瓷质大颗粒斑点砖的生产工艺研究
2013-04-29张国涛
张国涛


摘 要:本文简单介绍了无釉大颗粒瓷质仿古砖的生产工艺,并探讨了此类仿古砖表面装饰的关键工艺因素。研究表明,该类产品具有更高的经济技术特性。
关键词:瓷质砖;大颗粒斑点;凹凸表面;生产工艺
1 引言
近年来,随着建筑装饰业的快速发展,花样繁多的陶瓷墙地砖种类层出不穷。而仿古砖已经发展近十年,其风格迎合了现代人崇尚自然、贴近自然的特点。目前,上釉炻(瓷)质仿古砖都是在生坯或素坯表面施上一层(或多层)釉料,其目的主要是为了提高制品的表面质量、增加美观。但其具有耐磨性欠佳、生产工艺较为复杂、工艺控制点较多,且要求严格、生产成本较高等缺点。
仿古砖坯体经历了白坯、色坯、斑点坯、颗粒斑点坯四大发展阶段,现已进入颗粒斑点坯体阶段。颗粒斑点坯体可以提高瓷砖的色彩,提升仿古砖的品质,给人以瓷砖通体的感觉。最新开发的颗粒斑点产品是在坯体中加入不同颜色、不同颗粒大小的有色颗粒,从而使从坯体本身的色彩度得到提高。在此基础上,可以通过多种印花工艺,如:辊筒、丝网、喷墨印刷等,在坯体表面施一层较薄的釉,然后经过1200℃高温烧结后,坯体中的有色颗粒透过釉面隐约出现,与釉面色彩、纹理相互映衬,使得瓷砖整体效果简约、质朴,层次更加丰富,兼具耐磨、防滑、耐用等特点。该类产品主要以工程应用和出口为主,如:欧洲、美洲、澳洲、韩国等。
2 试验内容
2.1 试验原料
本产品所用的坯体原料均为广东省周边天然矿物原料,坯体色料选用国内色釉料企业生产的。其主要的坯体原料和色料化学组成分别见表1、表2。
2.2 试验配方
(1) 坯体的基础配方
本试验的坯体基础配方见表3。
(2) 有色坯体的配方
本试验的有色坯体的配方组成见表4。
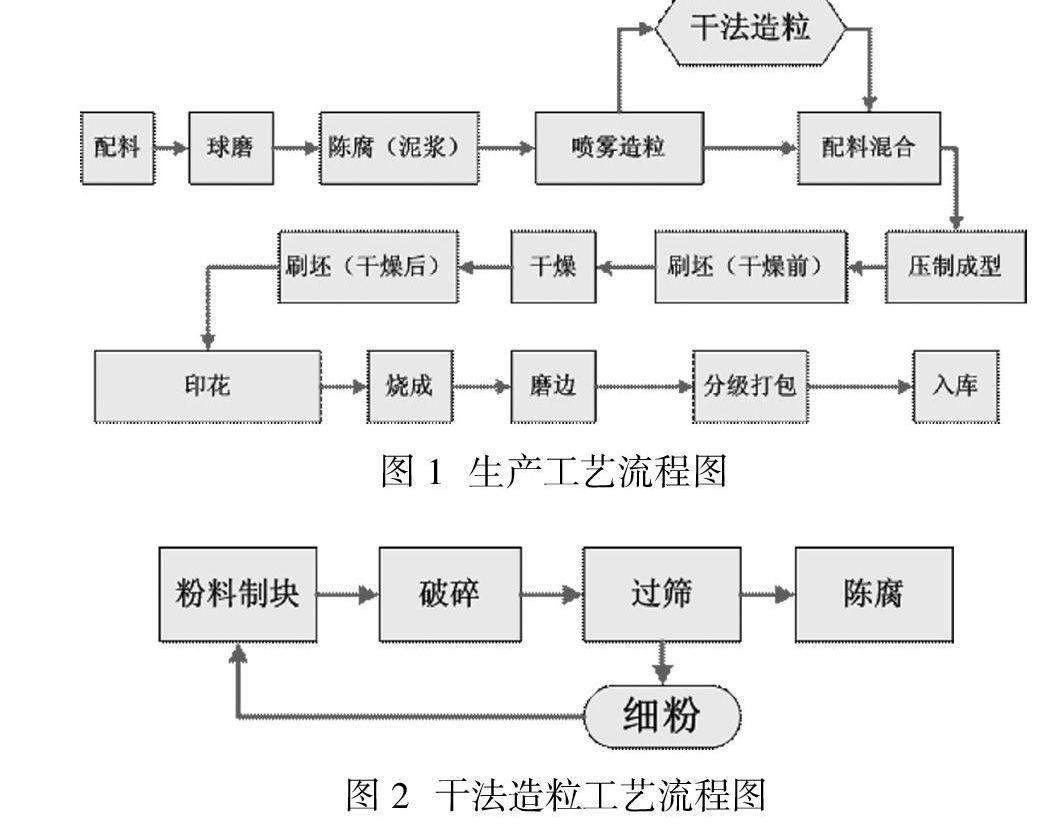
2.3 生产工艺流程
与普通瓷质砖相比,大颗粒斑点砖的生产多一个工艺,即造粒工艺,这是整个大颗粒斑点砖的核心技术。另外,在粉料布料方面也存在一些工艺控制难点,它将直接影响到颗粒点在产品中的装饰效果。本文所讨论的大颗粒其粒径范围在8~20目之间,且为有色颗粒。该颗粒可直接与其他颜色的颗粒充分混合,一次布料成形。其生产工艺流程图如图1所示,干法造粒工艺流程图如图2所示。
2.4 主要的生产工艺参数
(1) 坯体原料加工
本试验的坯体原料加工的化学组成范围见表5。
其中,浆料的工艺要求为:细度2.5±0.4%(250目)、水分 32.5%~33.5%、比重1.70±0.05;粉料的工艺要求为:水分 6.3%~7.0%;颗粒及配:20目以上≤1.5%、20~40目30%~60%、20~60目72%~88%、100目以下≤6%;陈腐时间为36~50h。
(2) 釉线工艺控制
固定剂的比重为1.45±0.01、施釉量为(6±0.5)g/盘(330mm×330mm)、辊筒花釉流速为18~22s。
(3) 干燥窑的温度制度
本试验的干燥温度曲线如图3所示。
(4) 烧成制度
本试验所采用的烧成温度曲线如图4所示。
3 产品性能测试结果
本产品的主要性能测试结果如表6所示。
测试结果表明,此类产品各项性能均符合国家标准GB/T4100-2006要求。其中,吸水率、表面硬度、强度以及表面耐磨度均优于有釉瓷质仿古砖。
4 生产工艺难点控制及表面效果处理工艺研究
4.1 颗粒料的制备工艺
在生产过程中,采用干法造粒工艺。干法造粒工艺控制关键点在于压力的大小。压力小,后續工艺中会产生较多细粉,降低造粒回收率;若压力太大,在成形工序中,由于颗粒和基料的压缩比与烧成时的收缩比相差悬殊,导致烧成的成品表面上的大颗粒周围或者中间出现裂纹。因此,在保证造粒工艺高回收率、后续工艺破损率低的基础上,尽可能降低压力。
此外,在造粒过程中,要保证压力的稳定性,以保证颗粒密度的均匀性。倘若颗粒的致密度相差太大,会造成干燥和烧成后的产品边界处开裂。
4.2 压机布料的均匀性控制
在坯体成形过程中,粉料是靠压机后部的布料车将粉料填送至模腔内,为确保填料充足,一般情况下料车内的粉料量会大于坯体成形用量,在完成布料操作后,料车会将多余的粉料带回。由于粉料中混有一定比例的大颗粒,在填料时有大部分位于布料车格栅与模腔之间。当料车回程时,会将这些颗粒带至模腔后部,直到受到模腔壁阻碍时,大颗粒才会停下来填入模腔内,造成在边缘的大颗粒明显多于其他三个边缘,这是造成产品开裂的原因之一,同时,这也是造成砖面颗粒分布不均的因素之一。
在压机布料过程中,要考虑布料车的运行行程和速度,在模具的前沿钻孔,让多余的细粉料漏掉,以免布料车返回时将多余的细粉带回,并覆盖在坯体边缘,造成在砖坯表面出现明显的带,影响产品。粉料在运输过程中会发生自由卸料现象,导致大颗粒偏移。为此,在生产过程中应避免大斜度的皮带传输。另外,混料不均匀也是造成布料不均的一个因素,也值得注意。
在布料过程中,含大颗粒的粉料在转移和刮料时,通常会造成大颗粒往表面移动,细粉会“沉底”。因此,在大颗粒斑点砖生产工艺中,采用正打工艺成形,即成形时砖坯的正面朝上。
4.3 粉料水分的均一性控制
在生产过程中,对粉料的控制也是非常重要的。特别是粉料与颗粒之间的水分悬殊易造成产品开裂。因此,不管使用什么造粒方法,大颗粒在配料前和配料后要有足够的陈腐时间,确保颗粒与颗粒之间、粉料与颗粒之间的水分均匀。
4.4 表面凹凸效果工艺控制
模具的设计既要满足制品表面仿石艺术造型的要求,又要符合制品压制成形工艺要求,两者缺一不可。由于制品表面图案造型的不平整、不规则与非对称性,成形时会引起压力分布不均,不仅影响模具本身的使用寿命,而且导致制品生坯致密度不一、生坯强度下降,以及烧成过程中产生尺寸偏差、裂纹、开裂,甚至破损。此外,模具设计还要考虑制品的压制排气特性,模芯与模腔之间的间隙比普通的墙地砖模具要大,以免制品成形时产生分层缺陷。
5 结论
(1) 利用高精度纹理的模具,可以成功的研制出理化性能和外观设计较好的无面釉仿古砖。
(2) 颗粒斑点砖具有普通仿古砖无法比拟的层次感和质感,更具有天然石材的素美和高雅,未来无论是仿古砖还是抛光砖,两者的界限将会越来越模糊,仿古砖可能会用到抛光砖的布料和抛光技术,抛光砖也可能用到仿古砖的装饰技术。
(3) 大颗粒斑点瓷质无釉砖在生产工艺方面,具有操作简单、易于控制、成品优等率高、色号稳定等优点。
(4) 无釉仿古砖在今后的研发过程中,可以从斑点颗粒类型方面考虑。如:以长石为主的透明颗粒料、熔块(高温)粒,合成具有纹理(如:雨花石等)的颗粒,具有收缩效果的颗粒(产生“洞石”效果)等。
参考文献
[1] 华南工学院等.陶瓷工艺学[M].北京:中国建筑工业出版社,1984.
[2] 中国硅酸盐学会,陶瓷分会建筑卫生陶瓷专业委员会.现代建
筑卫生陶瓷工程师手册[M].北京:中国建材工业出版社,2002.
[3] 俞康泰.陶瓷添加剂实用技术[J].陶瓷,2001.
[4] 蔡飞虎,冯国娟.陶瓷墙地砖生产技术[M].武汉理工大学出版社,2010.
小启
《佛山陶瓷》杂志感谢新、老作者一直以来对我们刊物的支持!
近期由于有不法分子拦截我杂志社编辑部的邮箱,冒充我公司的工作人员给作者发邮件来骗取钱财,如果已对您们造成财产影响,可以及时跟我编辑部联系,联系电话:075782269827,刘小姐。我们已向警方报案。
为了防止不法分子的企图得逞,我杂志社已安排更改邮箱,由原来的:foshanceramics@163.com,变更为:foshanceramics@163.net,旧的邮箱在8月份后停止使用。
希望大家踊跃投稿,谢谢大家的支持!
记住新邮箱地址:foshanceramics@163.net
《佛山陶瓷》编辑部