中小型服装制造企业生产物流的优化
2013-06-01李衡福建船政交通职业学院交通经济系福州350007
李衡(福建船政交通职业学院 交通经济系,福州 350007)
中小型服装制造企业生产物流的优化
李衡
(福建船政交通职业学院 交通经济系,福州 350007)
针对中小型服装制造企业生产线平衡率低下、物流同步化差,采用“单件流”生产方式,构建生产物流优化模型。同时以某中小型服装制造企业生产物流为例,进行实证分析、模型求解和优化评估。实践证明,采用“单件流”生产方式,大大提高了生产物流速率和企业生产效率,从而提升了企业竞争力。
中小型服装制造企业;生产物流;单件流;优化
随着全球性经济危机影响的进一步扩大加深,贸易摩擦不断加剧,我国出口服装制造企业所拥有的成本优势正在逐渐弱化,其生存更加艰难。为摆脱困境,企业应该首先优化生产物流系统。在优化生产物流系统的各种方法中,精益思想体系中的“单件流”生产方式易于实现,企业通过有效的精益改善,可减少不必要的浪费,降低运营和生产物流成本,逐步积累优势,实现转型。
一、“单件流”思想
“单件流”是每次生产和移动一个(或一个小的、固定批量的)工件,使得工件尽可能连续通过一系列的加工步骤,并且每一步都刚刚在下一步需要的时候完成[1-2]。
“单件流”生产方式是按照产品对象专业化的原则,把人员、作业场地、设备按照产品的生产工艺顺序进行合理设计编排,使产品在生产过程中进行单件的生产流动,即每道工序有且只有一个半成品或者成品。各道工序进行无缝衔接,前道工序完成,就马上流动到后道工序继续进行加工,因而工序间几乎不存在搬运距离,也不存在在制品库存,且一旦生产出次品,能够立即被发现,并进行弥补,对产品质量可进行有效的控制[3-5]。按照“单件流”思想,企业必须保证生产的同步化,即各道工序之间不存在在制品库存;为实现生产的同步化,整个生产过程应按照一定的节拍进行,使得整个生产过程有序均衡地进行。
二、某中小型服装制造企业生产物流优化的实践
1.生产物流优化目标
某企业是一家典型的中小型服装制造企业,主要按订单批量加工生产外贸服饰,它采用“捆包式”物流方式进行生产。如50件或60件等同型号服装的裁片、半成品捆扎在一起,按该款服装的生产工艺顺序移动进行缝制。不同款式服装,工序流程都有所不同,但差异不大。通过实地观察发现,其生产物流存在以下四个问题:一是生产物流路径迂回、不畅。一方面生产线上各机台的作业位置随意摆放,导致相邻工序衔接不畅,其工序物流的路径不是最短,出现迂回搬运、无效搬运的情况;另一方面没有规划出应有的通道,导致物料搬运困难,增加搬运时间,降低搬运效率。二是搬运强度大。生产线上的作业人员每天要来回搬运5~12次,每次走动距离都较远,大量时间浪费在搬运作业上,生产效率较低。三是物流设备使用手推车,占用实际面积较大。由于各个物流路径的不畅,手推车的移动难度也加大,增加了搬运时间。四是在制品库存堆积严重。由于生产安排的不均衡,导致生产线平衡率低下,生产物流同步化差。每天生产线上平均投入生产600件左右,产出250件左右,生产线上在制品库存堆积每天约35 0件。
为解决以上生产物流存在的问题,针对生产线上工位数已经确定的情况,实现生产线平衡率最优化。这首先需要优化生产节拍,才能实现生产物流的平衡。运用“单件流”思想,结合企业的生产现状,按照服装行业的生产工艺流程,对产量最大的J2059款冲锋衣的生产过程进行生产线平衡优化,并对优化效果进行验证分析。
2.构建生产物流优化模型
(1)对工艺流程进行工序分解。按照样衣分解法、经验分解法将工序分解为33道最小工序。使用秒表对每道工序生产加工时间进行多次的计时测评。通过对各道最小工序的拆分和测时,得出J2059款冲锋衣的生产细分工序时间(见表1)。
(2)测定工时顺序。服装生产流程为:图样→初样→打样→打印出图纸→裁剪→缝纫→成品包装。当客户提供的仅是对某种款式的需求时,首先,企业需要根据客户的要求设计服装款式,得到服装样式的初步图稿;其次,企业需要与客户反复交涉确定服装的颜色、款式、做法和尺寸,即确定初样;第三,企业专业技术人员根据初样在电脑上利用C A D软件对初样进行修改,对裁剪的顺序进行排版以提高布料的利用率,将服装的最终样式及裁剪顺序在图纸上表示出来,即打样;第四,利用专业打印机打印出裁剪图纸,裁剪机器根据图纸进行裁剪;最后,将裁剪规范的面料运至生产流水线处,交给流水线上的工人开始缝纫。一条生产线一般需要15~20人,依据服装款式的繁简程度生产线需要人数会有所变动。服装制成后分批送至包装车间等待打包装箱。其包装流程为:清洁(吸灰尘)→整烫→包装流程(挂牌、折叠、装袋、装箱)。

表1 J2059款冲锋衣的生产细分工序时间
此外,进行生产物流的优化,首先要注意各道最小工序之间的先后顺序,即某些工序存在技术上的顺序要求,如剪口袋的工序必须在三线锁边之前完成。实际的生产物流平衡问题是在工序约束的条件下进行工序的分配,使得平衡率达到最优。因此,需要按照工艺要求画出有向无环的作业顺序图,其中每个圆圈内数字表示作业序号,每个圆圈侧方数字表示作业时间,箭头表示作业的先后顺序,绘制工序优先关系图。
(3)建立优化模型。由于该问题规模较小,于是采用试算法对生产物流进行优化计算。根据给定工作地数目和所有的工序工时,计算出流水线生产的理论最小节拍,然后对工作地进行工序分配,最终确定实际的生产节拍,并进行优化结果的分析和评判。如果符合要求,则优化完毕,否则重新进行工作地的工序分配。生产物流平衡优化模型如图1所示。
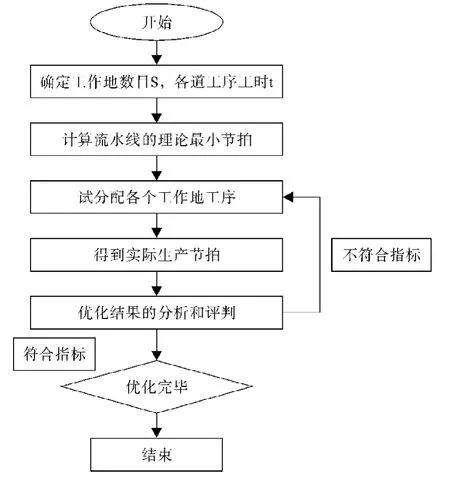
图1 生产物流平衡优化模型
3.生产物流优化模型的计算步骤
(1)确定工作地数目S和各道工序工时t。根据生产工艺流程,制作冲锋衣工作地数目已知S=13,最小工序分解道数m=33,测定各道工序的工时。
(2)计算流水线的理论最小节拍r。

(3)分配各个工作地工序。根据理论最小节拍和冲锋衣制作工序,对服装生产车间的13个工作地进行工序试分配,分配方案见表2。

表2 J2059款冲锋衣的工作地工序分配方案
(4)确定实际生产节拍。根据该分配方案,由表2可知,所有工作地最长的作业时间为120s,因而可确定实际生产节拍R=120s。
4.生产物流优化结果分析和评判
(1)生产物流平衡率。生产物流平衡率又称编制效率,是用来表示生产线平衡优劣程度的指标[6]。平衡率越高,生产流水线的同步化程度越高,企业的生产效率也就越高。其计算公式为:

其中,R为生产线的实际生产节拍,S为生产线的实际工作地数目。
依照行业惯例,若生产物流平衡率低于8 5%,则不能投入生产,需重新进行优化处理,直至其平衡率达到要求。生产物流平衡效果评判标准为:当生产物流平衡率η≥90%时,评判结果为优;当生产物流平衡率85%≤η<90%时,评判结果为良;当生产物流平衡率η<85%时,评判结果为差。J2059款冲锋衣生产物流平衡率为:

根据生产物流平衡效果评判标准,得出该项指标为优。
(2)工作地负荷率。工作地负荷率是指每个工作地的实际作业时间Ti与流水平均节拍即理论最小节拍r的百分比[7]。其计算公式为:

当工作地负荷率在90%~110%之间,可认定为负荷率均衡。依照(3)式计算每个工作地负荷率,结果见表3。由表3可知,经优化后各个工作地负荷率控制在90%~110%之间,表明各个工作地负荷率均衡。
通过生产物流平衡率和工作地负荷率两个指标的评判,可判定生产物流平衡效果较优,该优化分配方案可行。
三、结果与结论
采用“单件流”生产方式,通过生产物流平衡优化模型,对J2059款冲锋衣进行了优化。优化前,该款冲锋衣生产节拍为173s,每天产量为250件,在制品库存堆积350件左右,平均搬运距离为36.9m。优化后,该款冲锋衣每件生产节拍为120s,每天平均产量为360件,在制品库存堆积少于5件,平均搬运距离为9.5m。因此,优化后每件生产时间缩短30.6%,每天平均产量提高4 4%,在制品库存大大减少,搬运距离缩短了74.3%。可见,在制品库存、搬运距离显著优化,企业生产效率大大提高。
生产物流系统涉及企业内部物流活动的全过程,直接影响企业的产品质量、生产成本、生产效率,继而影响企业在市场上的竞争力,因而优化生产物流系统对处于困境中的企业而言显得尤为重要。其中生产物流是在同一条生产线上各道工序之间的物流,关乎产品的顺畅生产。虽然在中小型服装制造企业生产物流的优化研究中取得了一定的进展,但随着某企业的扩大、服装款式的变化频繁、工艺难度的加大,生产物流会涉及混流生产,对生产物流优化方法的选择和设计仍有待于进一步研究。
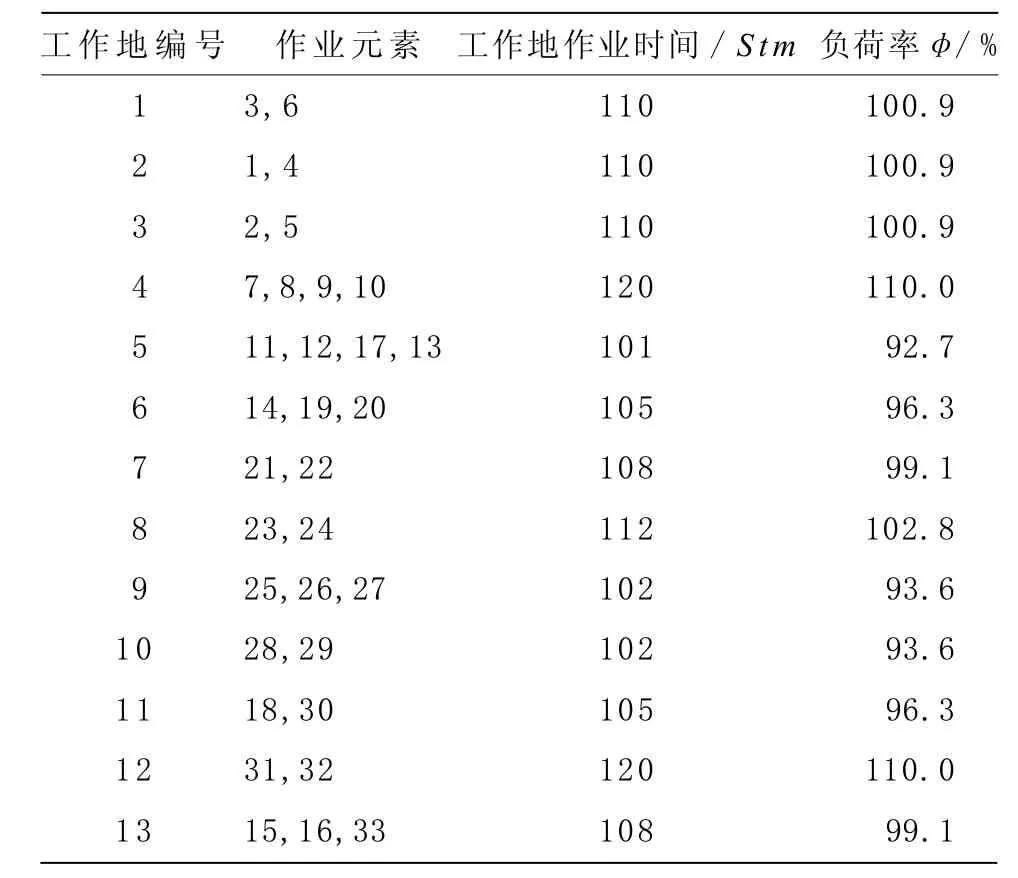
表3 J2059款冲锋衣工作地负荷率
[1]刘永生.单件流(精益生产)在YD公司的应用研究[D].广州:华南理工大学工商管理学院,20 11.
[2]石宇强,肖素梅,杨婷婷.基于经典IE与Flexsim的生产物流系统优化[J].机械制造与研究,2009(2):15-23.
[3]马士华,林勇.企业生产与物流管理[M].北京:清华大学出版社,2009:10-12.
[4]霍颖.基于多色图理论的制造车间生产物流系统建模与仿真[D].合肥:合肥工业大学工业工程系,2 0 0 9.
[5]范仁杰.流水制造模式生产加工和物流系统集成建模方法研究[D].合肥:合肥工业大学机械电子工程系,2 0 0 5.
[6]巴罗.企业物流管理—供应链的规划、组织和控制[M].王晓东,胡瑞娟,译.北京:机械工业出版社,2002:37-66.
[7]董千里.高级物流学[M].北京:人民交通出版社,2006:56-80.
[责任编辑:郭晓琳]
《温州职业技术学院学报》版权声明
《温州职业技术学院学报》已许可中国期刊全文数据库、中国学术期刊综合评价数据库、中国核心期刊(遴选)数据库、万方数据库、中文科技期刊数据库、CE PS中文电子期刊数据库等以数字化方式复制、汇编、发行、信息网络传播本刊全文。凡向本刊所投文稿,均视为同意本刊上述声明。著作权使用费已包含本刊支付的审稿费中,本刊不再另付其他稿酬。如作者不同意自己的文稿被收录,请在来稿中声明,本刊将做适当处理。
本刊未与任何个人、企业签订稿件代理业务,如投稿请务必通过正规渠道投至本刊在线采编系统,或致电本刊编辑部。
联系地址:温州市茶山高教园区
邮政编码:325035
在线采编系统:http://wzzyjsxy.paperopen.com
电子邮箱:jwvtc@163.com
联系电话:0577-86680159 86680067
Improvement of Production Logistics of Small and Medium-sized Clothing Manufacturing Enterprises
Li Heng
(Department of Transportation Economics, Fujian Shipment and Transportation Vocational College, Fuzhou, 350007, China)
In terms of the low balance rate of production line, the poor logistics synchronization in our small and medium-sized clothing manufacturing enterprises, the production logistics optimization model is set up by adopting the “single flow” production mode. Meanwhile, taking the production logistics of a small and medium-sized clothing manufacturing enterprise as an example, it is tested through the empirical analysis, model solution and optimization assessment that it greatly enhances the production logistics speed and the production efficiency and hence, promotes the competitiveness of the enterprise.
Small and medium-sized clothing manufacturing enterprises; Production logistics; Single stream; Optimization
F273
A
1671-4326(2013)03-0050-04
2013-02-19
李 衡(1981—),女,福建福州人,福建船政交通职业学院交通经济系讲师,硕士.
