轧机换辊车传动方式改进设计*
2013-06-09王华勇周晓艳
王华勇,周晓艳
(浙江龙盛薄板有限公司,浙江上虞 312369)
轧机换辊车传动方式改进设计*
王华勇,周晓艳
(浙江龙盛薄板有限公司,浙江上虞 312369)
针对换辊车原设计传动方式的不足,改变原有传动方式,通过对减速箱齿轮的受力分析,计算出原传动所提供的扭矩,将减速电机更换为液压马达,生产实践证明,此改进可降低设备故障率,缩短换辊时间。
换辊车;传动;减速电机;液压马达
1 概述
轧机换辊车是热轧、冷轧钢铁厂轧钢生产线不可缺少的重要设备,换辊车一般由换辊大车、推拉车、侧移平台、导向装置组成,是用来在线、自动、快速更换轧辊的装置。
换辊车位于轧机操作侧,其换辊基本动作是将旧工作辊、中间辊从机架中抽出,新辊与旧辊同时横向移动,将新辊移至换辊位,然后推入机架。推拉车、横移平台、导向装置及新、旧辊安装或放置在大车上,大车可带动上述各部件移入或退出轧机换辊区域。推拉车用于将旧辊拉出机架,将新辊推入机架。横移车用于更换新、旧辊位置,使新辊放置在轧机中心线上,便于推拉车将新辊推入机架,导向装置为推拉车运行轨道。
2 推拉车改进前传动方式的问题
如图1所示,推拉车原设计由子母减速电机传动,主要由子母减速电机、联轴器和行走齿轮组成。某公司的双机架轧机生产线于2006年初投产运行,在初期使用的三个月内换辊车多次出现故障,每次拆开DEMAG原装子母减速箱后发现,电机端输入齿轮轴齿面全都被打坏,更换备件后不到一周输入齿轮轴仍旧被打坏,同时,二、三级因为一级齿掉下的齿形碎片斜齿轮表面也都被卡出很多缺口。多次维修后又购买2台备件(每台减速电机购价12万元),更换使用半年后同样故障再次出现。
减速电机为原装进口电机,本身无任何质量问题,子母电机减速机型号:KBA125B4,电机功率:8.5 kW,转速 1 395 r/min,电压 380 V,子电机型号: KBA80A4,电机功率0.83 kW,转速1 360 r/min,电压380 V,当换辊车接近轧辊时切换为子电机进行慢速行进。子母电机下方带减速比i=1∶120的三级斜齿式减速机。
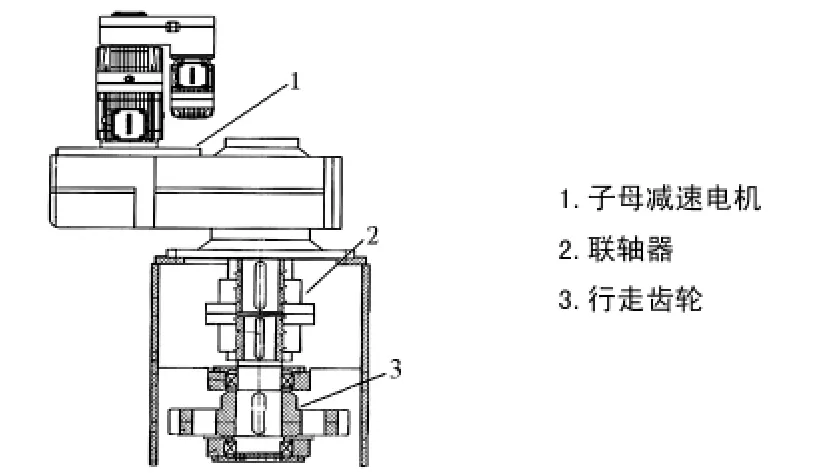
图1 改进前的传动方式
当轧机正常换辊时并不会出现上述损坏减速机的情况,但当轧机发生断带,断带部分卡在工作轧辊与中间辊中间或粘在工作辊表面,换辊车在抽拉辊子时,断带部分会卡在轧机内部设备上,导致轧辊无法抽出,此时操作工会不停的操作换辊车前进、后退动作,以使轧辊能从轧机牌坊中抽出,减速电机齿轮在此过程会承受相当大的冲击,以致远远超出设计的扭矩,从而破坏承受能力最差的变速箱输入级齿轮轴。
由于此种传动形式的缺陷,机组投产初期,减速电机的齿轮经常打齿,维修耗时较长,造成机组频繁停机,严重制约了机组的产量。
3 传动方式问题分析
针对原设计传动形式的缺陷,究其原因,主要是由于在不正常换辊时,频繁切换操作前进、后退动作,而机械传动振动大,冲击大,减速箱齿轮相对耐冲击能力不足,并且打齿后更换的齿轮与其它齿轮的同轴度、齿间隙控制不了,很容易再次出现同样的故障。
液压传动具有体积小、重量轻,惯性力较小,当突然过载或停车时,不会发生大的冲击;能在给定范围内平稳的自动调节牵引速度,并可实现无极调速;换向容易,在不改变电机旋转方向的情况下,可较方便地实现工作机构旋转和直线往复运动的转换;易实现过载保护等优点,而这些优点恰恰能改善该设备机械传动的缺点。按照该思路对推拉车传动系统进行了优化改进,改进后的传动装置结构如图2所示。
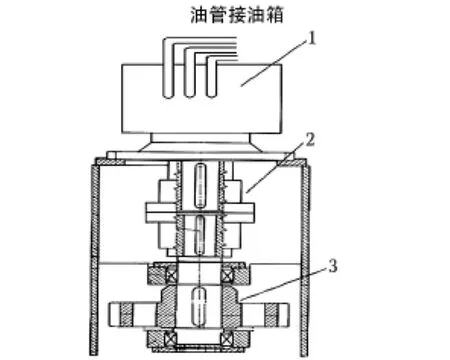
图2 传动装置结构
4 推拉车改进措施
4.1 改进方案
把原减速电机拆除,保留联轴器在内的其他设备,采用合适的液压马达替代减速电机,直接把液压马达和联轴器利用花键联接,并在设备底座焊接一个支座用来固定液压马达,利用机组原有液压站和阀台,再增加电磁换向阀、节流阀和相应油管即可实现一个工作回路。
4.2 液压马达选型
原设计提供动力的减速电机功率为8.5 kW,输出转速为1 395 r/min,根据扭矩和功率、转速的关系,可以算出该减速电机输出扭矩为:

式中:T为扭矩,N·m;P为功率,kW;n为转速,r/ min。
因为减速箱起到放大转矩的作用,故输出端扭矩为:

根据计算出的转矩选择液压马达,同时考虑现场实际使用中的问题,将力矩放大1倍,即单台液压马达需要达到13 964 N·m的转矩才能符合,同时还需要符换辊车的换辊速度不能太小,单台液压马达要达到以上数值很难,即使能达到外型尺寸也相当庞大,拆除原有子母减速机的位置本来就很狭小,而且2台减速机是横向排阵,相互之间挨的很近,又不能改变原有用来驱动的齿轮轮条的位置。通过与液压马达厂家多次沟通,决定抛弃常见的液压马达结构,采用液压马达加行星齿轮的组合方式,这样液压马达就可以选用的较小,通过行星齿轮来放大力矩,并在液压马达与行星齿轮减速机联结部位增加一液压抱闸,这样可以用来控制换辊车的启停。如果发生断带情况,当抽子被卡死时,液压马达最多是抽拉不动辊子,而不会出现像子母减速机那样的损坏情况,最终选定液压马达型号为低速大转矩液压马达,厂家型号为: 2KB1550ZD,额定工作压力17 MPa,额定输出转矩: 13 100 N·m,最大输出转矩15 800 N·m,行星齿轮减速比i=1∶24,输出转速1~10 r/min,考虑节省改造的成本,采用两组相同液压阀组叠加节流阀来控制同一液压马达,两组节流阀调节成不同速度,这样在换辊车行进过程中只需切换不同的液压阀即可实现快慢速而无需购买昂贵的比例控制阀,同时为实现两台液压马达的同步,在液压管路上加装管式节流阀。
4.3 试验应用效果
此项改造共花费两万多元,从2007年改造完成后使用至今,除行星齿轮减速箱的输出端骨架油封更换过两次外无任何其它故障。而且在断带时,两台液压马达提供了相当于原来需四台子线减速机才能有的推拉力,使抽拉辊子更加方便,缩短了换辊时间,达到预期目的。
5 结语
换辊车在轧钢工厂应用非常广泛,改进之前也参观了同行企业,发现存在同样的问题,严重制约了产量,增加了维修难度。改进后该设备一直运行安全可靠,不仅解决了之前减速机频繁打齿的问题,还大大减少了换辊时间。
[1] 成大先.机械设计手册[M].第四版.北京:化学工业出版社,2002.
Improvement Design for the Transmission Mode of the Roll Change Carriage in Rolling Mill
WANG Hua-yong,ZHOU Xiao-yan
(Zhejiang Lonsen Steel Strip Co.Ltd,Shangyu Zhejiang 312369,China)
The defects of the old transmission mode is analyzed,the force analysis of the gear in reduction box is analyzed and the troque of the old mode is calculated.According to these analysis,the old transmission mode should be changed to hydraulic motor.It is proved that this improvement could reduce the failure rate and shorten the roll changing time effectively.
roll change carriage;transmission;gear motor;hydraulic motor
TH122
B
1007-4414(2013)05-0160-02
2013-08-12
王华勇(1979-),男,浙江绍兴人,助理工程师,主要从事冷轧生产设备管理和技术方面的工作。
