卷取炉导板升降装置系统优化及应用*
2013-06-09栾宜强朱圣菊
栾宜强,朱圣菊
(山东泰山钢铁集团有限公司,山东莱芜 271106)
卷取炉导板升降装置系统优化及应用*
栾宜强,朱圣菊
(山东泰山钢铁集团有限公司,山东莱芜 271106)
通过拆除驱动元件气缸缸座内防尘圈,减少了柱塞与缸座缓冲孔的摩擦,使气体能快速通过缓冲孔作用在活塞上,在保证气缸正常工作的同时减少了气缸的启动和缓冲时间。更换其控制元件,提高其换向的灵敏性,缩短换向时间。并对管路系统改造优化,可提高气缸的反应速度,缩短卷取炉导板装置的升降时间,提高炉卷轧机的穿带速度和轧制速度及轧件头尾表面质量。
快速升降;汽缸;速度;温度;质量
1 引言
当前国内轧钢企业炉卷轧机卷取炉导板升降装置一般采用以下两种牵引方式:①炉卷轧机由四辊精轧机和两台卷取炉组成,卷取炉分为上下两部分,上盖可以吊走,下半部分用钢架支撑,下半部分设有正确引导带钢进入芯轴槽口的上下导板装置,上下导板分别由四台气缸控制其上升下降,气缸的伸缩动作采用电磁换向阀控制。此种方式工作介质为压缩空气,成本低廉,设计安装简单,使用维护方便。但气缸的体积大,其动作速度不平稳,严重影响着轧线的轧制速度和轧件头尾表面质量和温度。国内炉卷轧机如张家港浦项、酒泉等钢厂均采用此种牵引方式;②为上下导板装置(以下简称导板装置)分别由4台伺服油缸控制其上升下降,油缸的伸缩动作采用伺服阀控制。此种方式工作介质为液压油,成本高,液压缸所占空间小,设计安装复杂,由于处于高温区如出现泄漏易发生火灾事故。但其动作速度平稳,速度可调范围大,能根据不同的轧制速度,调节上下导板升降速度,满足轧线生产要求。国内如江苏南钢等炉卷轧机采用此种方式。
泰山钢铁集团有限公司热轧不锈钢厂炉卷轧机的导板装置采用第一种牵引方式,导板装置分别由4台气缸控制其上升下降,气缸的伸缩动作采用三位四通电磁换向阀控制。在不锈钢轧制工艺中要求“抢温、快轧”,也就是说带钢温度要高且恒定,穿带和轧制速度要快。穿带速度和轧制速度慢,会使带钢头尾温差过大,极易使AGC压下自动控制系统不稳定,造成带钢成品厚度不均匀、表面质量差。特别是在轧制3.0 mm以下薄规格不锈钢产品时极易造成跑偏和废钢事故。炉卷轧机作为整条热轧线的核心设备,其穿带速度和轧制速度直接影响到带钢质量。而气缸作为炉卷轧机导板装置的驱动元件,其动作速度特别是起始速度慢将严重影响轧线的穿带速度和带钢头尾表面质量。
2 炉卷轧机中气缸工作原理[1]
如图1所示:气缸主要由缸座、内防尘圈、缓冲柱塞、活塞、活塞密封圈、端盖及密封等组成。其工作原理:当活塞在压缩空气推动下向右运动时,缸右腔的气体经柱塞孔及缸座上的气孔排出。在活塞运动接近行程末端时,活塞右侧的缓冲柱塞将柱塞孔堵死、活塞继续向右运动时,封在气缸右腔内的剩余气体被压缩,缓慢地通过缓冲阀经气口排出,从而取得缓冲效果,使活塞在行程末端运动平稳,不产生冲击。调节缓冲阀阀口开度的大小,即可控制排气量的多少,从而决定了被压缩容积(称缓冲室)内压力的大小,以调节缓冲效果。若令活塞反向运动时,从缸座右气孔输入压缩空气,推动活塞向左运动。
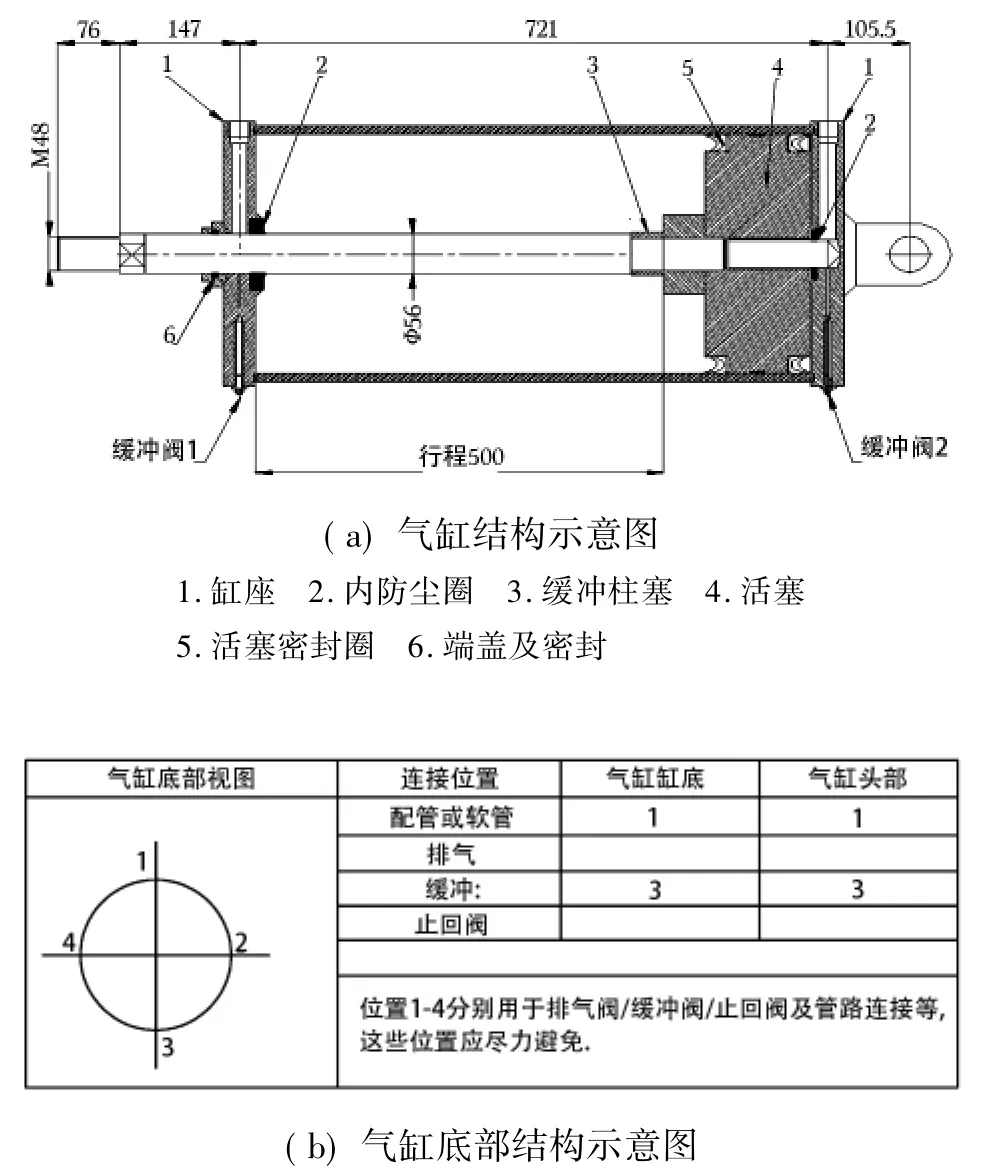
图1 工作原理
3 设备结构及存在问题
3.1 导板装置的工作原理
如图2所示,导板装置由靠近夹送辊的下导板和靠近卷筒的上导板组成。
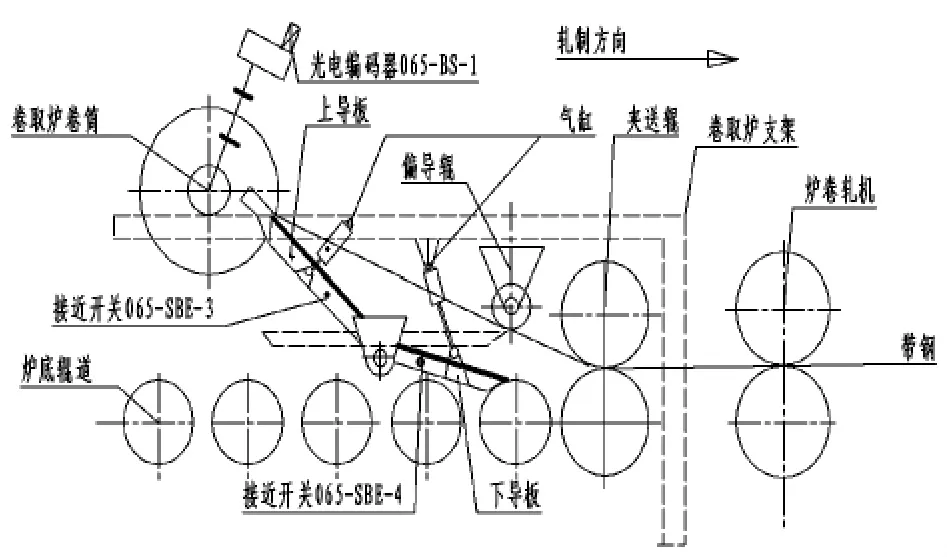
图2 导板装置工作原理简图
两段导板分别由两个气缸带动,两段导板围绕同一根心轴摆动,在卷取及开卷过程中下导板位置是固定的,当钢板离开卷取炉后,下导板抬起到水平位置;上导板在钢板离开轧机后要进入卷取炉进行卷取时,上导板处于导向位置。当钢板头部进入卷筒槽口开始进行卷取时,上导板下降到水平位置。当钢板离开卷取炉后,上导板下降到水平位置,此时上、下导板作为炉门使用。上、下导板的极限位置由接近开关进行控制。导板心轴通过旋转接头进行内部冷却,导板内通循环水进行冷却。带钢进入精轧机进行轧制之前,导板应处于导向位置,即上导板处于上极限位置,下导板应处于下极限位置。当钢板进入卷筒槽口,(由卷筒上的编码器计算钢板头部位置)卷筒和偏导辊开始旋转进行卷取,之后上导板下降至水平位置。
3.2 存在问题及改进的原因
在机械工业中,气压传动主要是依靠气体压力来对执行机构运动进行控制。气动执行机构(气缸)的活塞在控制元件(换向阀)的控制下实现设备的负载运动。泰钢热轧不锈钢厂原导板装置配套气缸型号φ500 mm×φ56 mm~500 mm,升降速度50 mm/s,相应炉卷轧机穿带速度1.5 m/s,正常生产时,1.5 m/s的穿带速度无法满足薄规格不锈钢轧制要求,必须将炉卷轧机穿带速度提高为2.8 m/s,而相对应气缸升降速度必须达到100 mm/s,如果导板装置的升降速度问题不能得到解决,薄规格不锈钢产品将无法轧制,轧线轧制速度将无法提高,影响正常生产。因此加快气缸的动作速度缩短卷取炉导板装置的升降时间,就容易提高炉卷轧机的穿带速度和轧制速度,减小带钢头尾温差,AGC压下自动控制系统就会更加稳定,减少带钢成品厚度不均匀、表面质量等缺陷,提高成品合格率。
4 改进的内容及实施过程
经实践和分析发现影响汽缸运行速度的因素主要有以下两个方面。
4.1 气缸自身设计存在的问题
导板装置气缸为双作用缓冲气缸,气缸由缸体、活塞、活塞杆构成,分为有杆腔和无杆腔[1]。两腔受压后用于活塞杆的伸缩,在气缸的两端设有缓冲装置,使活塞在行程末端运动平稳,不产生冲击现象。气缸两缸座分别装有内防尘圈,防尘圈起着防止灰尘进入和导向作用。所述的气缸两缸座分别装有内防尘套圈,经实践检验防尘圈,在气缸内部,起不到防尘作用,反而加大活塞杆的摩擦,制约着活塞杆的动作速度;且与气缸两缸座设有的缓冲阀形成双重缓冲,由于缓冲过大同时阻碍了气缸的动作速度。
4.2 气缸的改进
拆除气缸缸座内防尘圈使缓冲柱塞能顺利进入缸座缓冲孔,减少了柱塞与缸座缓冲孔的摩擦,气体能快速通过缓冲孔作用在活塞上。在保证气缸正常工作的同时减少了气缸的启动和缓冲时间。此外,将活塞两侧的缓冲柱塞端部的倒角加大,以将原有倒角3×15°改为6×45°从而增加缓冲柱塞受力面积。经现场使用后效果明显。
4.3 辅助系统存在的问题及辅助系统优化
原配套国产三位四通电磁换向阀响应速度慢,灵敏度低,换向时间约为100 ms.更换美国产型号为: ROSS-W7077C63311 24DC三位四通电磁阀,换向时间约为30 ms。使其响应速度加快,提高其换向的灵敏性,缩短换向时间。
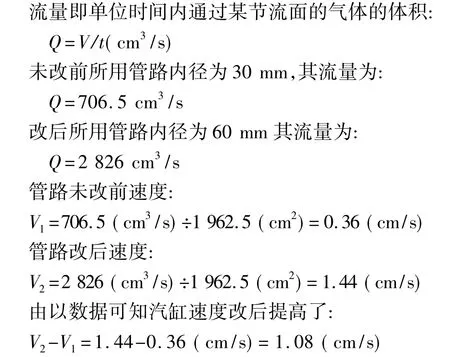
通过气压传动原理公式:V=Q/A可知在相同活塞面积下,增加气体流量也可以提高气缸速度[2]。在此原理下,对气缸辅件管路部分进行了改造,将原来内径30 mm的钢管改为内径为60 mm的钢管。汽缸活塞直径为500 mm,具体计算如下:
5 改进效果
如表1所示,实践证明,此次导板气缸系统优化效果显著。气缸的升降速度明显提高,卷取炉导板装置的升降速度加快了50 mm/s,导板装置的升降时间缩短了5.5 s,炉卷轧机的穿带速度由原来的1.5 m/s提高到2.8 m/s,满足轧线轧制要求。

表1 改进前后参数对比
6 结语
通过采取拆除气缸缸座内防尘圈改进气缸两端缓冲装置及更换控制元件、改造管路等措施,大大提高了气缸的反应速度,缩短了卷取炉上下导板的升降时间,提高了炉卷轧机的穿带速度和轧制速度,提高了成品合格率;同时也为国内同类型炉卷轧机轧钢企业提供借鉴。
[1] 师忠秀.机械原理[M].第1版.北京:机械工业出版社,2012.
[2] 白 柳,于 军.液压与气压传动[M].第1版.北京:机械工业出版社,2011.
Optimization and Application of Steckel Mill Guide Plate Cylinder System
LUAN Yi-qiang,ZHU Sheng-ju
(Shandong Taishan Steel Group Co.,Ltd,Laiwu Shandong 271106,China)
By removing the dust ring cylinder driving element,the friction between the plunger and the cylinder seat cushion hole is reduced,and the gas could pass the cushion hole acting on the piston in the cylinder which ensures normal operation of the cylinder while reducing the start-up and buffer time.The control element is replaced,which could improve the sensitivity of its commutation and shorten commutation time.The speed of steckel mill conveyor and rolling is improved,due to the increased speed of response of the cylinder and shorten the rise and fall times of the guide device,by removed the dust ring of guide device steckel mill cylinder rod chamber cover,by improved cylinder ends cushioning unit and auxiliary systems reform and other measures.Thus,the quality of the rolled piece surface is improved.
quick lift;cylinder;speed;temperature;quality
TH12
A
1007-4414(2013)05-0054-03
2013-08-06
栾宜强(1977-),男,山东莱芜人,工程师,主要从事机械设计方面工作。
