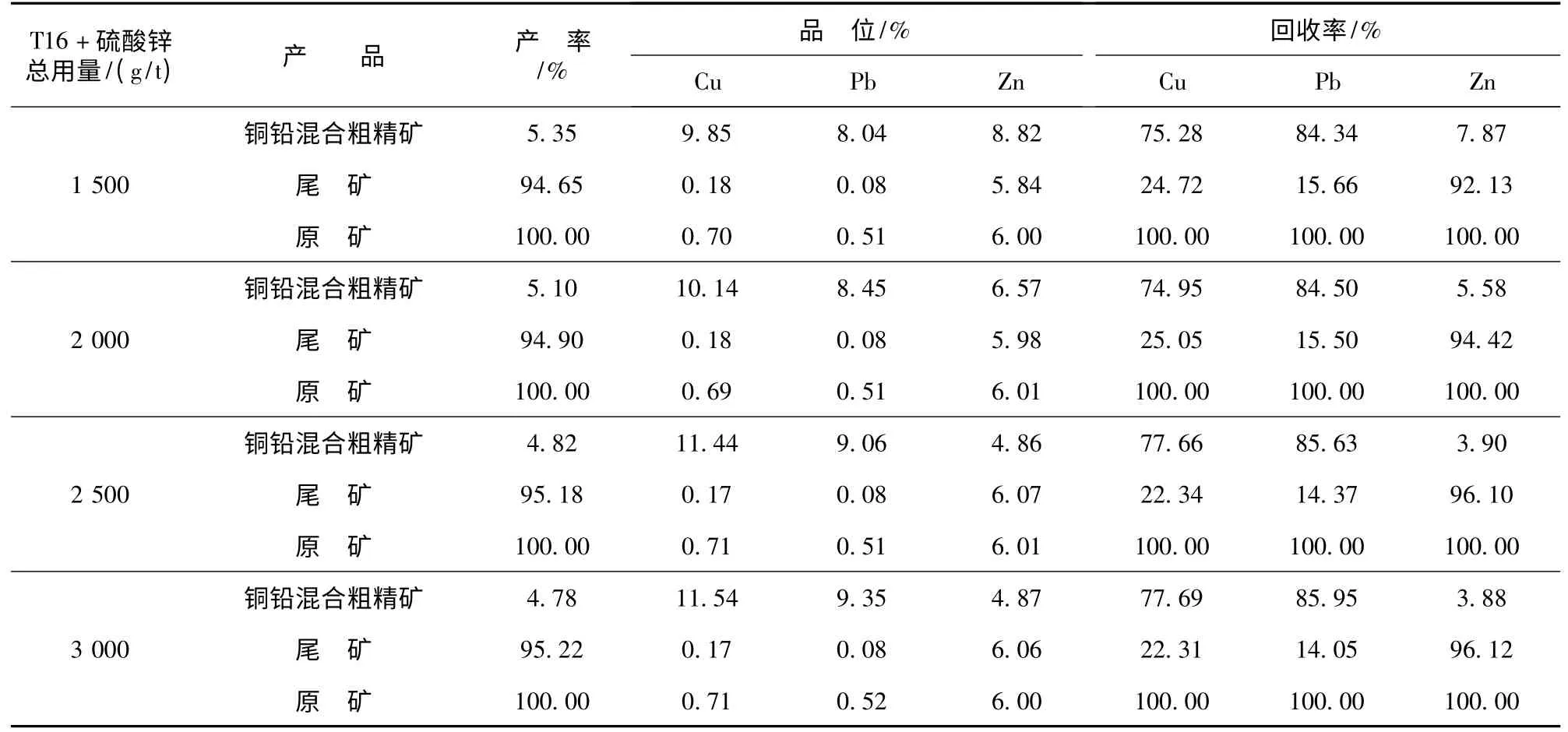
表9 铜铅混合粗选T-16+硫酸锌用量试验结果
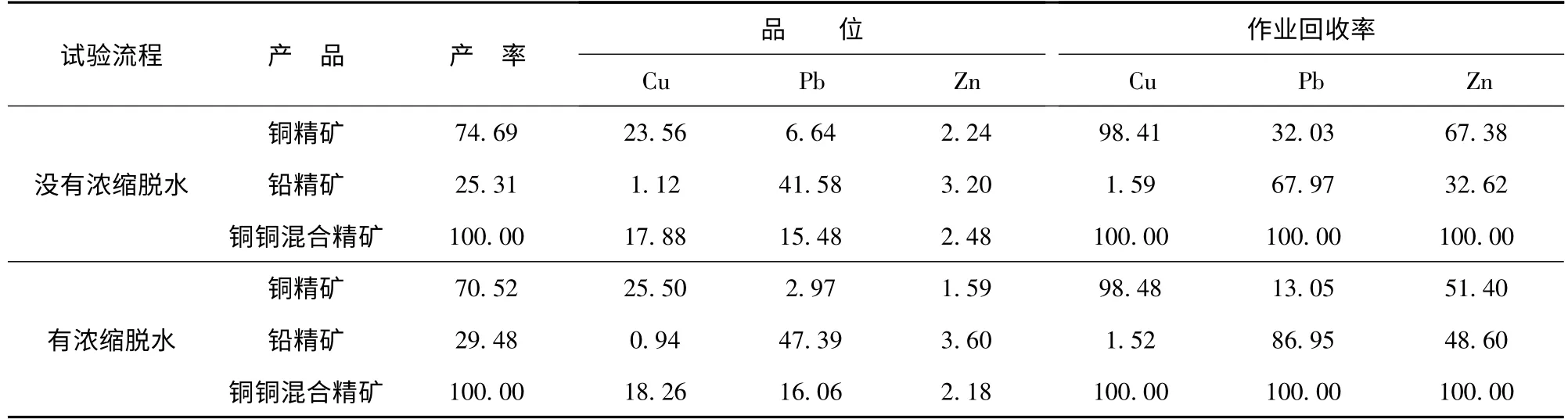
表10 铜铅分离有无浓缩脱水作业试验结果 %
从表10可以看出,铜铅分离作业前增加浓缩脱水作业可以显著降低铜粗精矿中铅的品位和回收率,并提高铜的品位;同时铅粗精矿的品位和回收率也得到了显著的提高。因此,在铜铅混合精矿分离前增加浓缩脱水作业可以显著改善铜铅分离效果。
3.3 闭路试验
在条件试验、浓缩脱水效果试验及开路试验基础上确定了图3所示的闭路试验流程,试验结果见表11。

表11 闭路试验结果 %
从表11可以看出,采用图3所示的工艺流程处理该矿石,可较好地实现铜铅锌的分离,最终获得了铜品位为26.18%、回收率为81.45%、铅锌含量分别为0.98%和2.56%的铜精矿,铅品位为54.07%、回收率为90.46%、铜锌含量分别为0.68%和1.34%的铅精矿,以及锌品位为51.06%、回收率为93.65%、铜铅含量分别为0.75%和0.11%的锌精矿。
结合表5可以看出,与模拟现场流程的试验结果相比,铜精矿的铜品位和回收率分别提高了2.66和12.20个百分点,铅精矿铅品位和回收率分别提高了25.80和54.43个百分点,锌精矿锌品位和回收率分别提高了0.58和0.47个百分点,铜精矿和铅精矿指标提高幅度相当显著。
4 优化后的生产实践
优化后的生产实践同时在选矿厂的2个选矿系统进行。由于矿区水资源缺乏,回水中药剂残余浓度较高,直接用于生产,对浮选指标有较大影响,因此,铜铅混合浮选作业及选锌作业采用回水,而为了保证铜铅分离效果,铜铅分离作业采用全新水。工业实践的工艺流程及药剂制度见图3,工艺技术优化前后的生产指标见表12。
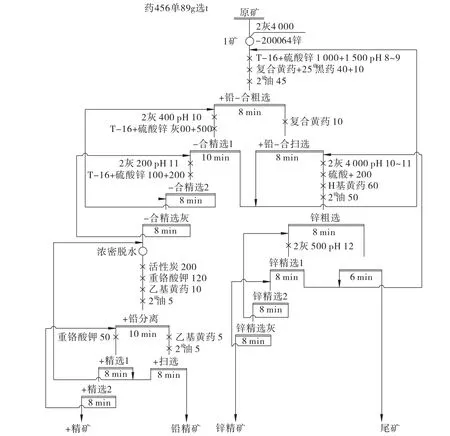
图3 闭路试验流程
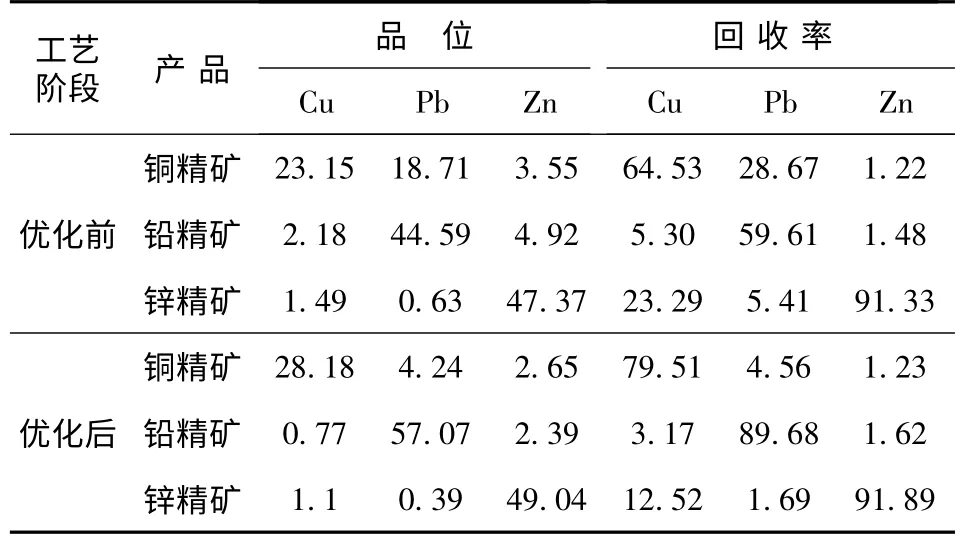
表12 工艺技术优化前后的生产指标 %
从表12可以看出,工艺技术优化后,铜、铅、锌精矿指标得到了显著的提高:铜精矿铜品位和回收率分别从23.15%和64.53%提高至28.18%和79.51%,铅精矿铅品位和回收率分别从44.59%和59.61%提高至57.07%和89.68%,锌精矿锌品位分别从47.37%和91.33提高至49.04%和91.89%,铜精矿、铅精矿指标提高幅度显著,达到了预期的铜铅锌分离效果。
5 结语
(1)内蒙某难处理铜铅锌多金属矿石现场分离效果差的主要原因是黄铜矿与闪锌矿嵌布关系紧密,铜锌难以分离;矿石中较高含量的次生铜对锌矿物有活化作用,因而铜锌分离难度大;矿石中较高含量的铅铁矾使浮选泡沫发黏,恶化浮选过程。
(2)优化后的工艺采用了对锌有强抑制作用、且对铜铅有相当活化作用、对矿浆泡沫发黏有显著消除效果的矿浆组合调整剂T-16+硫酸锌,为较好地实现铜铅与锌的分离创造了条件。
(3)铜铅分离前的脱药由改造前的单一活性炭脱药改为浓缩脱水+活性炭联合脱药,改造后脱药效果显著改善,为铜铅分离创造了条件。
[1] 王荣生,等.某银铜铅锌多金属矿选矿工艺试验研究[J].矿冶,2004(3):38-41.
[2] 童 雄 周庆华 何 剑,等.铁闪锌矿的选矿研究概况[J].金属矿山,2006(6):9-12.
[3] 李荣改,宋翔宇,张雨田,等.复杂铜铅锌多金属矿的选矿工艺试验研究[J].矿冶工程,2012(1):42-45.
[4] 李荣改,宋翔宇,张雨田,等.青海某复杂铜铅锌多金属矿石选矿工艺研究[J].金属矿山,2010(12):67-71.
[5] 李文辉,高 伟,牛埃生.新疆某铜铅锌多金属硫化矿选矿工艺研究[J].金属矿山,2010(12):58-62.
[6] 范 娜,李天恩,段 珠.复杂铜铅锌银多金属硫化矿选矿试验研究[J].矿冶工程,2011(4):48-50.
[7] 张成强,李洪潮,张颖新,等.某复杂铜铅锌多金属矿浮选试验研究[J].现代矿业,2009(3):41-43.
[8] 刘玫华,梁溢强,张旭东,等.云南某铅锌多金属矿选矿试验研究[J].金属矿山,2011(9):101-106.
[9] 毛士平,崔长征.陕西某铅锌矿铅锌分离试验[J].现代矿业,2010(10):53-55.
[10] 李红玲,梁友伟.云南某多金属硫化矿选矿试验[J].金属矿山,2011(7):82-85.
[11] 吴双桥.低品位铅锌硫化矿铅锌分离试验研究[J].矿产综合利用,2010(4):15-19.
[12] 张生武,刘明实.西藏某铜铅锌多金属硫化矿石选矿试验[J].金属矿山,2011(2):72-75.