编码器切换片专用检具的设计
2013-06-26李灵
李 灵
(广西机械高级技工学校,广西 柳州545005)
图1所示的切换片是旋转式编码器中的一个高精密冲压零件,采用弹性较好0.15 mm厚度的磷铜材料,为了提高生产效益,通常采用多排高速冲压生产,但由于在测量65±0.5°时,传统的测量方法存在测量时间长和测量数据不准确的缺点,从而限制了生产效率,因此,在模具设计时最多只能采用一出二排样,冲压生产速度最高为150次/min,模具的有效利用率小于25%,即模具维修和产品检测占用了大量时间。

图1 切换片
对图1进行分析,3-Ф1.2 mm为定位基准孔,当压爪从自由高度1.7±0.1 mm被压紧至作用高度为1±0.1 mm时,压爪的作用角度公差要求为±0.5°,换算成位置公差为±0.04 mm,由于公差要求非常高,如何精确、快速地测量作用角度65±0.5°至关重要。传统的测量方法是采用20倍率投影仪,把切换片压爪朝下放置于工作台后,在两侧放置厚度1±0.1 mm的垫片,再盖上透明玻璃板,使切换片处于作用高度。由于反光作用,压爪与工作台的接触处会在投影屏上显示出一个模糊的小的亮点,根据此亮点,就可以粗略地测量出作用角度。此检测方法不仅随机性大,且效率极低,每次测量耗时约12分钟,难以承担最低12PCS/H要求的抽样检验工作量。而且测量时容易受到人为因素影响,因此测量数据存在不确定性,如以此数据作为模具维修的依据,维修模具时容易造成困扰,这是生产厂家目前最需解决的难题。而本文所提供的编码器切换片专用检具却可以彻底有效地解决上述难题。
1 专用检具的结构
图2所示为专用检具的结构图,检具主体由检具底座1、固定板9、定位板10、盖板11和摆臂20组成,相互之间用圆柱销精密连接定位,摆臂20安装在定位板10内,可以前后摆动。摆杆3与摆臂20用螺丝连接,起杠杆放大作用。校正指针时,需将校正销钉12安装到摆臂20和检具底座1,再校正角度标尺2,使其校正基线与指针13对齐,实际测量时需拆除校正销钉12。接触片17、绝缘片18和摆臂20用定位销精确导正后,分别用胶水粘合,然后拆下定位销,用三根细导线通过定位孔引出,并把线头焊接在接触片17上,最后把接触片17在凹槽处分割成3片,确保相互绝缘。工件导正销19起到对工件精确定位作用。支架4上的三个发光二极管5分别和三块接触片17用细导线16分别连接,即对应于待测量工件15不同的压爪。

图2 检具结构图
当开始测量时,压紧块14在压紧片6的作用下使工件15向下压,处于作用高度。然后用手细心缓慢拨动摆杆3,综合观察记录角度标尺2和各个发光二极管5的状态,就可以测量出每个压爪的作用角度。
2 专用检具的检测原理
检具的检测原理如图3所示,三块接触片作为电极用导线分别连接到支架上的三个发光二极管,工件作为另一个公共电极,只要工件的压爪与接触片有接触,电流就会导通,发光二极管就会发光。接触片上开有夹角为7°的绝缘槽,绝缘槽边线与工件共圆心,目的是模拟切换片的实际工作状态。开始检测时工件固定不动,指针指向零刻度,压爪与接触片的作用切线大约位于绝缘槽中间位置,电流不能导通,所有发光二极管都不亮。随着摆臂的缓慢转动,当其中的一个压爪作用切线与绝缘区的边线接触,工件与接触片电流导通,则相对应的发光二极管发光,此时需观察并记录角度标尺的读数,以此类推,最终得到六个读数(正向和反向转动各三个),再对数据进行优化换算,即可获得精确的作用角度。整个测量过程90秒内即可完成,做到又快又好。

图3 检具检测原理图
由于是多模腔生产,需对各模腔的工件进行压印标识区别,并对各压爪编号,如图4所示,压印标识可以是方形、圆形和三角形等。
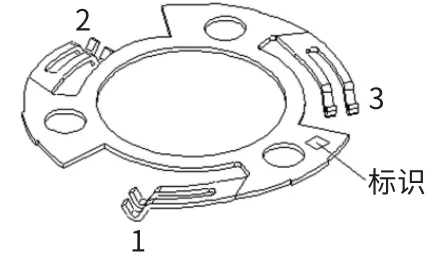
图4 工件压印标识及压爪编号
为简化程序,应采用图5所示的角度标尺,其中间的校正基线用于校正指针,校正基线两侧有正向和反向两组角度刻线,两条零度刻线之间的夹角为7°,与接触片的绝缘区的夹角相同,刻度读数为0.2°,最小读数0.1°,读数为正数时表示作用角度增大,负数表示减小。图中R值为摆臂旋转中心到标尺的距离,根据实际需要设定,它决定了检具的放大倍率,即放大倍率=R/压爪半径。实例中R=190 mm,压爪半径为4.9 mm,则放大倍率=190/4.9≈39倍,完全达到精密检测要求。
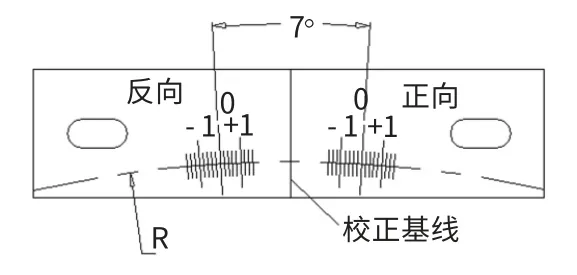
图5 角度标尺
在实际生产时,采用检测表单的方式记录数据,如表1所示的表单,不符合公差要求±0.5°的数据标记出来,表单清晰明了,非常实用。

表1 65°切换片作用角度检测表
3 结束语
生产实践表明,采用了新的检测技术后,极大地提高了产品检测和模具维修效率,因而获得了极大的生产效益,值得在企业中推广应用。
[1]陈炎嗣,郭景仪.冲压模具设计与制造技术[M].北京:北京出版社,1991.
[2]谢 诚.检验夹具设计[M].北京:机械工业出版社,2001.
[3]何红华,马振宝.互换性与技术测量[M].北京:清华大学出版社,2008.
