纳米陶瓷结合剂的特点和应用①
2013-05-16王艳辉臧建兵
王艳辉,臧建兵
(亚稳材料制备科学与技术国家重点实验室燕山大学材料科学与工程学院,河北 秦皇岛 066004)
纳米陶瓷结合剂的特点和应用①
王艳辉,臧建兵
(亚稳材料制备科学与技术国家重点实验室燕山大学材料科学与工程学院,河北 秦皇岛 066004)
文章综合论述了N68—N83系列纳米陶瓷结合剂性能特点、关键技术指标和陶瓷结合剂超硬工具的应用发展。指出陶瓷结合剂超硬工具具有组织结构可调、自锐性好、耐磨寿命长、不需要保护气氛空气中无压烧结以及可以大批量低成本生产等优点。纳米陶瓷结合剂解决了长期以来低熔高强的矛盾,烧结温度低至680℃,而结合剂抗折强度高于100MPa;根据不同工具的要求,可以在680℃~850℃温度范围烧结,气孔率在0~95%范围调节;适用于从60目~W0.5全粒度范围的金刚石和cBN工具制造。
金刚石;cBN;纳米;陶瓷结合剂
0 引言
按照结合剂种类划分超硬材料工具,主要分为金属、树脂、陶瓷结合剂三个大的类别。长期以来,金属和树脂结合剂的超硬材料工具占据市场的主流。但是随着我国先进加工制造领域的快速拓展,对陶瓷结合剂超硬材料工具的需求越来越大,不仅体现在数控机床工具主要采用陶瓷结合剂工具,其它许多领域,如光学加工、聚晶复合片等领域也开始大量采用陶瓷结合剂工具。许多生产厂家,也发现了市场对陶瓷结合剂工具有越来越多的需求。可以预测,随着先进加工领域对工具高效率和长寿命的追求,具有高锋利度和长寿命的陶瓷结合剂超硬材料工具会快速发展。
陶瓷结合剂具有高硬度因而具有耐磨性,同时具有脆性的特点因而又具备良好的自锐性。此外不像金属结合剂是无气孔的,陶瓷结合剂可以根据需要制作不同的气孔率,来满足不同加工条件对磨削冷却和排屑的要求。如图1为超硬陶瓷磨具的“磨粒-结合剂-气孔”三角坐标图。图中A区为普通陶瓷磨具制造范围;C区为金属超硬材料磨具的制造范围;B区为超硬材料磨料陶瓷磨具合适的制造范围。由图可见,金属超硬磨具气孔率较小,结构致密,而陶瓷结合剂超硬材料磨具含有较多的气孔,气孔所占体积分数在(10~40)vol%范围内。
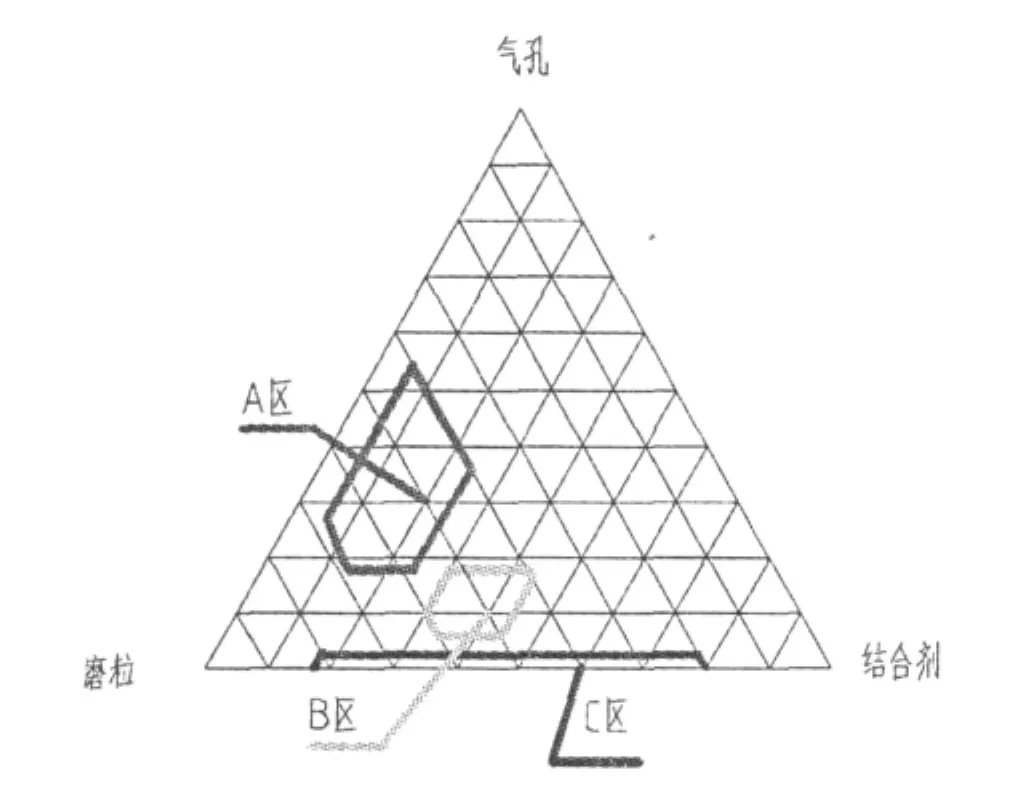
图1 不同结合剂工具的组织构成图Fig.1 Structure and composition of different bond tools
除了气孔可调,陶瓷结合剂的硬度和耐磨性也同样可以根据需要大范围调节。从本质上来说,陶瓷的硬度和耐磨性普遍高于金属,这为陶瓷结合剂工具达到或者超越金属结合剂的耐磨性和使用寿命提供了基本依据。另一方面,通过组分调整和烧结控制,陶瓷结合剂还可以做得很软,具备极高的自锐性和锋利度。因此,陶瓷结合剂可以大范围调整硬度和耐磨性,满足了不同工具对自锐性和使用寿命的要求。
陶瓷结合剂可以制造从60目~W0.5全粒度范围的金刚石和cBN工具。金属结合剂适合于制造粗粒度的工具,当磨料的粒度达到微粉级,由于金属的柔韧性,很难出刃,锋利度差。而陶瓷结合剂自锐性好,即使微粉粒度只有0.5μm,仍然具有很好的锋利度。
由于金刚石在800℃以上明显氧化,立方氮化硼高温下受到碱性组分的侵蚀,因此低熔高强陶瓷结合剂是制造国际先进水平的金刚石和cBN陶瓷磨具的关键。多年以来,国内外通过对配方的优化、活性添加剂和微晶化试图改善陶瓷结合剂的低熔高强性能,但是距离生产高性能和普遍适用性的要求仍然有很大差距。
我们新近发展的新型纳米陶瓷结合剂解决了陶瓷结合剂低温高强的矛盾问题,显著降低了烧结温度,大幅度提高了制品强度、韧性和耐磨性,成功获得了工业化应用。
本文介绍了我们研制成功的一系列纳米陶瓷结合剂的性能特点和应用情况。
1 纳米陶瓷结合剂型号
我们研制成功的一系列纳米陶瓷结合剂,其主要性能特点是:1.烧结温度低,陶瓷结合剂烧结温度650℃~850℃;结合剂抗折强度高于100MPa。2.密度低,理论密度为2.6,只有金属结合剂的1/3,具有成本优势。3.纳米陶瓷结合剂与金刚石和cBN超硬磨料润湿性良好、结合力大。4.结合剂分为致密的和均匀气孔型的两大类,并且根据用户要求气孔率可以在大范围(10%~95%)调整,适合不同类型工具的开发。5.纳米陶瓷结合剂适用于全粒度和微粉的金刚石以及cBN磨料。
新型纳米陶瓷结合剂的出现,解决了国内超硬工具制品厂家自行配制、融制玻化陶瓷结合剂,工序繁杂,影响结合剂性能的因素众多,导致制品稳定性差的问题。采用我们开发的纳米陶瓷结合剂,厂家只要有一定的工具制造基础就可以直接使用,工艺和工序简化,投资少,极易上马,有利于开发出适合用户自己市场特色的各类工具。
目前定型的产品:纳米低温N680;纳米高强N730;纳米耐磨N780;纳米多孔N830等。如表1所示。

表1 纳米陶瓷结合剂种类Table 1 Categories of nano ceramic bond
2 纳米陶瓷结合剂性能特点和应用
纳米陶瓷结合剂N68,适合于全部粒度的微粉超硬工具,特别是粒度细于W10至W1范围的超细微粉工具制造。超硬材料工具制造一般要求结合剂粒度远远细于金刚石,以便结合剂均匀分布,良好把持金刚石。而普通结合剂粒度在10微米左右,比W10至W1范围的超细微粉还粗,这样的结合剂制造超细微粉工具就不能均匀分布和良好把持金刚石,如图2所示。纳米陶瓷结合剂则能够实现结合剂均匀分布并良好把持金刚石。采用纳米陶瓷结合剂烧结的金刚石工具,如图3,结合剂分布均匀,与超硬磨料润湿性良好、结合力大。
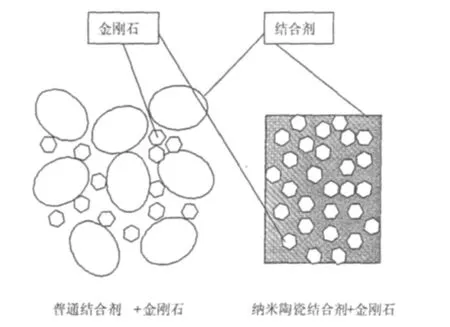
图2 纳米陶瓷结合剂与普通结合剂对比Fig.2 Comparison between nano ceramic bond and regular bond
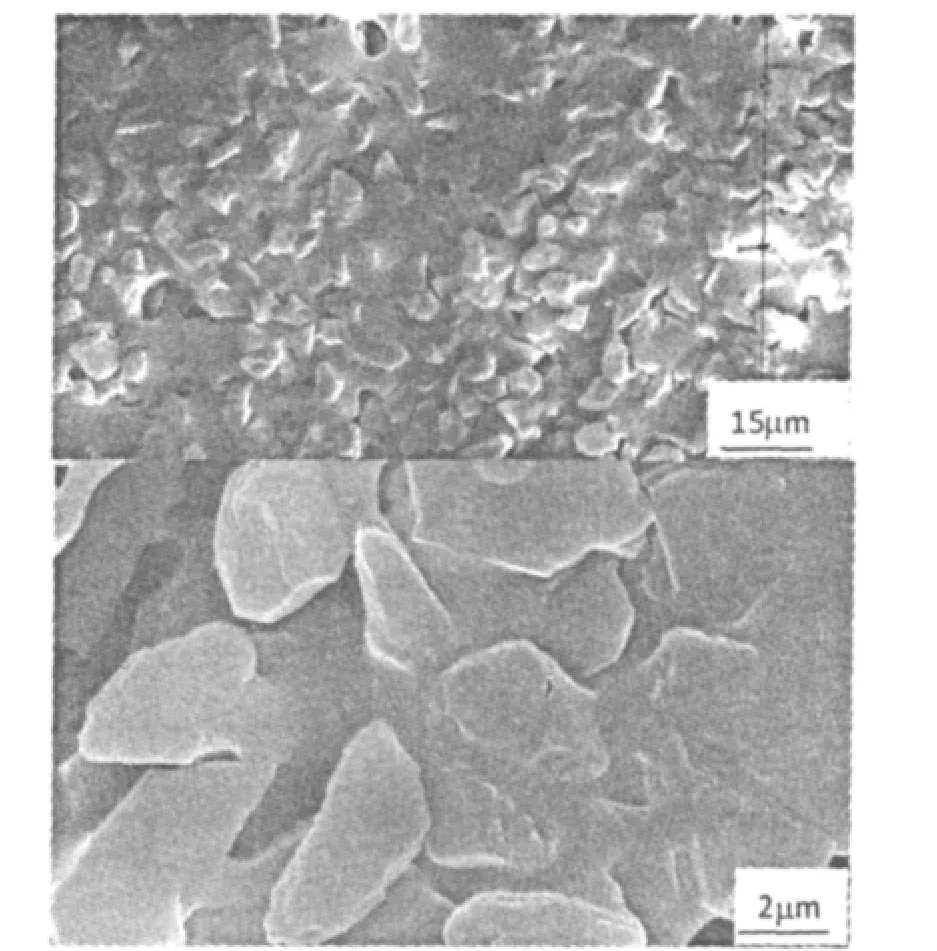
图3 纳米陶瓷结合剂N68与W5金刚石制成的超细陶瓷磨具场发射扫描电镜照片Fig.3 Field emission scanning electron microscope images of ultrafine vitrified grinding tool made from nano ceramic bond N68and W5diamond
陶瓷结合剂工具的技术难题,除了上述超细微粉的问题可以采用纳米结合剂得以解决以外,粗粒度的超硬磨料(140目以粗)制造的工具,容易产生工具强度低和磨粒把持力不足问题。这是因为各类超硬工具是由结合剂和超硬磨料颗粒形成的复合材料。由于复合材料的基体与增强颗粒具有不同的热膨胀系数,所以容易在基体-颗粒界面产生应力。金刚石和立方氮化硼是强共价键结合的晶体,具有比金属、树脂和陶瓷结合剂低的热膨胀系数,故在烧结超硬材料工具的冷却过程中,超硬颗粒的收缩小于结合剂的收缩,在结合剂中产生拉应力,如图4所示。金属和树脂具有良好的塑性和韧性,在其中产生的拉应力远小于其抗拉强度极限,并且通过一定的塑性变形可以缓解和松弛应力;但是对于脆性的传统陶瓷结合剂来说,由于其抗拉强度比较小,没有塑性,内部分布的拉应力会对陶瓷结合剂的强度造成严重损害,使结合剂与超硬磨粒界面处易产生微裂纹,甚至烧结块会碎裂而造成工具废品。而纳米陶瓷结合剂引入纳米级的颗粒、片晶、晶须和纤维等第二相,不仅降低了超硬材料磨具的烧结温度,而且结合剂的韧性大大提高,有效解决了磨料-传统陶瓷结合剂界面应力问题,使得粗颗粒工具的强度大幅度提高。
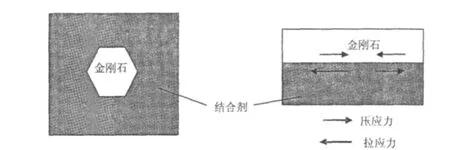
图4 超硬工具颗粒-结合剂界面应力分布示意图Fig.4 Stress distribution diagram of superhard tool particles-bond interface
图5所示为金刚石/N73陶瓷结合剂烧结试样的抗折强度,由图可见,由于金刚石与陶瓷结合剂的热膨胀系数的差异,结合剂处在冷却过程中会产生拉应力,且随着金刚石粒度的增大,拉应力增大,使试样的抗折强度下降;由于尺寸效应,纳米陶瓷结合剂比普通结合剂具有更低的软化温度和更好的韧性,低的软化温度使得纳米陶瓷的烧结比普通结合剂的烧结更加致密化,而好的韧性提高了纳米结合剂的拉应力承受极限,因此金刚石/传统结合剂试样的强度远低于同一制备条件下的金刚石/纳米结合剂试样的强度。
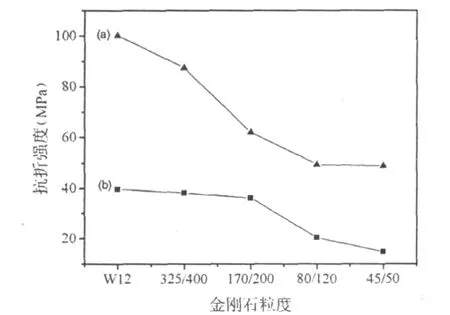
图5 金刚石粒度对陶瓷结合剂金刚石复合材料强度的影响(a)N73纳米陶瓷结合剂;(b)传统陶瓷结合剂Fig.5 Effect of diamond grit on strength of vitrified bond diamond composite material(a)nano ceramic bond N73;(b)traditional ceramic bond
陶瓷结合剂的气孔对磨削过程的容屑、排屑和容纳冷却液有重要影响,许多应用要求制作具有一定气孔率的工具。制作具有气孔的陶瓷结合剂工具有多种方法,包括调节成型密度、调整砂结比、调整烧结温度和人为加入各种造孔剂,等等。从结构方面来说,最终在陶瓷结合剂工具中形成的气孔分为理想的气孔和不理想的气孔。不理想的气孔形状非圆形,而是尖角形状,对结合剂的强度损害很大;同时气孔的尺寸分布不均匀,有太多的细小空隙,这样的气孔不能起容屑、断屑、贮存冷却液、润滑剂的作用,一般来说,这样的气孔是通过采用低的成型密度或者加入不合适的造孔剂导致的。而理想的气孔呈圆形,对结合剂强度的影响最小,并且气孔的形状和尺寸均匀,使得气孔最大效率发挥容屑、断屑、贮存冷却液、润滑剂的作用。我们研究定型的N83纳米陶瓷结合剂具有理想的圆形气孔,气孔率20%,呈现分布均匀、尺寸一致(直径0.1~0.2mm)的气孔特征。按照用户要求,气孔率也可以在20%~95%范围、气孔直径在0.1至几个mm范围,进行大幅度可控调节。如图6所示。
从N68—N83,系列纳米陶瓷结合剂产品已经成功用于各类陶瓷结合剂工具的制造,如磨削PCD复合片的陶瓷金刚石砂轮、磨削光学玻璃和蓝宝石的金刚石磨盘及硬质合金金刚石砂轮、工程陶瓷磨削金刚石砂轮、cBN和金刚石油石等,获得厂家好评。
3 陶瓷结合剂使用说明
1)低熔点高强度纳米陶瓷结合剂适用于金刚石和立方氮化硼陶瓷砂轮,具有操作简单、性能稳定、适应性好的特点。根据超硬磨料的种类、粒度号、超硬磨料浓度、磨削对象磨削条件及使用磨具的厂家要求;选择陶瓷结合剂的型号及工艺规范。
2)纳米陶瓷结合剂分为适用于粗粒度(270目以粗)超硬磨料和用于细粒度(325目以细,包括微粉)的两大类;每个类别结合剂分成有气孔(气孔率约为20%)和无气孔两种。如对气孔率有特殊要求,可以单独定制。
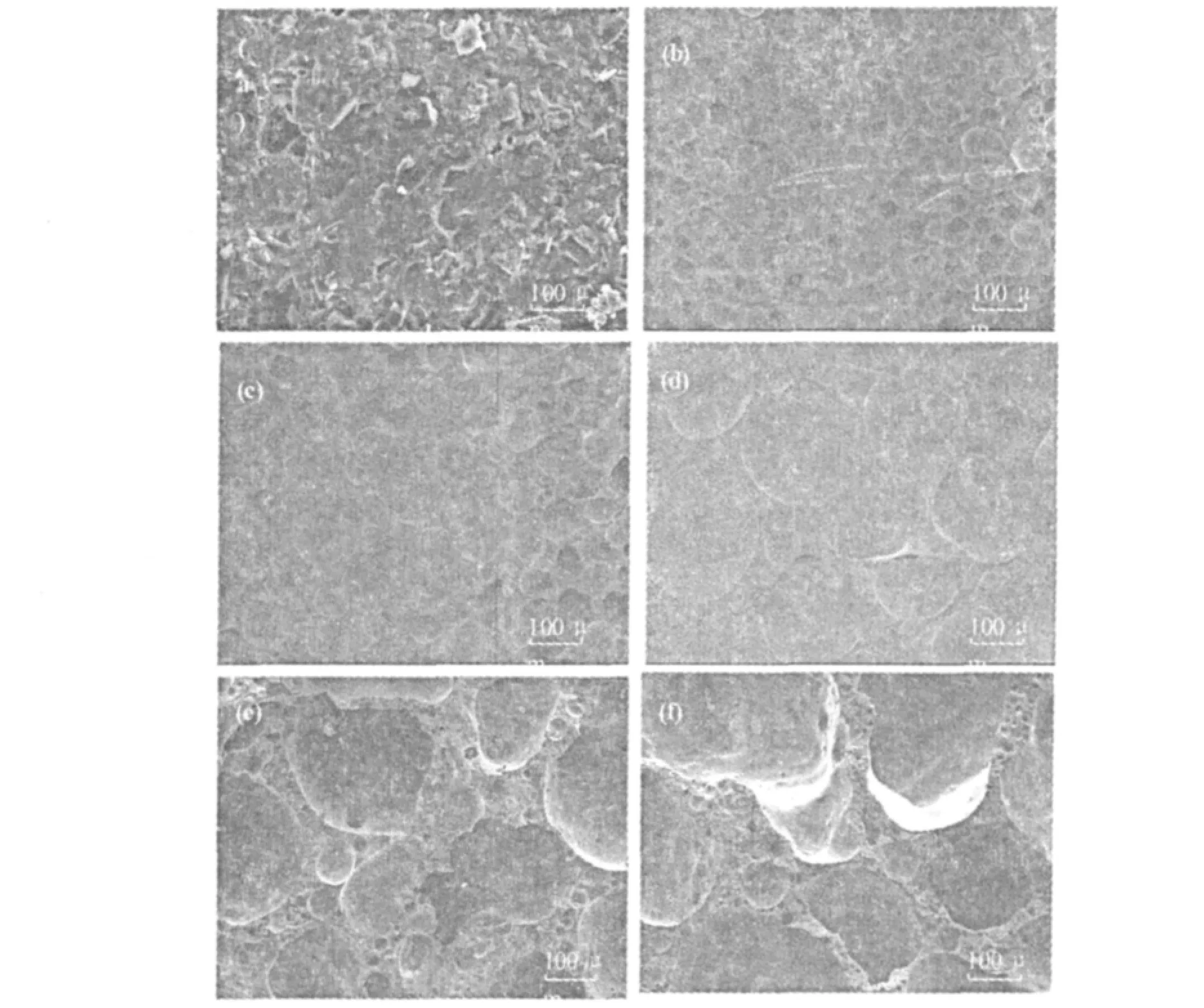
图6 气孔率和气孔尺寸可调的纳米陶瓷结合剂Fig.6 Nano vitrified bond with adjustable porosity and pore size
3)适用于各种粒度的陶瓷结合剂超硬材料磨具制造。只需按照用户对磨具粒度和浓度的要求,直接在本结合剂中加入超硬磨料,经过传统的混合、成型、烧结等工序即可制成各类金刚石或cBN磨具,不需加入其它任何组分,不要加入辅助磨料。为了便于成型,可以加入适量的水(15%~25%),毛坯强度不够,也可以加入糊精;不推荐加入水玻璃。
4)本结合剂理论密度为2.68。具体磨具的填料量,根据结合剂的量及超硬磨料的含量经过理论计算初步确定,计算公式如下:
ρ(理论密度)=1/[(结合剂重量百分比/2.68)+(超硬磨料重量百分比/3.52)]
陶瓷结合剂工具金刚石浓度较高,一般120%~200%,常用140%~160%。简单配料可以金刚石和结合剂1∶1的重量,这样大概金刚石浓度为150%。
5)成型压力>30MPa;无气孔结合剂烧成收缩约10%,取决于超硬磨料加入量及成型密度;请务必进行试验烧结,根据试验确定模具放尺。
6)注意结合剂与超硬磨粒混合均匀,混料时间大于2小时。
7)本结合剂烧结在空气下进行,不需要保护气氛。金刚石磨具烧结温度在680℃~800℃,根据结合剂型号确定烧结工艺;cBN磨具烧结温度在750℃~850℃。
8)耐火板上铺W20-W40刚玉粉,放上毛坯;烧结过程务必保持氧化气氛和压坯周围透气性,可以在350℃~450°C保温1~2小时。根据磨具尺寸大小烧结温度再保温1~3小时。对于简单形状及小尺寸磨具,可以随炉升温,随炉冷却,禁止打开炉门快速冷却;对于复杂形状及大尺寸磨具,可以在升温和降温过程中,400℃~700℃区间设置保温平台。
Characteristics and applications of nano-vitrified bond
WANG Yan-hui,ZANG Jian-bing
(State Key Laboratory of Metastable Materials Science &Technology,College of Materials Science and Engineering of Yanshan University,Qinhuangdao 066004,Hebei,China)
In this paper,the author comprehensively reviews the performance characteristics,key technique index of the N68-N83series nano-vitrified bond as well as the application development of vitrified bond superhard tools.Many advantages of vitrified bond superhard tools are pointed out,including structure of adjustable,good self-sharpening,long wear life,non-protective atmosphere air pressure sintering,large quantities of low cost production,etc.The long-time existing contradiction between low melting point and high strength has been solved with the use of nano-vitrified bond.The sintering temperature can be as low as 680℃while binder bending strength can be higher than 100Mpa.According to different requirements,the sintering temperature and porosity rate can range from 680℃to 850℃and from 0to 95%respectively.Nano vitrified bond is suitable for all size particles(from 60mesh to W0.5)diamond and cBN tools manufacture.
diamond;cBN;nanometer;vitrified bond
TQ164
A
1673-1433(2013)01-0020-05
2013-02-21
王艳辉(1963-),男,河北人,燕山大学教授,博士生导师,博士学位,研究方向:超硬材料及制品。
