XJM-KS24大型浮选机分选高变质无烟煤的工艺应用与效益分析
2013-05-30丁其全
丁其全
(冀中能源邯郸矿业集团公司,河北省邯郸市,056002)
1 概述
冀中能源邯矿集团陶二矿选煤厂是一座入选能力为1.20 Mt/a的矿井型无烟煤选煤厂,该厂原生产工艺为80~0 mm不脱泥三产品重介分选,粗煤泥采用CSS提取精煤,细煤泥浓缩压滤回收,洗水闭路循环。2011年底为了响应邯矿集团精煤战略实现提质增效,选煤厂对生产工艺进行了改进,在原有生产工艺的基础上增加了煤泥浮选并于2012年1月投入生产,其煤泥水处理工艺流程如图1所示。
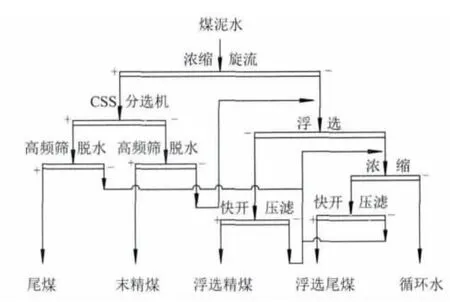
图1 陶二矿选煤厂煤泥水处理工艺流程
2 XJM-KS型浮选机概况
XJM-KS型浮选机是在XJM-S型浮选机成功应用的基础上,研发出的集矿浆预处理作业和分选作业于一体的浮选机,该机的矿浆预处理作业在矿化器中完成,矿化器由喷射器、喉管和扩散管等几个部分组成。来料矿浆首先进入矿化器与药剂充分混合和矿化,再进入浮选机槽中进行分选。XJM-KS型浮选机简化了浮选工艺,给浮选系统工艺布置带来了极大的方便。
2.1 XJM-KS型浮选机工作原理
经过矿化器的矿化作用,将矿浆和药剂混合后进入浮选机第一室的假底下,叶轮旋转在轮腔中形成负压,使得假底下和槽内的矿浆分别由叶轮的下吸口和上吸口进入混合区,同时外界空气沿导气管筒进入混合区,矿浆、空气和药剂在这里充分混合。在叶轮离心力的作用下,混合后的矿浆进入矿化区,空气被粉碎形成气泡并与煤粒充分接触,形成矿化气泡,在定子和紊流板的作用下均匀分布于槽体截面,并且向上升浮进入分离区富集形成泡沫层后由刮泡机构排出。
假底上部未被矿化的煤粒通过循环孔和上吸口吸入叶轮,再次混合、矿化和分离。槽内未及时矿化的部分矿浆,通过埋没在矿浆中的中矿箱进入第二室的假底下,完成如同第一室的全部过程后进入第三室。如此周而复始,矿浆经最后一室分选后入尾矿箱排出最终尾矿。
2.2 工艺特点
(1)矿化器的使用,简化了浮选工艺系统,减少了占地面积,提高了矿化率和分选效果。
(2)采用较为先进的 “假底底吸、周边溢流”入料方式,集直流式入料和自吸式入料于一体,克服了单独使用直流式入料矿浆易发生短路的缺点和自吸式入料矿浆通过量小的缺点。
(3)独特的空气流道,将套筒进气管吸入的空气同时导入上、下层叶轮腔内,保证通过叶轮上下层的矿浆流在最佳矿化区域,极大地提高了矿浆矿化的几率,提高了浮选速度。
(4)该浮选机采用液位自动或手动调节装置,可通过控制系统自动调节尾矿闸板,简化了操作,降低了工人的劳动强度;当控制系统出现故障时,可通过手动操作保证生产顺利进行。
(5)槽内矿浆采用 “W”形立体循环方式,气泡在槽内分布均匀,流态合理。
(6)浮选机的型号为XJM-KS24系列浮选机,其技术参数如下:外形尺寸为16272 mm×3950 mm×3566 mm,单槽容积为24 m3,干煤泥处理能力为0.6~1.0 t/h,矿浆处理能力为6~10 m3/h,入料压力为0.06~0.12 MPa;搅拌电机功率为45 k W,刮泡机功率为3 k W。
3 应用效果及效益分析
3.1 煤泥性质分析
陶二矿选煤厂主要入洗本矿原煤,煤种属高变质无烟煤。洗精煤主要用于冶金和化工等行业,原煤±0.1 mm含量在30%~40%,属难选煤。精煤产品的灰分不大于15.5%,硫分不大于1.0%。入浮煤泥筛分和浮沉试验结果见表1和表2。

表1 小筛分试验结果
从表1可以看出,入浮煤泥中+0.50 mm的颗粒的产率达到了7.67%,试验过程中显见大颗粒矸石,是由于矸石脱介筛跑粗造成的,经过调整筛板这部分颗粒已经去除;煤泥主导粒级为-0.045 mm,其含量高达47.35%,且灰分较高,说明煤泥泥化较严重。
从表2可以看出,浮选精煤灰分为14%时,精煤理论产率为43.23%。在入浮煤泥的小浮选试验中,小浮选试验条件为浮选机容积为1.5 L,矿浆浓度为80 g/L,搅拌速度为1800 r/min,充气量为0.25 m3/(m2·min),矿浆预搅拌时间为2 min,接触时间为2 min,刮泡时间为3 min,入料灰分为42.35%。
对药剂的用量及两种药剂的比例关系展开了进一步的探索,试验结果见表3。

表2 小浮沉试验结果
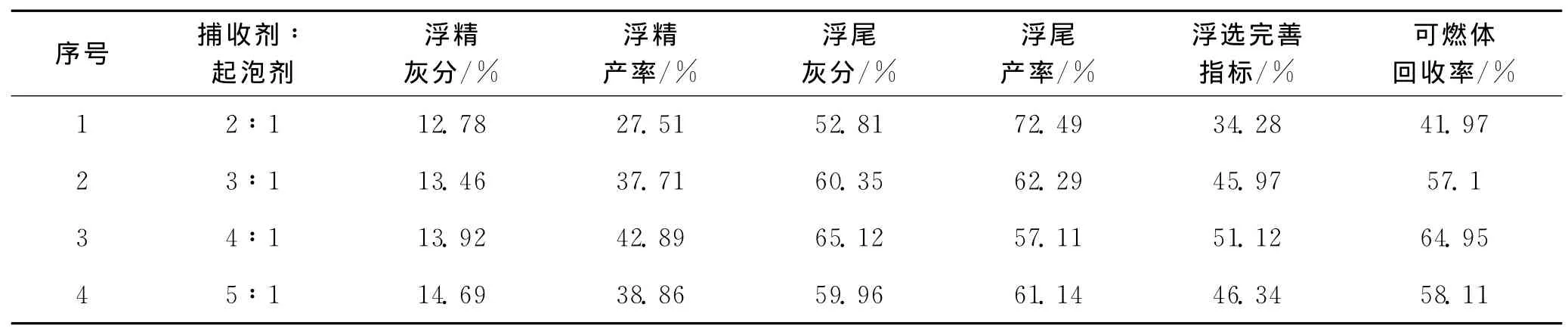
表3 小浮选实验结果(柴油+GF)
由表3可以看出,当捕收剂和起泡剂的比例为4∶1时的浮选效果最好,精煤灰分为13.92%时,可燃体回收率在65%左右,煤泥可浮性为中等可浮(依据煤炭可浮性评定办法MT/T259-1991)。
3.2 应用效果及效益
浮选车间自投产以来,经过2个月的调试,生产指标趋于稳定,2012年的1-10月份的生产情况见表4。
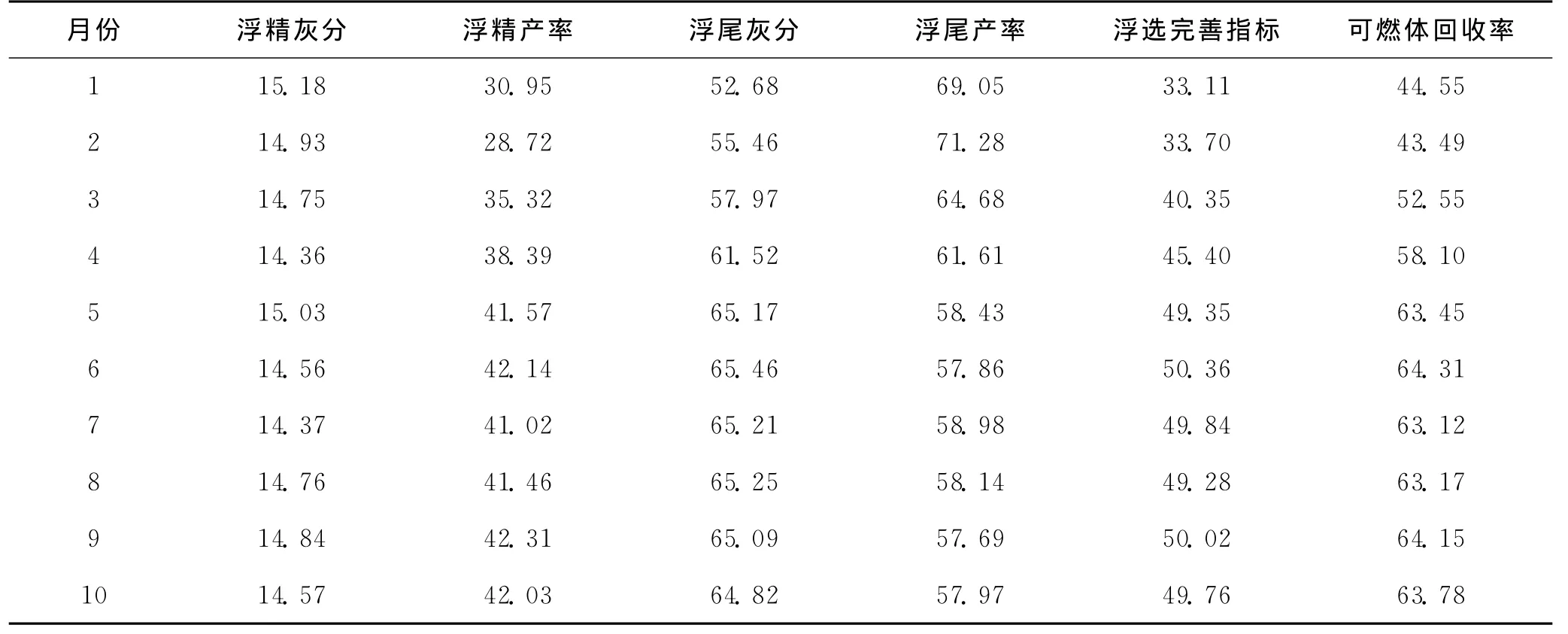
表4 浮选车间月度生产结果%
从表4可以看出,浮选指标逐月变好(其中2月份矿井煤质较差,入浮煤泥灰分在46%以上,导致浮选完善指标和可燃体回收率较低),从5月份至今,浮精产率保持在40%以上,浮选完善指标维持在50%左右,可燃体回收率在63%以上,数量指标也在92%以上,各项工艺指标均接近设计值,达到了预期目标。
陶二矿选煤厂在补建浮选车间前,煤泥经浓缩后直接压滤销售,售价不高,没有实现生产效益最大化。浮选车间投入生产后,可从煤泥中提取40%的精煤,总精煤产率提高了15%,至今共浮选精煤7.1万t,创效共1500多万元。
4 存在的问题
XJM-KS24大型浮选机在运行过程中存在的问题有:
(1)加药口存在喷料和喷油现象。在开机或上料出现中断时,矿化器吸气、加油孔会出现喷料和喷油现象,既造成了药剂的浪费,也影响了车间的文明生产。
(2)浮精煤刮板易断裂。浮精煤刮板为5 mm左右的普通塑料板,经过一段时间的生产后,该板韧性变差,易发生断裂,建议将浮精煤刮板换成聚氨酯板。
(3)第一室常发生翻水。该浮选机入料方式为“假底底吸、周边溢流”,当入料量较大、假底不能完全吸收时,一些料浆不通过假底而是直接向上翻腾,造成第一室入料口处严重翻水,影响第一室的分选效果。
5 结论
XJM-KS24大型浮选机的应用实践证明,在浮选高变质无烟煤时,拥有浮选速度快、选择性好、性能稳定和运行可靠等优点,可获得符合质量要求的浮选精煤和尾煤产品,而且该机在使用后极大地改善了陶二矿选煤厂煤泥处理环节,减少了尾煤量,避免了煤泥压耙事故的发生,保证了工艺系统的良性运转,在洗水闭路循环方面起到了重要作用。
[1]魏昌杰,程宏志,石焕等.XJM-S型浮选机浮选槽内流场实验研究 [J].中国煤炭,2012(12)
[2]韩友伟.XJM-K20浮选机在介休选煤厂的应用[J].煤炭加工与综合利用,2011(6)
[3]史英祥.XJM-K28浮选机的工业应用 [J].选煤技术,2011(1)
[4]谢广元.选矿学 [M].徐州:中国矿业大学出版社,2001
[5]石焕.XJM-KS型浮选机及其应用 [J].选煤技术,2007(4)
