基于FANUC-0i系统的开放式数控综合实验装置研制
2013-05-31赖思琦黄恒
赖思琦,黄恒
(1.西南科技大学工程技术中心,四川绵阳 621010;2.西南科技大学制造科学与工程学院,四川绵阳 621010)
近几年,数控机床在国内机械制造业中的使用越来越广泛,作为机电一体化的高技术自动化机械设备,其设计、调试、维修相当复杂。为使机电类专业学生更好地学习数控机床的工作原理和系统组成,对机床的设计、安装、调试、故障诊断及维修等实际技术有一个直观、清楚的掌握,研制开发多功能、开放性、模块化的数控综合实验装置对实践教学具有重要的意义和作用。
机床厂家生产的数控设备都是根据加工需要而设计的,电气系统完全装在电气柜中,并且机床厂家为保守技术秘密,通常会对PMC梯形图加密,因而一般数控机床都不具备开放性。教学设备厂家生产的数控机床实验装置,只有电气部分的实验台,没有实际的机床控制对象。而学习数控技术的原理时,恰恰需要通过开放的数控电气系统对实际机床对象的控制,来掌握数控系统的配置、电气线路连接、I/O端口设置、PMC程序设计、故障诊断等综合性技能,使学生经过综合实验,提高其设计能力和动手实践能力[1]。
1 数控综合实验装置总体设计
数控实验装置的设计思路是结合机床设备和实验台两者,既有实际的机床控制对象,又有开放的控制实验台。所有的电气线路、I/O端口和PMC程序等全部对外开放,使得在实验教学过程中,学生可以积极参与到实验中来,自己动手完成机床电气设计、PMC程序设计、外部故障诊断分析、系统参数设置、机床调试等,并可以进行二次开发,从而达到很好的实训效果[2]。
目前,国内数控铣床、加工中心上使用最为广泛的是日本FANUC系统。因此,选择FANUC-0i Mate MD系统,最多可控制4个伺服轴和1个主轴,可同时控制伺服轴数为3个,配置βi系列伺服放大器和βiS系列伺服电机。
机床本体选择台湾合资台正光机,床身为树脂砂铸件,x、y、z三向导轨均为淬火-贴塑滑动导轨副,分别采用台湾上银滚珠丝杆和台湾盈锡精密锁紧螺母,各处轴承采用日本NSK,具有很高的加工精度、强度和稳定性、可靠性,其规格如表1所示。

表1 机床本体规格
2 电气系统设计
根据数控综合实验装置的控制要求和开放性、模块化要求,以及电源短路、过载保护需要,其主电路及相关控制电路设计如图1所示。

图1 主电路及控制电路图
主电路中,QF1为电源总开关,控制整个实验装置的电源通断;在伺服驱动电源中,经过QF2、QF3断路器、TC1隔离变压器和浪涌吸收器的保护,为βi伺服放大器供电200 V;同时,TC1变压器输出220 V电源,经VC1变压为24 V DC,经KM1接触器,供βi伺服放大器和FANUC数控系统使用;另有变压器输出220 V和24 V电源接润滑油泵电机与照明灯。
伺服放大器采用βi SVSP一体化模块;x、y轴电机选择βi S8/3000伺服电机,z轴电机选择βi S12/2000伺服电机;主轴为模拟主轴,使用台达VE变频器,电机为三相异步电动机,额定转速1 460 r/min,额定功率11 kW,其接线如图2所示。

图2 伺服单元接线图
数控系统采用FANUC-0i Mate MD系统,与伺服 端口接线以及与I/O LinK模块接线如图3所示[3-4]。

图3 数控系统接线图
3 PMC设计
数控机床在运行过程中,CNC内部和机床各行程开关、传感器、按钮、继电器等开关量信号的控制任务是由PLC来完成的。FANUC系统内置PLC专用于控制数控机床,其中有多条专用指令,故而叫做PMC—可编程机床控制器,其程序采用梯形图格式。
根据数控综合实验装置的控制要求和实验项目任务,PMC常用输入点36个,输出点9个,其I/O分配情况如表2—3所示。
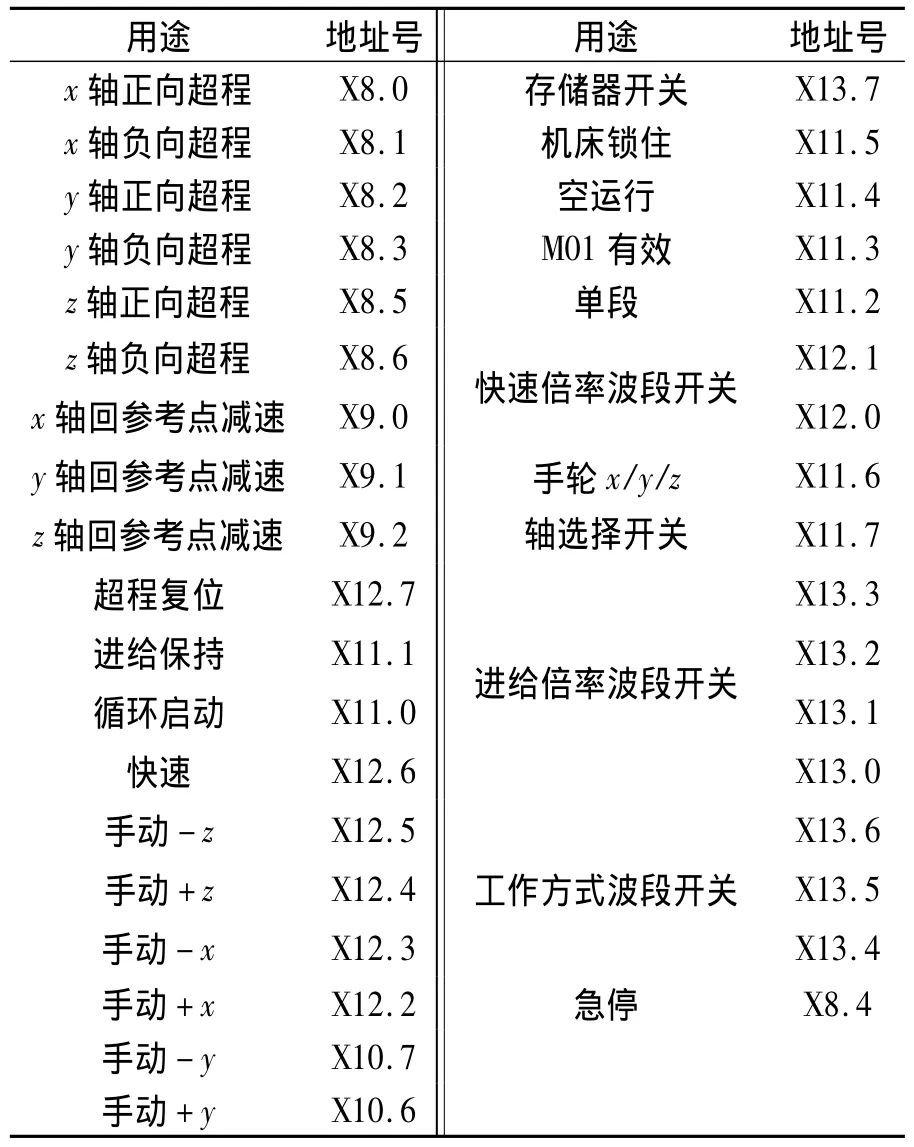
表2 PMC输入信号I/O分配

表3 PMC输出信号I/O分配
PMC梯形图使用FANUC LADDER-Ⅲ软件编写,分为第一级和第二级两部分,其中第一级程序每8 ms执行一次,用于处理短脉冲信号,如图4所示[5-8]。
4 故障点设置
根据数控机床在生产中较为常见的故障现象,通过旋钮开关在实验装置上设置了23个故障点。实验中,由教师设置故障,学生根据故障现象、系统报警和外部报警,结合系统参数、PMC梯形图和电气原理图,来判断并排除故障,进行数控机床的故障诊断训练。

图4 PMC第一级梯形图
例如,系统报警“SV0602逆变器过热”,查看FANUC维修说明书,该报警内容为伺服放大器过热。分析其原因,最大可能为伺服单元的风扇故障。按照电气原理图检查线路,果然发现伺服单元风扇的电源线被断开。关机后,旋钮开关接上风扇线路,等待几分钟,待伺服放大器冷却后再开机,报警消除,系统恢复正常[9]。
5 结束语
基于FANUC-0i系统的开放式数控综合实验装置极大地改善了机电专业学生的实践教学硬件环境,为机床电气控制、数控技术等课程和相关内容的毕业设计、研究生学习提供了支撑条件。可以使学生全面深入地学习数控机床的设计方法、安装调试、常见故障诊断及处理,培养出既懂数控机床原理又熟悉现场调试维修的工程技术人员。
【1】张旭辉,李强,姜俊英,等.开放式数控系统实验教学平台研究[J].机床与液压,2009,37(10):193-195.
【2】杜学文,顾容,孔德彭.多功能一体化数控实验教学系统[J].实验室研究与探索,2011(6):232-234,263.
【3】北京FANUC公司.FANUC Series 0i-D/0i Mate-D维修说明书[M].北京:北京FANUC机电有限公司,2009.
【4】李德荣,梁景松.基于FANUC 0i Mate-MC数控系统的普通铣床改造[J].机床与液压,2010,38(4):93-95.
【5】北京FANUC公司.BEIJING-FANUC PMC梯形图语言编程说明书[M].北京:北京FANUC机电有限公司,2001.
【6】唐霞,陈夏冰.巧用PLC的I/O状态和梯形图现场诊断数控机床故障[J].机床与液压,2011,39(2):140-141.
【7】王哲,赵爱国,赵德云,等.PLC在FANUC系统中的应用实例[J].机床与液压,2010,38(18):79-80.
【8】余金伟,廖友军.利用PMC进行数控机床故障诊断的方法[J].机床与液压,2009,37(6):243-244.
【9】刘瑞己.FANUC数控系统参数在维修中的应用[J].机床与液压,2010,38(10):111-112,114.