纸纱复合制袋印刷一体机控制系统设计
2013-05-11岳艳虹彭珍瑞
岳艳虹,彭珍瑞,侯 飞
(兰州交通大学 机电工程学院,兰州 730070)
纸纱复合制袋印刷一体机控制系统设计
岳艳虹,彭珍瑞,侯 飞
(兰州交通大学 机电工程学院,兰州 730070)
0 引言
目前研发出的新型纸纱复合制袋机可以生产经纬纱连续环绕无中缝的纸纱复合包装袋,但是,该制袋机只具有印刷双色的功能,要实现多于两色的印刷时,需要制袋后单独在多色印刷机上进行印刷;印刷设备只能印刷固定长度的纸袋,如变更纸袋长度或印刷幅面时需要人工更换辊筒;印刷设备是纯机械的,自动化程度不高,张力欠佳、跑偏、套准误差造成各项加工精度达不到标准要求。以上这些问题造成废品率高,劳动量大,生产效率低,印刷过程关键部件的运行状态未做到同步监视,实时性、可靠性也大大降低。
针对以上问题,本文研究了一套纸纱复合制袋印刷一体机的控制系统,具有多色印刷、印刷定位精确、生产效率高等优点。
1 纸纱复合制袋印刷一体机总体控制方案
1.1 一体机系统结构
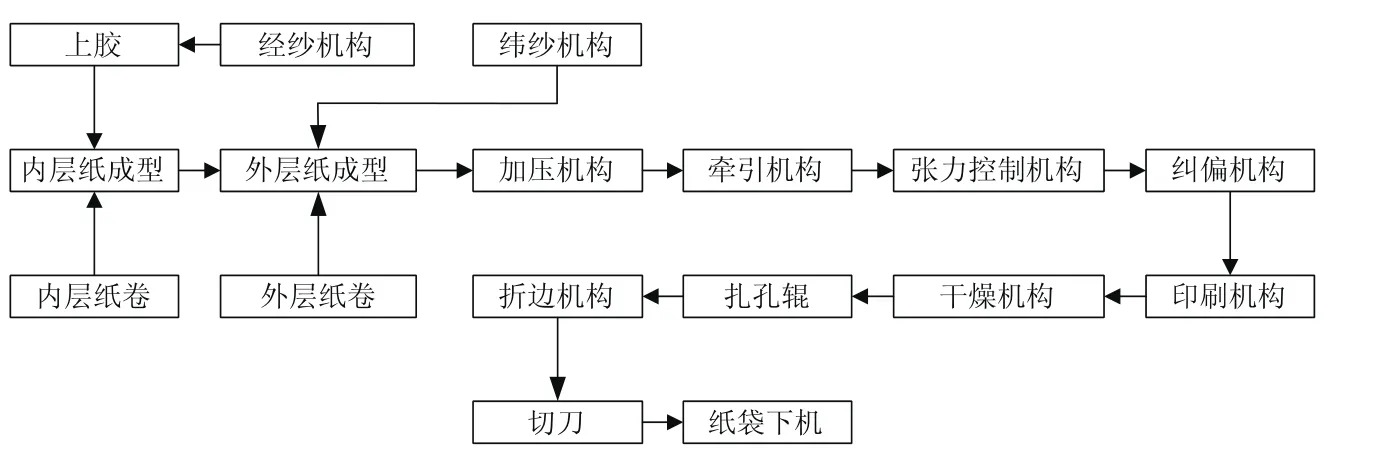
图1 纸纱复合制袋印刷一体机系统结构
纸纱复合制袋印刷一体机主要由卷纸机构、布纱机构、上胶机构、成型机构、加压机构、牵引机构、张力控制机构、纠偏机构、印刷机构、干燥机构、折边机构、切断机构等组成。如图1所示,纸纱复合制袋印刷机一体机在完成经纱纬纱的上胶和布线、内外层纸的成型和加压之后[1],分别使用张力控制机构和纠偏机构来控制纸袋的张力,并纠正其跑偏产生的横向偏差;进入印刷机构对纸袋进行多色印刷;然后使用干燥机构烘干纸袋;通过扎微孔机构使纸袋完成放气;最后由小芯胎折边机构将纸袋两侧折成M形;再经过定型机构定型后,用切刀切成所需长度并下线。
1.2 控制方案的确定
本文研究的纸纱复合制袋印刷一体机的控制系统是以PLC为控制核心,采用变频器对牵引电机和纬纱电机进行调速控制,使用伺服电机完成对纸袋印刷的定长和定位控制。张力控制和纠偏控制由独立的控制机构来完成。
2 控制系统硬件构成
2.1 控制系统的结构
系统控制结构如图2所示,信号检测模块和故障检测模块将采集到的信号送入PLC进行处理,从而控制电机调速模块和功能控制模块实现控制功能。
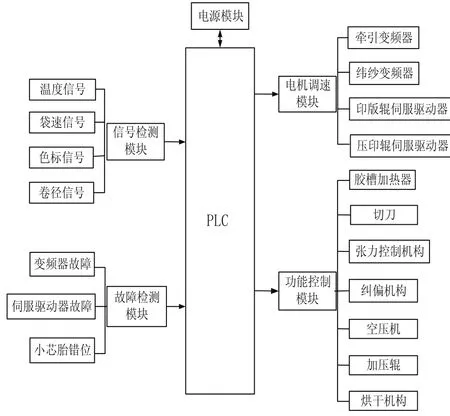
图2 控制系统结构框图
2.2 PLC的选型
根据控制系统的规模和系统控制任务的要求,选用西门子 S7-200 系列PLC:CPU 224XP CN,另外配合16点DC输入16点DC输出的EM223数字量输入输出模块和2输出的EM232模拟量输出模块。
2.3 电路设计
整个系统由牵引调速、纬纱密度控制、上胶温度控制、压辊加压控制、印刷张力控制、纸袋纠偏控制、印刷控制和切刀控制八部分电路组成。
1)伺服电机与伺服单元的选型
印刷部分由伺服系统控制。伺服系统包括:4组印版伺服驱动器和伺服电机,1组压印伺服驱动器和伺服电机,完成对纸袋印刷的定长和定位控制。根据控制要求,伺服电机选型如表1所示。
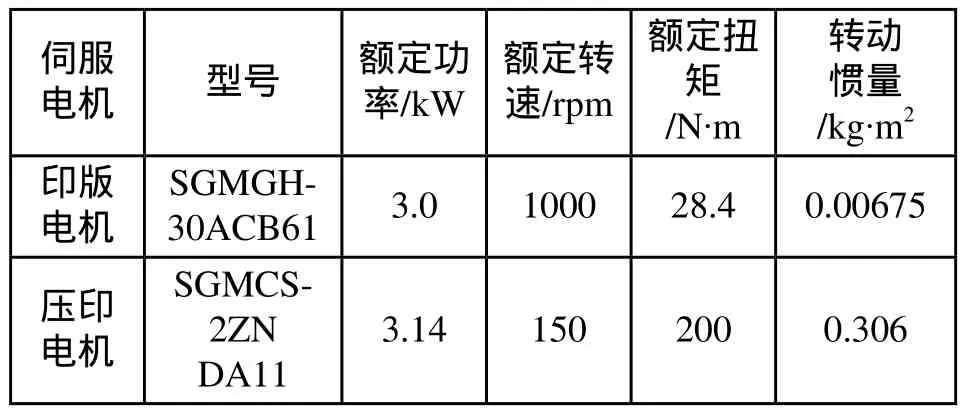
表1 伺服电机选型
根据伺服电机型号选择匹配的伺服单元,印版和压印伺服单元均选用SGDM-30ADA,输入为200V三相交流电源,控制方式为三相全波整流IGBT PWM控制,正弦波电流驱动方式。
2)张力检测器与张力控制器的选型
本系统由独立的张力控制系统来实现印刷前的张力控制,主要包括张力检测器和张力控制器。
由张力检测器直接测定纸袋的张力,然后把张力数据变成张力信号送入张力控制器,然后输出控制信号送入牵引变频器,从而控制牵引电机达到控制张力的目的。选用三菱LE-30CTA型全自动张力控制器和LX-TD型张力检测器。
3)纠偏装置的选型
根据系统功能要求和实际生产状况,选用气液纠偏装置。采用气动检测,检测后的气体信号操纵气液伺服伐,控制油缸运动方向从而驱动纠偏机构,实现印前纸袋的横向纠偏。本系统选用C.JIN'S P05-E1-A型全自动纠偏机。输入电源为380V,50HZ,马达1HP;最大负重5000Kg,检出精度0.05mm;无负荷最大速度25mm/sec(Ф50)。
3 一体机控制系统的软件设计
3.1 控制要求
根据系统的功能要求并考虑系统的可靠运行,软件设计应满足一些功能:
1)自动连续地完成上纸、布纱、上胶、控温、翻边、张力控制、纠偏控制、印刷、干燥、折边、剪切;
2)在纸袋上印刷设定好的图案;
3)保证整个生产过程中张力恒定;
4)自动调节印前纸带的横向偏移,以保证印刷套准的精度要求;
5)印后干燥;
6)自动检测故障并能紧急停机显示;
7)剪切无色标袋和各种图案的色标袋;
8)袋长、印刷长度、袋速在一定范围内可任意设置。
3.2 控制流程
系统控制流程图如图3所示,印刷伺服系统中,伺服驱动器采用的是位置控制模式[2],通过闭环控制来实现对印版辊电机和压印辊电机的速度和位置的精确控制。利用STEP 7 MicroWIN编程软件,设置各电机正常运行所需的参数[3],使印刷速度和制袋速度相匹配。
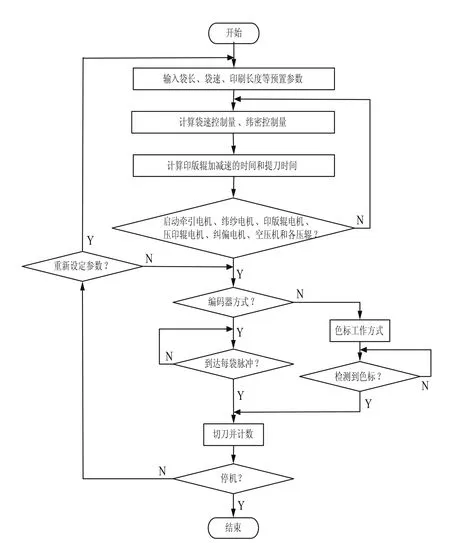
图3 系统的控制流程图
4 人机界面的设计
人机界面(HMI)是操作人员和机器设备之间双向沟通的桥梁。选用西门子MP370工业触摸屏,使用组态软件WinCC flexible实现S7-200 PLC与人机界面触摸屏实时通讯[4]。通过触摸屏可以输入袋长、袋速、印刷长度以及温度等参数,并且触摸屏可以实时显示系统关键部件的运行状况以及故障信息,实现了一体机生产中的工艺技术指标,确保系统安全可靠运行。
5 结论
本文提出了一套以PLC为控制核心的纸纱复合制袋印刷一体机控制系统,实现多色印刷、控制精度高,提高生产效率的目的。结合实际生产特点和客户的具体要求,可以对本系统进一步完善,以提高性能和生产效率,满足不同层次客户的需求。
[1]彭珍瑞,董海棠,等.新型纸纱复合制袋机控制系统的研制[J].传感器与微系统.2011,30(6):90-92.
[2]胡佳丽,闫宝瑞,张安震,等.S7-200 PLC在伺服电机位置控制中的应用[J].自动化仪表,2009,30(12):38-41.
[3]廖常初.PLC编程及应用[M].北京:机械工业出版社,2008.
[4]廖常初.西门子人机界面(HMI)组态与应用技术[M].北京:机械工业出版社,2008.
Design of the control system for compound paper-yarn bag-making and printing machine
YUE Yan-hong,PENG Zhen-rui,HOU Fei
针对目前研发出的新型纸纱复合制袋机只具有单色印刷功能、自动化程度不高、加工精度达不到要求的现状,本文提出了一套以西门子S7-200 PLC为控制核心的纸纱复合制袋印刷一体机的控制方案。具体包括控制系统的硬件设计、软件设计和人机界面设计,为本系统的进一步完善打下了基础。
纸纱复合;制袋机;印刷机;PLC;人机界面
岳艳虹(1986 -),女,甘肃天水人,硕士研究生,主要从事检测与控制方向的研究。
TP271
B
1009-0134(2013)01(下)-0121-03
10.3969/j.issn.1009-0134.2013.01(下).35
2012-09-04
