浅析UG NX Postbuilder结合TCL语言的后置处理
2013-05-12尹童飞王建新胡忠彪
尹童飞 王建新 胡忠彪
(沈阳黎明航空零部件制造有限公司,辽宁 沈阳 110043)
UGNX/POSTBUILDER扩展了TCL语言,下面代码会涉及到一些扩展命令,这些命令是以MOM或mom开头的,以适应一些UGNX/POSTBUILDER中的特殊用途。例如调用和输出在加工过程中的工艺参数、操作文件等。在UGNX/POSTBUILDER中仍然可以使用TCL语言,具体方法是在用户命令中使用TCL语言来实现用户功能更扩展,这就是本文研究的功能能够实现的基础。
1 自动添加符合要求的程序头
在平时的UG程序编制中,几乎每个程序都会遇到的问题就是:程序头的修改。因为车间机床系统的多样性,使得每个机床系统都需要对应不同的程序头才能使程序正确的读入到机床中。而UGNX/POSTBUILDER中只能输出较为简单的程序头,比较复杂的程序头实现很困难,这样编程人员的工作无形中增加了给程序修改程序头的工作,而且几乎每个程序都要修改,这样既浪费时间,又容易出错。
下面以制作西门子 802D系统的程序头及结尾后处理文件为例,首先,在802D系统中的正确识别的程序头及尾部格式是:

由以上格式可以看出,如果仅仅用UGNX/POSTBUILDER自身更改程序头的办法只能是将“%_N_1000_MPF”这些字符强制输入到程序中,而且对于与文件名相对应的字段“1000”,则不能更改。即使可以输出程序,也需要对生成的程序进行修改。另外第二行中的“$”符号,本身具有特殊含义,也不能将它直接加入到程序开头部分。显然,这样无法满足机床对程序的要求。其实利用TCL语言就可以很轻松的实现这个功能,而且可以根据不同的文件名,操作名而改变其对应的头文件部分的,使生成的程序与文件名保持一致。对应802D的程序头,其TCL语言代码如下:

将上述代码在UGNX/POSTBUILDER的Program&ToolPath标签下的Custom Command下建立一个新的命令,将新命令插入到后处理程序的头部位置,并将原来包含“%”的块替代,生成的程序如图1,与原来的默认生成的程序的对比:
通过前后程序的对比可以看出,生成的程序将根据输入的名称不同而改变相应的字符,这样的程序无需再频繁的复制粘贴程序头,大大节省了下发程序的时间。
2 程序走刀时间输出
可以看出,只要在UG软件中提供了我们所需要的对应信息的变量值,我们就可以将这个值通过TCL语言,将这个值输出到程序中,供编程和操作人员参考。
程序的走刀时间在生产上起到重要作用,无论是排产还是提高效率,零件的加工时间都是不错的参考。而走刀时间最准确的方法就是直接记下机床走刀的时间,但是,车间生产任务繁重,不能一一测试,那么UG中能不能给我们计算出时间来呢?答案是肯定的,这个信息也在UG中有着对应的变量,它就是“mom_machine_time”。将它在程序结束(End of Program)中插入,可以对程序切削时间进行统计,并在结尾输出。实现该功能的代码如下:

在后处理中加入上述代码后,在程序中将生成走刀时间,mom_machine_time为总加工时间变量,单位为min,输出程序结尾如下:

3 UG模型文件的位置输出
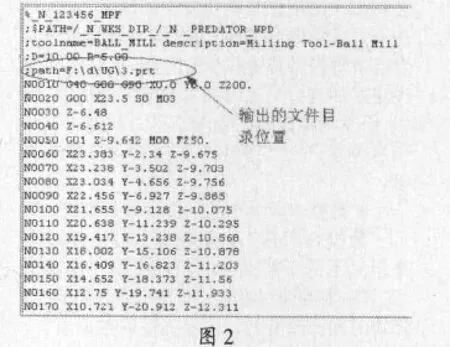
编制模型文件时,有时需要对不同工序,或者不同状态进行建模,这样,程序输出时会产生混淆,不易判断是那个模型文件输出的程序,一旦混乱,后果将不堪设想。如果生成的程序可以自己将源模型文件的位置及文件名指定好,那么产生错误模型二次输出程序的几率将大大减少,而且对于反复编程的研制零件来说,模型统一意味着不但程序生成的快,而且易于在原程序基础上进行优化,提高效率。实现代码如下:


以上代码中的mom_part_name变量是包含模型文件的全部路径变量,可以在程序开始部分作注释加入。如图2。
结语
通过TCL与UGNX/POSTBUILDER结合的二次开发,解决了困扰实际工作的一些问题,相信对今后减少程序编制中的失误,提高编程效率,正确向操作人员传达关键信息等有着重要的意义。在这次对TCL语言的研究中,自己不仅对TCL语言的运用有了一定了解,还对建立UG后处理的过程有了更深入的认识,将UG这个工具软件更好的服务于技术及生产。
[1]张磊.UGNX4后处理技术培训教程[M].北京:清华大学出版社,2007.
[2]陈先锋.SIEMENS数控技术应用工程师--SINUMERIK802D[M].北京:人民邮电出版社.
[3](美)奥斯德奥特·琼斯.张无章,译.Tcl/Tk入门经典(第2版)[M].北京:清华大学出版社,2010.
