某小型薄壁零件工艺规划与工装设计
2013-06-18中国空空导弹研究院河南洛阳471009
中国空空导弹研究院(河南洛阳 471009)吴 东
该零件使用的是定制材料,每批材料有好有坏,状态和一致性不稳定,是加工中需要考虑的因素。根据使用需要和加工需求图样几经变动,现为如图1所示的状态。
一、工艺规划
1.零件结构尺寸特点与要求
零件材料为镍铜合金棒材,规格φ45mm,无表面处理和热处理要求,结构尺寸如图1所示。
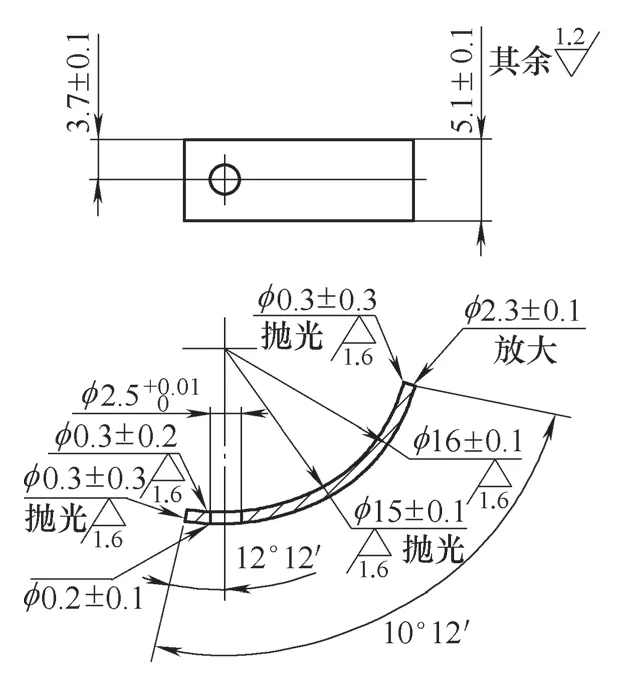
图1

2.机械加工工艺性分析
(1)零件分析 根据零件设计要求,工艺规程设计及加工中要考虑:①零件使用的镍铜合金只有φ45mm的棒材,初始硬度≥38HRC,不利于切削加工。②设计要求材料芯部φ15mm部分不能用于零件加工,需要制定专门措施保证。③零件结构简单,外形为回转体结构,在受限制的材料上实现最大的材料利用率要详细分析计算。④零件外形为回转体结构,厚度在0.8~1.2mm,加工圆弧面上φ2.5mm孔时,装夹困难,定位孔的角度尺寸不易测量。⑤零件(R 15±0.1)mm的圆弧面上各处均要求抛光,圆弧面抛光需要辅助手段。

二、工装设计及使用
1.工装设计

图2所示的方式,当顶紧零件时,零件与定位面间将出现间隙;对比图3分析,以外圆弧面作为主要定位面更有利于钻孔加工。
零件在(3.7±0.1)mm方向上的定位在工装使用中详细说明。

图2
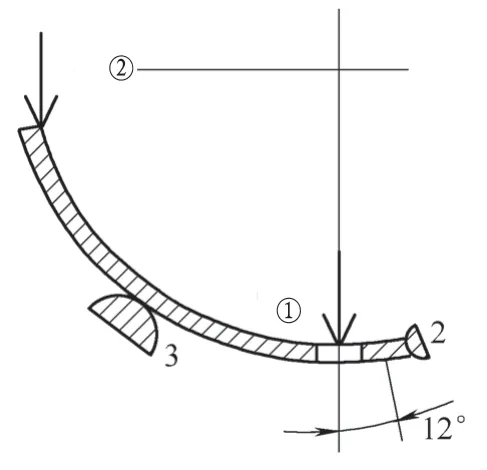
图3
结合上面分析,钳工工装需要保证如下几个方面的要求:①容易保证零件精度要求。②零件在工装上容易装拆,生产效率高。③定位简单有效,使用方便。④结构稳定性好,易于维护。⑤不易磨损,使用时间长。
(2)工装设计 工装材料使用45钢,设计图如图4所示,几个要点:①图中未带公差尺寸中外形轮廓尺寸公差均为±0.5mm,其余为编程尺寸。②保证工装厚度尺寸(7.4±0.01)mm,两个大面平行度0.03mm,表面粗糙度值Ra=1.6μm后再加工其余要素。③圆弧中心定位尺寸以加工出来的实测值为准。④工装加工完成后,使用高速钢材料,以φ5mm孔实测值配做一个φ2.45mm的钻套。⑤加工完成后调质处理,保证硬度≥38HRC。

图4
2.工装使用
工装使用时的状态如图5所示。
结合图4和图5,零件装在工装上后,使用虎钳装夹,一个大面定位,一个大面压紧,以设计尺寸,能很好保证孔的定位尺寸(3.7±0.1)mm。
钻孔完成后倒置装夹使用φ3mm孔即可实现铰孔。
经实践检验,工装有以下几个优点:①装夹方便,定位简单有效。②能很好保证零件上孔的精度要求。③φ3mm孔和钻套上下贯通,钻孔铰孔排屑方便。④工装上易损部件钻套耐磨,必要时从φ3mm孔能方便卸下,更换简单。

图5
三、结语
实践证明,工艺路线合理有效,工装简单实用。
