新型镗孔机设想
2013-06-17哈尔滨电机厂有限责任公司黑龙江150040钟程斌
哈尔滨电机厂有限责任公司 (黑龙江 150040) 钟程斌
在水轮机加工部件中,有很多联接用销孔,目前的加工方法主要为同镗或用镗模加工,以下为目前销孔加工方法的简单介绍:
1.目前的加工方法及问题
(1)用镗模来加工 镗模板一般成对加工,有时也单独加工或三件成套制造。镗模按照以下原则为指导:①对凸、凹两个镗模配合止口采用相同的加工工艺,保证凸、凹镗模定位止口同心度。②止口定位的凸、凹镗模进行同镗把合孔,用配加工方法复制额外所需镗模。③定位止口选择适合的配合公差保证螺钉的正确把合。
从设计的角度,可以采用一个带有凸、凹止口的镗模来加工联轴孔,如图1所示。

图1
镗模的问题:因镗模的加工精度高于工件的加工精度,当所需加工的工件精度较高时,镗模将无法或需采用较高精度的设备或工艺措施来保证,这势必会增加加工成本。另外由于镗模尺寸需要根据工件的尺寸来确定,而且水轮机不同机组的相同尺寸的工件基本没有,所以镗模的通用性很差。
(2)卧式同镗(以主轴与转轮体加工为例) 将主轴卧放与转轮体把合在一起,联接体放置在一对滚轮架和一个V形铁上,镗孔机从主轴法兰侧找正和镗削加工,如图2所示。
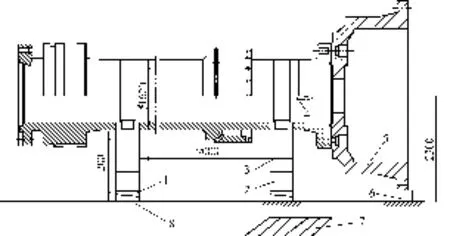
图2
技术特点和说明:机床按照主轴法兰背平面找正,每加工一个孔通过滚轮架转动主轴与缸体联接体,吊车需要扶持缸体,滚动时缓慢进行。将轴孔移动到机床可加工的位置后,设备根据主轴法兰背平面重新调整找正,每移动一个孔需要找正一次,以保证孔的垂直度精度,找正后联接体压牢。
机床设备采用落地式可移动镗床,镗杆需水平轴向伸出和进给,镗头具有径向移动,轴向实现进给和退刀功能。
卧式镗孔的主要问题:因为在加工完每一个孔后,需调整工件,难度很大,且如果定位不好,工件的相对位置会发生变化。
(3)立式同镗(以主轴与发电机轴加工为例) 主轴与发电机轴立式装配,同心度和垂直度调整合格后,加工联接销孔(见图3)。
技术特点和说明:加工过程中,与卧放时不同,每加工一个孔后,工件无需调整,而需重新调整设备,再加工另一个孔。
采用的机床设备:设备的进给速度需要手动调整,如调整的参数不合理,孔加工表面粗糙度精度将无法满足设计要求;镗孔深度以标尺为基准。调整找正由底座上的调整螺钉(前、后、左、右均可)完成,并用百分表对正。

图3
立式镗孔的主要问题:该设备镗孔完成后,孔的表面粗糙度为Ra=3.2μm以上,精度较低。对操作者的要求高,安装和加工都需要具有成熟操作经验的人员来完成。
2.新型镗孔机的要求
为了满足日益增多水轮机部件的加工要求和提高加工效率,新设备可以在工地进行加工,新设备的要求为:
(1)为减少工件的调整难度,采用便携式的镗孔设备,重量轻且尺寸小,不需要起吊设备,只需人工就可以移动和安装,这样可以大大节省等待吊车和安装设备的周期,满足工地吊车使用率高的条件。
(2)安装和调整简单且方便,目前所使用的设备有些安装方便但加工精度低,有些加工精度较高但安装复杂,新型设备可以采用电磁的方式固定,设备的加工主轴可以根据孔的位置调整且可以根据加工基准(比如主轴外径)进行找正来调整孔的位置。
(3)需具有很高的加工表面粗糙度和尺寸,在孔的长度较长(一般为600mm),内孔尺寸较大(一般为φ180mm)的情况下,表面粗糙度值至少为Ra=1.6μm以上,尺寸精度在0.03mm之内,设备的加工主轴刚性好,转速高。另外设备制造成本低通用性强。具有数控功能,有铣丝等功能。
