全自动包装机系统设计研究
2013-05-14阚小妹
阚小妹
(无锡市计量测试中心,无锡 214101)
0 引言
包装是产品进入流通领域的必要条件,现代包装的普遍含义是:对不同批量的产品,选用某种有保护性、装饰性的包装材料或包装容器,并借助适当的技术手段实施包装作业,以达到规定的数量和质量,同时设法改善外部结构,降低包装成本,从而在流通直至消费的整个过程中使之容易储存搬运,防止产品破坏变质,便于识别应用和回收废料,不断促进扩大再生产。全自动包装机可根据包装物品的要求,按照需要的形态、大小,得到规格一致的包装质量。设定程序后实现无人操作,产品进行自动包装工作,具有使用方便,高效节能、清洁环保等优点。目前我国包装机械企业规模偏小,技术装备不很完善,自我发展和技术设计开发能力较弱。随着计算机技术的发展,全自动包装机械在食品、化工、医药、轻工业等各行业中占据着越来越重要的地位。
1 全自动包装机组成
自动包装机一般分为半自动包装机和全自动包装机两种。由人工供给包装材料和内装物,但能自动完成其它包装工序的机器称为半自动包装机;既能自动输送供给包装材料和内装物,又能自动完成主要包装工序和其它辅助包装工序的机器,称为全自动包装机。
全自动包装机由动力机、传动部分和执行部分组成。为了便于掌握和研究包装机械的工作原理与结构性能,通常又将包装机械分成下列组成要素:
1)被包装物品的计量与供送系统。该系统是指将包装物品进行计量、整理、排列,并输送至预定工位的装置系统。有的还完成被包装物品的成型、分割。
2)主传送系统。该系统是指将被包装物品和包装材料由一个包装工位顺次传送到下一个包装工位的装置系统。
3)包装执行机构。该机构是指直接进行裹包、充填、封口、贴标、捆扎和容器成型等包装操作的机构。
4)成品输出机构。该机构是指将包装成品从包装机上卸下、定向排列并输出的机构,也可直接由主传送系统完成或靠成品自重卸下。
5)动力机与传动系统。其是指将动力机的动力与运动传递给执行机构和控制元件,使之实现预定动作的装置系统。通常由机、电、光、液、气等多种形式的传动、操作、控制以及辅助等装置组成。
6)控制系统。控制系统包括包装过程及其参数的控制,包装质量、故障及安全的控制等。
本系统中,被包装物品(也称为布)的计量为物品的长度或直径等,其包装材料为PE膜(也可为纸、金属等物品),采用紧密封接装置,将被包装物品包装起来。包装机的进布工位与所设的输送装置由在线升降系统和输送带组成,在线升降系统设于进布工位上,两端分别连接进布输送系统和输送带,以实现进布与封装等工位的连续包装。
2 全自动包装机系统设计
2.1 硬件设计
选择西门子的模块化中小型PLC系统S7-300,它能满足中等性能要求的应用,应用领域相当广泛。其模块化、无排风扇结构和易于实现分布,易于用户掌握等特点,使得S7-300成为各种从小规模到中等性能要求控制任务的方便又经济的方案。S7-300系列所具有的多种性能递增的CPU和丰富的且带有许多方便功能的I/0扩展模块,使用户可以完全根据实际应用选择合适的模块。当任务规模扩大并且愈加复杂时,可随时使用附加的模块对PLC进行扩展。S7-300所具备的高电磁兼容性和强抗振动、抗冲击性,更使其具有最高的工业环境适应性。它具有很强的计算能力和完善的指令集,以及通用MPI接口和 SINEC LANS联网的能力,适用于高速的过程处理需要。本系统所用的主机模块是CPU 315-2DP,可以通过MPI转接电缆或通讯模块与计算机进行通讯,再加上其全面的诊断功能和完善的自我保护技术,使其具有较高的可靠性。除此之外,它自带的STEP7编程软件功能强大,使用方便,也使开发过程变得简单快捷。
2.2 软件设计
全自动包装机的程序设计如图1所示。由于包装的过程是顺序动作,每一步动作均是在前一步动作完成的基础上,再进行下一步的操作,所以控制程序采用了步进顺控指令方法编程。
用PLC控制后,包装机的自动运行如下:
1)按下自动开关,前段进布输送机启动;
2)当前段输送带进布检知光电,主输送带启动;
3)传送到主输送带后,开始进行计高、计格;
4)当布卷全部传送到主输送带后,开始计长,布卷到达中心后,主输送带停止运行;
5)推杆原定位磁簧开关检测到有布时,推杆推出;
6)推杆中定位磁簧开关检测到有布时,主封吹马达启动;
7)上下放微动开关得到信号后,上下放马达启动;
8)推杆前定位磁簧开关检测到布卷来时,推杆退回;
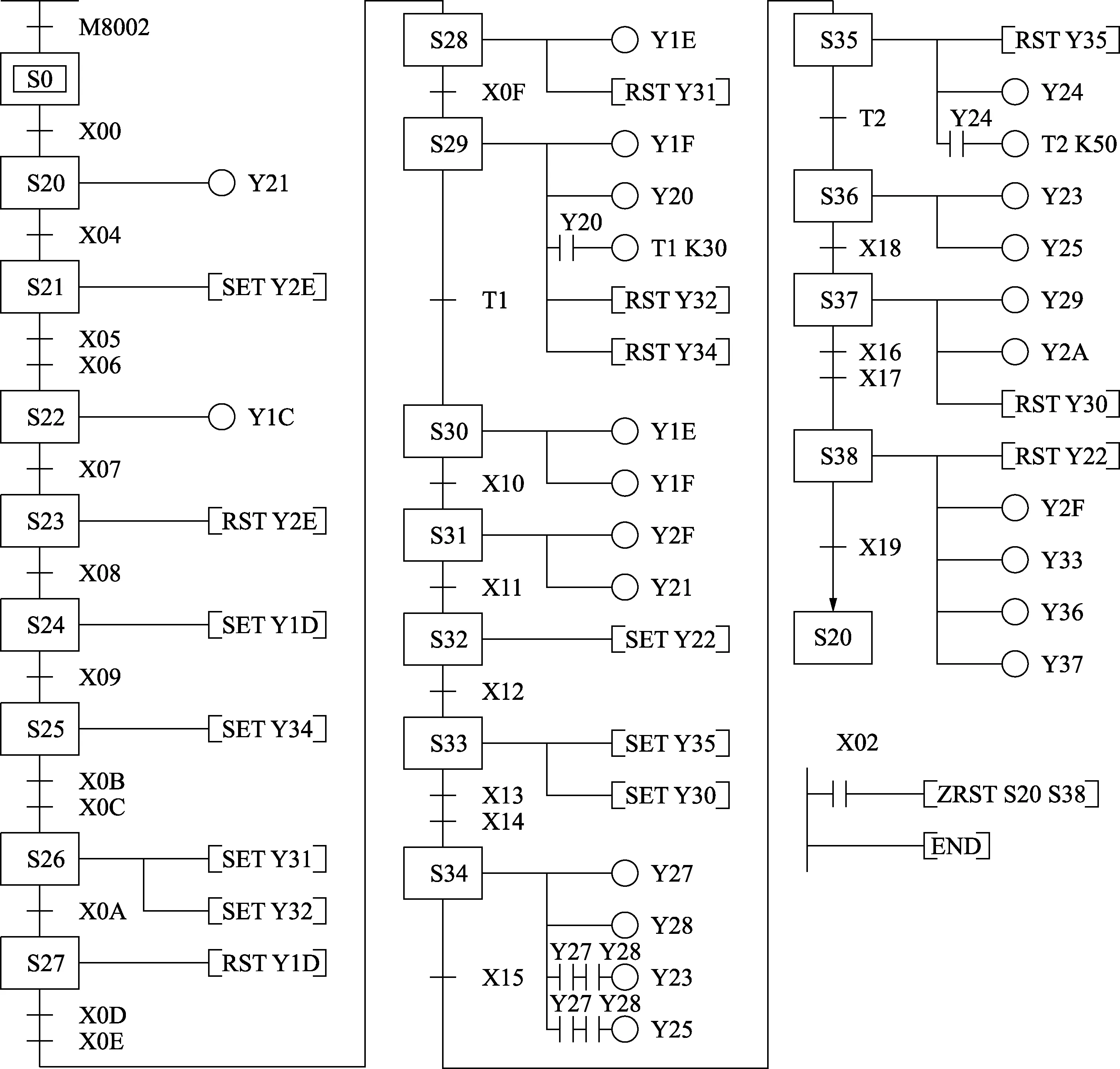
图1 状态转换图
9)主封座表面检测物件安全后,主封座上升1/2个布座后停止,上放马达停止运行;
10)主封座上升停止后,主封刀下切,下放马达停止,主封吹马达停止,主封座升降气缸开始空油转换,开始计时;
11)计时时间到,主封座退回,主封刀退回;
12)主封座下降到位后,中段推杆开始推布,中段输送带启动;
13)中段夹布微动开关检测到布卷后,开始夹布;
14)夹布完成后,中段下方吹马达启动,左右侧吸料马达启动;
15)左右侧光电开关检测到信号后,左右侧封内移,侧封座上升1/2布座后,侧封刀下;
16)中段下方吹PE膜马达停止,侧封座升降气缸开始空油转换,开始计时;
17)计时时间到,侧封刀退回,侧封座退回;
18)侧封座退回到位后,左右侧封外移,吸料马达停止运行;
19)左右侧封回到定位后,夹布器松开,中段输送带运行,末段输送带运行,出布滚筒机运行,开始出布;
20)光电开关检测到出布后,前段输送带运行,一个循环过程完成;
21)按下急停按钮时,包装机运行停止。
3 不确定度分析评定
下面对本系统设计的全自动包装机包装的定量包装商品(以下简称商品)作不确定度分析评定,以标注100g的商品净含量检验为例,依据JJF 1070—2005的规定,其净含量检测的基本原理为:净含量=总重-皮重。
数学模型:δ=qi-Qn=GWi-Pi-Qn
式中:δ为商品净含量的偏差;qi为商品的实际含量;Qn为商品的标注净含量;GWi为商品的实际总重;Pi为商品的皮重。
灵敏系数为1或-1。
3.1 样本实际总重重复性测量的不确定度u1
1)实际总重重复性测量引入的不确定度分量u11
根据JJF 1070—2005表4规定,检验批量N=11~50,抽取样本量n=10件的标注净含量100g的商品。实际总重重复性测量见表1。

表1实际总重、皮重重复性测量值 g
单次测量的实验标准差s(xi)= 0.008g,n=10次,
ν11= 90
2)电子天平测量重复性引入的不确定度分量u12

3)合成标准不确定度u1:
=0.0044/(0.0024/90+0.0034/50)≈142
3.2 标注净含量的不确定度分量u2
根据JJF 1070—2005表3规定,标注净含量100g的允许短缺量为4.5%,
T=0.9g,标注净含量为一确定值,则:u2=0.000g,自由度ν2→∞。
3.3 皮重标准偏差引入的不确定度分量u3
皮重重复性测量由表1可见,皮重标准偏差不确定度分量:u31=0.000g,ν31→∞。除皮方法与皮重抽样量大小引入的标准不确定度可不予单独考虑。现仅有电子天平测量重复性引入的标准不确定度分量u32=u12=0.003g,自由度ν3=50。
3.4 合成标准不确定度
=0.0054/(0.0044/142+0.0034/50)=182,自由度取100
t95(100)=1.984
3.5 扩展不确定度
U=t95(100)×uc=1.984×0.005≈0.01g
4 结束语
实现包装的主要手段是使用包装机械。目前我国包装机械产品普遍存在质量不稳定、性能单一、成本高、技术含量低等状况。现代社会对物品的包装要求越来越高,为使包装出的物品整齐、美观并且具有良好的包装质量,要求包装机具有精确的动作、定位准确度高及高效率和一定的柔性,因此对包装机的控制要求是越来越高。传统的继电器已经不能满足现代生产的要求了,所以研制高效、经济、且有一定柔性的新型包装机械是市场的迫切需要。本文介绍了一种全自动包装机的工作原理及其设计过程,进行了全自动包装机的系统设计;对定量包装的商品净含量的检验测量不确定度进行了评定,对定量包装中测量不确定度评价提供了借鉴。
[1] 敖泌云,赵胜祥,张元莹.画法几何及机械制图[M].北京:机械工业出版社,2006
[2] 沈伟明.设计方法学[M].咸阳:西北轻工业学院印刷厂,2008
[3] 白传悦,王芳,孙波,文坏兴.机械制造技术基础[M].陕西科学技术出版社,2003
[4] 贺伟,孙波,张淳.计算机绘图[M].陕西科学技术出版社,2000
[5] 高德编.包装机械设计[M].化学工业出版社,2005
[6] JJF 1070—2005定量包装商品净含量计量检验规则[S]
