烧结磨轮用铜基钎料真空预钎焊金刚石的性能研究①
2013-05-25夏斯伟马若飞段端志李文杰
夏斯伟,马若飞,段端志,李文杰
(1.南京航空航天大学机电学院,南京 210016;2.苏州南航腾龙科技有限公司,苏州 215163)
0 前言
在烧结金属结合剂金刚石工具中,磨粒主要依靠胎体的机械包镶力把持,由于机械把持强度低,实际加工中大量磨料未充分使用即脱落,造成了磨粒的浪费。当前提高结合剂对磨料把持力的方法主要有两种,即在胎体中添加或在金刚石表面镀覆Ti、Cr等活性元素。但由于热压烧结工艺条件的限制,实际活性元素与金刚石之间反应并不充分,导致磨粒与胎体间结合界面与理想的化学冶金结合效果仍存在较大差距[1]。
借鉴钎焊金刚石工具制造工艺,宋立明等[2]采用Ni-Cr合金钎料对金刚石预钎焊处理,在金刚石表面生成了预钎焊金属层。烧结条件下钎焊层Ni元素在胎体中发生扩散迁移,实现了界面间高强把持效果。但由于镍基钎料钎焊温度在1000℃以上,对金刚石仍会产生一定的热损伤,且由于镍基钎料较耐磨,一定程度上影响了工具的锋利度。
Cu-Sn-Ti合金钎料熔点较低,且对金刚石磨粒有良好的润湿钎焊效果[3],钎焊处理时金刚石受热损伤程度小,同时钎料强度适宜。本文使用Cu-Sn-Ti合金钎料对金刚石预钎焊进行处理,采用烧结工艺制作预钎焊磨轮,并与常规磨轮进行加工对比试验,验证了铜基预钎焊处理的优越性。
1 试验材料及工艺方案
1.1 试验材料及设备
试验材料:选用Cu-Sn-Ti合金(-80目)及某些金属粉末,如表1所示。磨粒选用50/60~70/80目金刚石(黄河旋风HWD60/HWD40系列)。
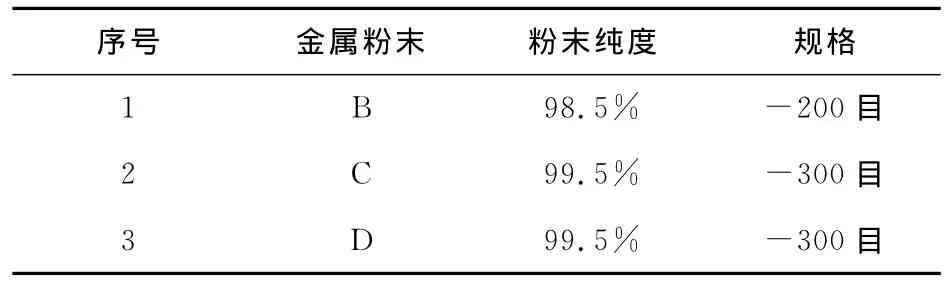
表1 试验用金属粉末主要性能Table 1 Main properties of the metal powders used in the experiment
试验设备:氩气保护高频感应设备、真空钎焊炉、热压烧结机、磨耗比测定仪等。
1.2 试验方案
(1)利用高频感应设备对金刚石磨粒进行预钎焊处理,根据金刚石磨粒预钎焊效果及力学性能测试选择合适的隔离剂,并通过真空炉中钎焊验证钎焊形貌效果。
(2)采用常规、铜基预钎焊和A-镍基预钎焊磨粒[2]制作节块,并进行磨耗比测定试验。对预钎焊磨粒与结合剂界面理化分析,分析预钎焊处理对胎体把持能力的影响。
(3)制作常规及预钎焊金刚石磨轮,由磨削G635对比试验,分析预钎焊磨轮性能。
2 试验结果及分析
2.1 铜基合金真空预钎焊金刚石
(1)隔离剂的选择
陶瓷氧化物熔点高,性能稳定,应用在镍基钎料真空预钎焊金刚石时,可使磨粒间有效地相互隔离,但应用于铜基钎料预钎焊金刚石时隔离效果很差,由于铜基钎料在高温下充分铺展润湿,隔离剂被焊料包裹在金刚石表面,形成絮状物质,无法清除。此外,铜基钎料中活性Ti元素会与氧化物陶瓷发生反应形成钎焊连接[4],故陶瓷氧化物不适合用作铜基钎料预钎焊金刚石的隔离剂。
在金刚石表面包裹铜基钎料后,再在外层分别包裹B、C、D等金属粉末,利用氩气保护高频感应设备进行预钎焊处理,结果显示磨粒间均不成团,隔离效果良好。
分别采用上述三种金属粉末做隔离剂,在加热温度930℃的条件下进行真空炉中预钎焊处理,制成铜基预钎焊磨粒。其中采用B粉、C粉做隔离剂的磨粒均有一些相互粘连。而采用D粉做隔离剂的磨粒无粘连,表明D粉应用于铜基钎料预钎焊金刚石时有良好的隔离效果,如图1所示。
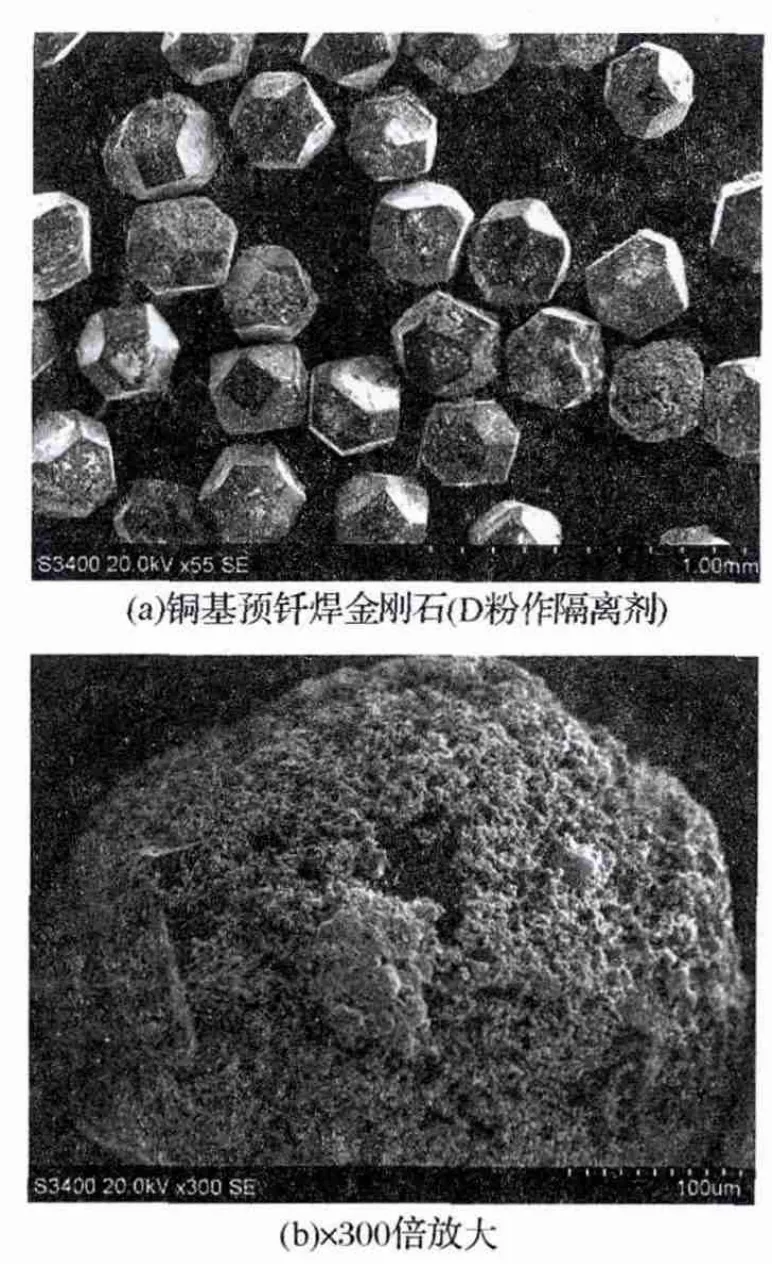
图1 铜基预钎焊金刚石形貌(D粉作隔离剂)Fig.1 Morphology of the pre-brazed diamond abrasive using D powder as isolation agent
(2)预钎焊磨粒力学性能分析
对以上铜基预钎焊磨粒力学性能测试如图2所示。相对于原始金刚石,铜基预钎焊金刚石整体上力学性能损失比较小。这是由于铜基预钎焊金刚石的加热温度降低,并且选用了合适的隔离剂,减弱了高温下磨粒的热损伤所致。选用D粉做隔离剂的铜基预钎焊金刚石比原始抗压强度下降仅5.0%,冲击强度比原始下降7.3%。
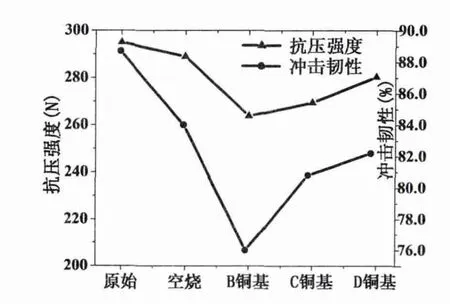
图2 金刚石磨粒力学性能Fig.2 Mechanical properties of the diamond abrasive grains
该磨粒具有良好的预钎焊表面形貌,同时保持了较好的综合强度,不会因力学性能下降对后续磨削加工产生实质影响。综上,选择D粉做隔离剂的铜基预钎焊磨粒制作节块及预钎焊磨轮,并进行对比分析。
2.2 节块磨耗比测试分析
为分析预钎焊磨粒与胎体间结合强度,使用常规及预钎焊磨粒,采用烧结工艺制成节块(40.0×8.0×3.2)。金刚石浓度均为45%,通过控制包裹胶的黏度分别得到钎焊层较薄、较厚的铜基预钎焊磨粒。磨耗比测试参照JB/T 3235-1999标准,机器为恒定时间控制方式。比较节块磨耗比随金刚石种类变化,如图3所示。
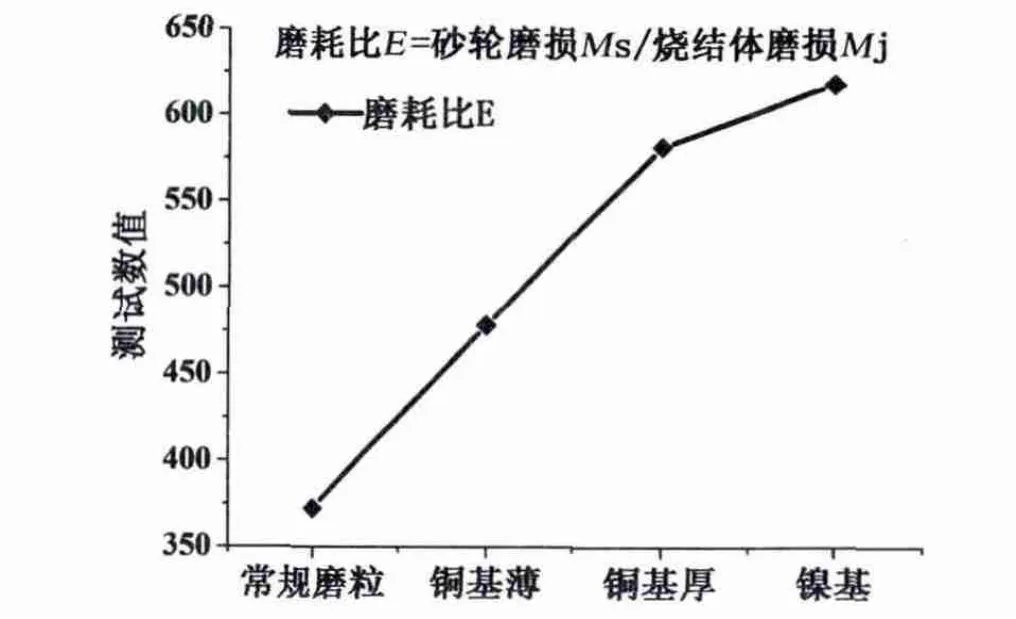
图3 不同磨粒节块磨耗比Fig.3 The G-ratio of the diamond segments
相同胎体配方及金刚石浓度下,预钎焊磨粒节块耐磨性显著高于常规磨粒节块。镍基预钎焊节块比铜基预钎焊节块耐磨,同时包裹较厚的铜基预钎焊磨粒节块比包裹较薄的节块耐磨。由于常规磨粒与胎体间主要依靠机械包镶结合,结合强度低。而预钎焊磨粒节块结合强度提高,推测界面间形成了化学冶金结合,后续将通过理化分析验证。
2.3 预钎焊磨粒与胎体界面分析
将铜基预钎焊磨粒与胎体粉末均匀混合,经烧结制成磨轮节块。制作节块断面,使用S3400型扫描电镜对磨粒与胎体结合界面进行形貌及线扫描分析。
由图4可见,铜基预钎焊金刚石与胎体界面层存在明显的元素扩散结合层,碳化物元素钛在界面层出现明显的波峰,相关研究[5]已表明钛在结合界面处依靠原子扩散发生化学反应,生成TiC。铁与钛有着相同的变化趋势,铁元素向界面层偏聚。铜元素与铁元素出现了互补的趋势,向胎体层中扩散。表明铜基钎料在金刚石表面润湿后,通过热压烧结实现了胎体成分与钎料间的扩散冶金结合。
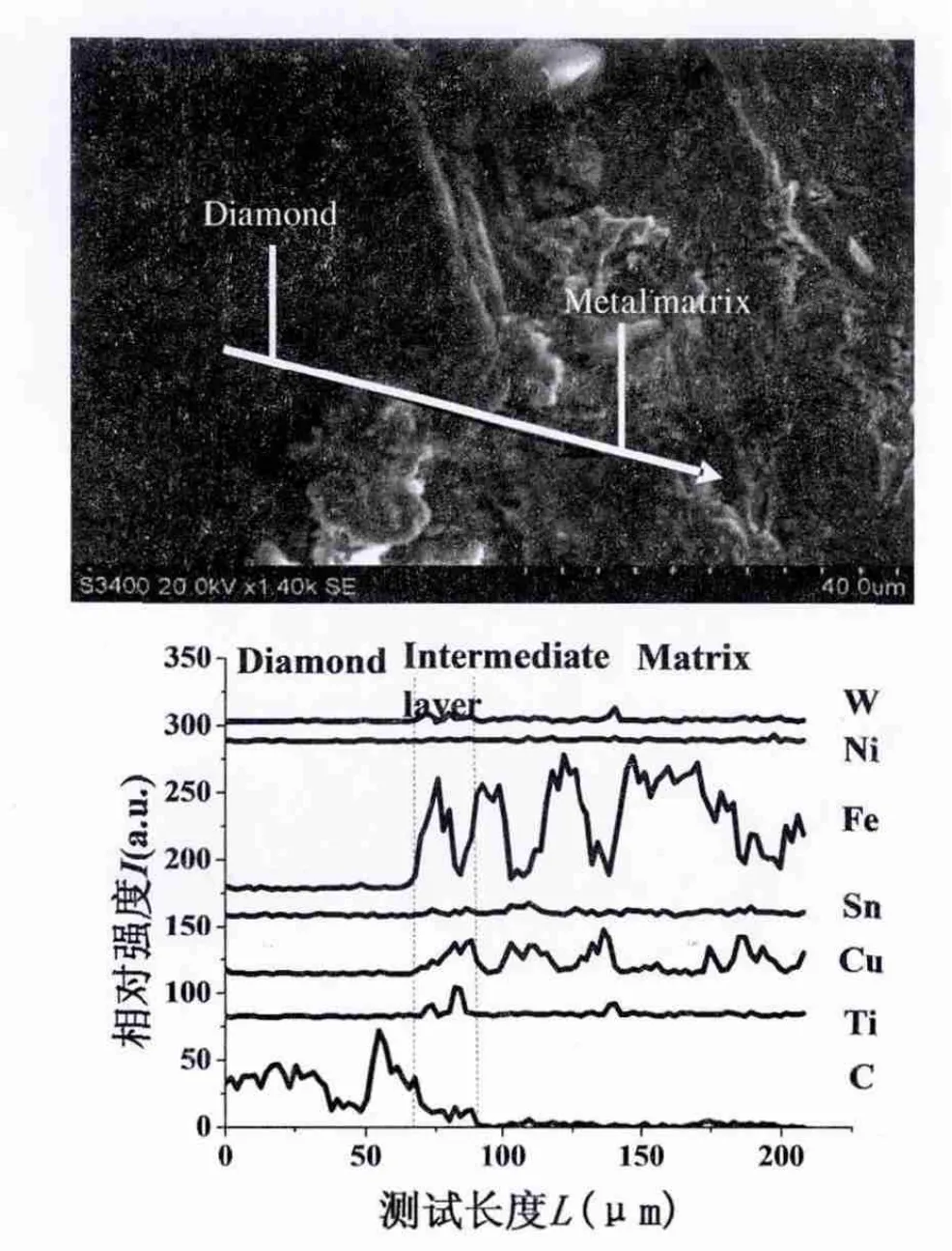
图4 铜基预钎焊磨轮节块断口及线扫描Fig.4 Interfacial microstructure and element distribution of the pre-brazed diamond wheel block with Cu-Sn-Ti alloy
2.4 预钎焊处理对磨粒的热损伤影响
由于铜基钎料与磨粒界面生成物TiC能溶于强酸中[6],使用王水在煮沸的条件下对铜基预钎焊磨粒进行腐蚀,去除磨粒表面生成物,去除生成物后的金刚石如图5所示。由图可见,磨粒晶型完整,刃口棱角清晰。
图5 王水腐蚀后铜基预钎焊金刚石形貌Fig.5 Morphology of the pre-brazed diamond grains etched by the aqua regia
从表2所知,铜基预钎焊磨粒腐蚀后抗压强度比原始金刚石仅下降4.3%。表明铜基预钎焊处理对磨粒所造成的热损伤小,有利于在保证磨粒磨削性能前提下,实现胎体金属对磨粒的高强度把持,具有多层钎焊效果。
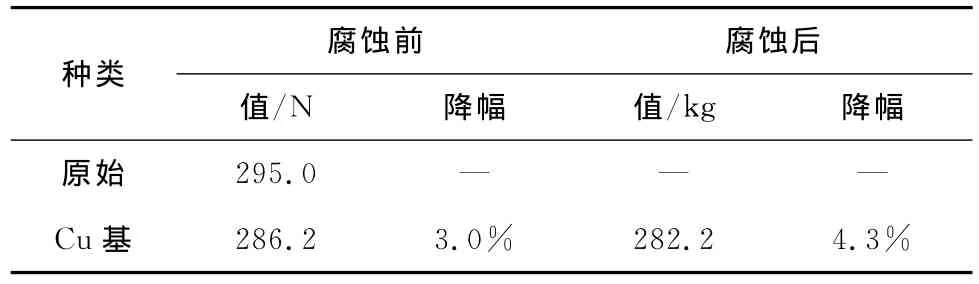
表2 腐蚀铜基预钎焊磨粒前后强度对比Table 2 Compressive strength of the pre-brazed diamond grains before and after corrosion
3 常规及预钎焊磨轮对比试验
3.1 试验平台
采用常规、A-镍基[2]及铜基预钎焊磨粒制作法国边烧结磨轮,金刚石浓度为45%,粒度组成50/60∶60/70∶70/80=40%∶40%∶20%。
加工材料为G635板材(2300mm×20mm)。
试验平台为SYM-10I石材磨抛机,加工时主轴转速为2880r/min,横向进给速度2m/min。分三次走刀完成一条成型法国边加工,磨轮纵向进给量依次设定为6mm、4mm、4mm,采用切入式冷却水湿磨。
3.2 磨削试验结果分析
试验通过加工锋利度及寿命指标考察不同磨轮的加工性能。锋利度对应行走电机电流,加工寿命定义为磨削一定长度板材后,磨轮节块大端尺寸损耗量。
三种烧结磨轮加工性能如图6所示,由图可知预钎焊磨轮加工性能明显优于常规磨轮,加工效率及加工寿命均比现有常规磨粒磨轮提高。其中镍基预钎焊磨轮磨损率最低,表明镍基预钎焊磨轮最耐磨,这是由于镍基钎料耐磨,且镍基钎料与金刚石间结合强度高,胎体对磨粒把持强度提高后,磨粒脱落率降低所致。
铜基预钎焊磨轮加工电流最小,即锋利度最好。这是由于铜基预钎焊处理对磨粒力学性能损伤小,同时铜基钎料强度适中。铜基预钎焊对磨粒刃口包埋程度比镍基预钎焊磨粒小,使磨粒在切削刻划岩石过程中逐步磨损并不断发生微破碎,磨粒易出刃,所以锋利度提高。综上分析,铜基预钎焊处理在有效增强胎体对磨粒把持强度的基础上,同时提高了磨轮加工效率,表明铜基预钎焊磨粒相对镍基预钎焊具有更好的应用效果。
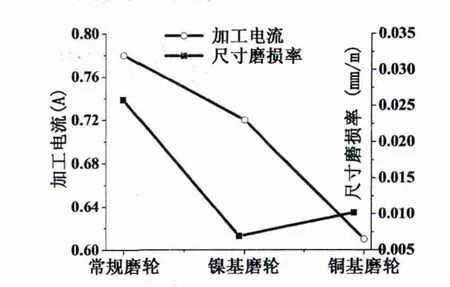
图6 常规与预钎焊磨轮加工性能对比Fig.6 Comparison of the grinding performance between the pre-brazed diamond wheels and conventional diamond wheels
4 结论
(1)选用D粉做隔离剂的铜基预钎焊处理在保证对金刚石磨粒良好钎焊效果的基础上,对磨粒所造成的热损伤小,力学性能损失小。
(2)预钎焊磨粒与胎体之间结合强度高于常规金刚石磨粒。铜基预钎焊金刚石与胎体界面结合致密,通过钎料及胎体中的元素扩散形成了牢固的化学冶金结合。
(3)预钎焊磨轮加工效率及加工寿命均明显优于常规磨粒磨轮,且铜基预钎焊磨轮加工效率更高,综合加工性能更好。
[1]苏宏华,徐鸿钧,傅玉灿,肖冰.多层烧结超硬磨料工具现状综述与未来发展构想[J].机械工程学报,2005,41(3):12-16.
[2]宋立明,肖冰,丁晓阳,等.多层钎焊金刚石锯片的研制及基础分析 [J].金刚石与磨料磨具工程,2013,33(195):1-4.
[3]刘心宇,张汉城,李东平.铜基钎料真空钎焊金刚石[J].金刚石与磨料磨具工程,2007,(159):26-28.
[4]邢世凯.陶瓷-金属连接工艺研究现状及进展[J].材料保护,2004,37(5):35-37.
[5]张斌,丁文峰,徐九华,等.PcBN磨粒/石墨/CuSnTi合金复合块界面微观结构[J].焊接学报,2011,32(12):63-69.
[6]陈燕.高温钎焊金刚石磨料热损伤分析及其控制对策的基础研究[D].南京:南京航空航天大学,2008.