Nd∶YAG脉冲激光器双光路输出分时控制系统的设计
2013-04-27张庆茂吴锐欢李泽曦刘颂豪
张 健,张庆茂,吴锐欢,陈 国,李泽曦,刘颂豪
(华南师范大学广东省微纳光子功能材料与器件重点实验室,广东广州510006)
Nd∶YAG脉冲激光器双光路输出分时控制系统的设计
张 健,张庆茂*,吴锐欢,陈 国,李泽曦,刘颂豪
(华南师范大学广东省微纳光子功能材料与器件重点实验室,广东广州510006)
针对现有激光器多光路加工特点,采用Nd∶YAG脉冲激光器为光源,研制出激光器双光路输出分时控制系统。提出了具体的分时分光技术方案,设计出能够实现分时分光的分光装置,以及对装置的工作状态进行实时控制的分时控制电路,并确定了系统的程序流程。在不降低输出功率的前提下,实现了激光在不同时间、不同输出端口的输出,完成了分时分光。为避免因分光装置抖动而造成的光纤损坏,利用黑色相纸对光斑进行采样。结果表明:在全反镜改变位置后至激光输出,延时300 ms为最佳时间。该系统能实现激光的时分复用、动态分光,满足了多光路输出需求;而且系统的扩展能力强,能够根据实际激光加工状况,为激光加工设备的改进和升级提供思路。
Nd∶YAG激光器;双光路;分时控制;分光装置
1 引 言
激光加工技术是将控制、工艺和激光器相结合,实现光、机、电、材料加工一体化[1]的先进制造工艺技术。与传统的加工技术相比,其能够最大限度地集中能量,易于操作及实现自动化控制,且具有加工柔性高、效率高、能耗低、节能环保的特点,在航空、航天、汽车、模具、机械、微电子工业等制造领域已经得到广泛应用,是机械加工技术的重要发展方向,被誉为“21世纪的加工手段”[2-3]。
自从激光诞生以来,激光加工技术已经由脉冲波形向连续波形发展[4-7],由小功率薄板加工向大功率厚件加工发展。目前,激光加工技术仍发展迅猛,进一步提高激光加工的工作效率已成为各制造领域的共同目标。随着激光设备向自动化、高集成化发展,传统的单工作台单工件激光加工已经不能满足高效率激光加工的要求,多工件多工位激光加工已成为新的发展趋势[8-9]。现有的激光加工设备基本都是单光路传输系统,加工不同形状、不同尺寸的工件时,需要多次装夹及调试,耗时、耗力、效率低,因此对激光的多光路输出提出了新的要求。现有多光路输出技术可分为多光源的多光路技术[10]和能量分光技术。前者采用多台激光器并联或串联的形式实现多光路输出;后者是通过在激光器输出端放置不同透射率的反射镜,实现对原有光束的分光处理[11]。但是,多光源的多光路技术对散热、电磁屏蔽技术有较高要求,受环境影响大,而装置本身需要较精密的零件,成本高,离工业化应用还有一定距离;能量分光技术不可避免地降低各光路的功率,在大功率加工的条件下,不能满足激光加工要求。同时,各光路只能同时输出,不能实现个别光路单独输出,缺乏灵活性。
为克服上述能量分光技术以及多光源多光路技术的不足,本文结合Nd∶YAG脉冲激光器的特点[12-16],提出一种分时分光技术。通过动态地改变系统的原有光路,在保持激光器原有输出功率的前提下,实现了激光在不同时间、不同输出端口的输出和分时分光。文中集成开发了Nd∶YAG激光器双光路输出分时控制系统及程序。
2 系统总体设计及控制原理

图1 Nd∶YAG激光器双光路输出分时控制系统Fig.1 Nd∶YAG laser double-pass output time-sharing control system
激光器双光路输出分时控制系统由Nd∶YAG脉冲激光器、分光装置、分时控制电路、45°全反镜、光纤组成。分光装置由30°旋转磁铁、全反镜、全反镜固定架、挡光片及基座构成。当分光装置的全反镜处于降落状态时,由Nd∶YAG激光器输出的光束,经45°全反镜1反射后,直接入射到45°全反镜2,再次反射后,耦合进入光纤A,实现A路输出,并实现脉冲激光器在其工位下的连续作业;当分光装置的全反镜处于抬升状态时,由Nd∶YAG激光器输出的光束,经45°全反镜1反射后,入射至分光装置中的全反镜,经其反射后,耦合进入光纤B,实现B路输出,实现脉冲激光器在其工位下的连续作业。由此通过分光装置全反镜升镜的升降,可以满足激光束在不同时段、不同光路中的传输。Nd∶YAG激光器双光路输出分时控制系统总体结构如图1(a)所示,分光装置如图1(b)所示。
3 分时控制电路的设计
3.1 分时控制电路的设计原理
分时控制电路由微处理器模块、全反镜位置检测模块、激光输出控制模块,磁铁驱动模块组成。分时控制电路以微处理器模块为核心,连接其它工作模块。当微处理器从工作台出光按键或工业计算机接收到电平信号后,全反镜位置检测模块对全反镜位置进行检测。当全反镜处于目标位置时,电路不做处理;反之,微处理器模块通过激光输出控制模块控制激光器停止输出,然后磁铁驱动模块控制30°旋转磁铁旋转,最终改变全反镜位置,达到改变激光光路的目的。分时控制电路原理图如图2所示。
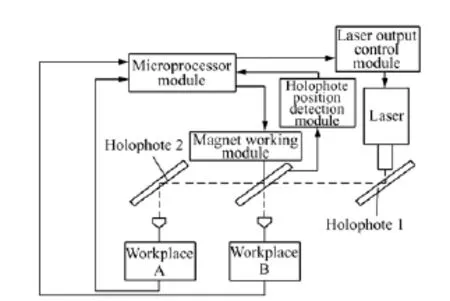
图2 分时控制电路原理图Fig.2 Schematic diagram of time-sharing control circuit
3.2 分时控制电路的模块设计
(1)微处理器模块
微处理器模块由按键电路、微处理器组成。工作台出光按键被按下时,光耦工作状态改变,光耦输出端向微处理器发送电平信号。微处理器根据检测到的电平信号,通过程序处理,识别A或B工作台按键状态。其中微处理器连接按键电路,可接收按键信号,同时微处理器模块连接工业计算机,可实现自动化控制[17]。微处理器模块控制端口用于连接全反镜位置检测模块、磁铁驱动模块和激光输出控制模块。微处理器模块如图3所示。

图3 微处理器模块Fig.3 Microprocessormodule

图4 全反镜位置检测模块Fig.4 Holophote position detectionmodule
(2)全反镜位置检测模块
全反镜位置检测模块包括检测电路和反馈电路。当检测电路上的光开关被挡光片遮挡,光开关、光耦合器的工作状态改变,最后反馈电路向微处理器模块发送全反镜位置信号,微处理器模块根据从模块接收到的电平信号,对全反镜的位置进行识别、控制。全反镜位置检测模块如图4所示。
(3)激光输出控制模块
激光输出控制模块主要包括输入端和输出端。输入端接收来自微处理器模块的电平信号,控制光耦,进而控制继电器的工作状态,最终控制激光输出回路的通断,控制激光。激光输出控制模块如图5所示。

图5 激光输出控制模块Fig.5 Laser output controlmodule
(4)磁铁驱动模块
磁铁驱动模块包括输入电路、输出电路、泄放电路。输入电路接收到微处理器模块发送的信号后,通过控制光耦、三极管、场效应管的工作状态,最终控制30°旋转磁铁旋转。其中,泄放电路通过消除因30°旋转磁铁工作状态改变而产生的反向电动势,达到保护电路的目的。磁铁驱动模块如图6所示。
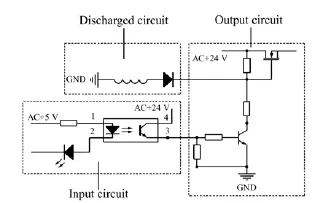
图6 磁铁驱动模块Fig.6 Magnetworkingmodule
3.3 软件设计
根据系统硬件的正常工作流程,进行了与之相适应的软件设计。当接收到来自工作台出光按键或工业计算机的电平信号,微处理器模块通过全反镜位置检测模块检测全反镜位置。当全反镜已经处于目标位置时,系统不做处理;否则,激光输出控制模块控制激光器停止输出激光,然后,磁铁驱动模块控制30°旋转磁铁旋转,最终改变全反镜位置,延迟一段时间,激光器输出激光。程序流程图如图7所示。
4 实验及结果
实验装置采用所设计的激光器双光路输出分时控制系统,如图8所示。实验定义延迟时间为分光装置抬起或降落后,激光输出延迟的时间(简称延时),即激光输出滞后于分光装置抬起或降落的时间。由于分光装置抬起到位后,旋转磁铁机械运动会导致分光装置中全反镜的微抖动,从而产生激光束微晃动,造成输出光纤端面的损坏,故采用黑色相纸分别对从全反镜改变位置后至激光输出不同延时的光斑进行采样[17]。根据采样的光斑形貌来判断分光装置微抖动稳定的时间,并以此确定延时。实验在峰值为30 A,脉宽为1 ms的条件下,距离分光装置15 cm处,采用黑色相纸分别对从全反镜改变位置后至激光输出延时100、200、300、400 ms时的光斑进行采样。

图8 系统实物图Fig.8 Photograph of the system
实验结果表明:延时为300、400 ms时,所采样到的光斑圆整。又考虑到激光工作效率,故选用300ms为最佳输出延时。不同延时光斑采样图如图9所示。输出光路中若采用硬光路输出,不用考虑到光纤的损坏问题[18],延时可以通过软件任意设置,有利于提高光束的切换效率。
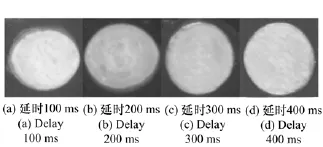
图9 不同延时光斑采样图Fig.9 Picture of light spot samples in different delays
5 结 论
本文设计的Nd∶YAG脉冲激光器双光路输出分时控制系统在控制分光装置中全反镜的位置,保持原有激光输出的功率的前提下,可实现不同时间、不同光路的输出,能够进行多工作台、多工件的激光加工。
(1)系统中的全反镜检测模块能避免全反镜由于各种故障而不能准确移动到目标位置,导致光纤损坏或激光在错误输出口输出等问题,从而增强系统的安全性、准确性;
(2)系统的扩展能力强,在本系统的基础上,配备多个分光装置,即可增加光路输出路数,能够根据实际激光加工状况,为激光器的改进和升级提供便利;
(3)在峰值为30 A,脉宽为1 ms条件下,距离分光装置15 cm处,利用黑色相纸对系统输出的两路激光进行光斑采样,结果表明:系统延时300 ms时光斑圆整,为最佳输出延时,激光工作效率最高。
[1] 张岩,宁永强,秦莉,等.小发散角垂直腔面发射激光器的设计与制作[J].发光学报,2011,32(1):47-52. ZHANG Y,NING Y Q,QIN L,etal..Design and fabrication of vertical-cavity surface-emitting laserwith small divergence[J].Chin.J.Lumin.,2011,32(1):47-52.(in Chinese)
[2] 徐斌,伍晓宇,罗烽,等.0Cr18Ni9不锈钢箔的飞秒激光烧蚀[J].光学精密工程,2012,20(1):1811-1823. XU B,WU X Y,LUO F,etal..Ablation of0Cr18Ni9 stainless steel films by femtosecond laser[J].Opt.Precision Eng.,2012,20(1):1811-1823.(in Chinese)
[3] 刘杰,杨永强,苏旭彬,等.多零件选区激光熔化成型效率的优化[J].光学精密工程,2012,20(4):699-705. LIU J,YANG Y Q,SU X B,et al..Efficiency optimization of selective laser melting for multi-parts[J].Opt.Precision Eng.,2012,20(4):699-705.(in Chinese)
[4] 钟如涛,王玉涛,黄冶军.高功率激光器的发展现状及应用[J].激光杂志,2011,32(2):4-7. ZHONG R T,WANG Y T,HUANG Y J.The developing status and application of high power laser[J].Laser J.,2011,32(2):4-7.(in Chinese).
[5] 吴东,尹波,周秋菊,等.用Nd∶YAG激光焊接殷钢薄板材料[J].光学精密工程,2009,17(3):557-562. WU D,YIN B,ZHOU Q J,et al..Nd∶YAG Laser beam welding invar36 alloy sheet[J].Opt.Precision Eng.,2009,17(3):557-562.(in Chinese)
[6] 邓家科,王中,朱付金,等.数控激光切割技术发展趋势与市场分析[J].激光与光电子学进展,2009(5):59-63. DENG J,WANG ZH,ZHU F J,et al..Developing tendency and marketanalysis for CNC laser cutting technology[J].Laser Optoelectronics Progress,2009(5):59-63.(in Chinese)
[7] 张兴亮,郭立红,张传胜,等.CO2激光器高压脉冲触发系统的设计[J].中国光学,2012,5(4):416-422. ZHANG X L,GUO LH,ZHANG CH SH,etal.Design of high-voltage pulse trigger system for CO2laser[J].Chinese Optics,2012,5(4):416-422.(in Chinese)
[8] DUBEY A K,YADAVA V.Laser beam machining:a review[J].International J.Machine Tools&Manufacture,2008(48):609-628.
[9] 刘娟,唐霞辉,彭浩,等.高效率3工位激光焊接系统的控制优化[J].激光技术,2010,34(1):56-59. LIU J,TANG X H,PENG H,etal..Optimization of control system for three-working-position high efficiency laser welding[J].Laser Technology,2010,34(1):56-59.(in Chinese)
[10] 刘霄海,葛宏宇,侯国忠.一种多路激光光源设备的结构设计[J].中国新技术新产品,2010(14):148. LIU X H,GE H Y,HOU G ZH.A structure design ofmultiple laser source device[J].China New Technologies and Products,2010(14):148.(in Chinese)
[11] 蓝劾,叶健,覃海,等.多级等能量分光系统:中国,201110337015.3[P],2011-10-31. LAN H,YE J,QIN H,et al..Multilevel homenergic beam splitting system,CHN:201110337015.3[P],2011-10-31.(in Chinese)
[12] 罗曦,陈培锋,王英,等.新型高功率激光加工用激光光束展宽方法的探索性研究[J].中国激光,2011,38(4):93-99. LUO X,CHEN P F,WANG Y,et al..An exploratory investigation ofwide-band beam shaping for high power laser processing[J].Chinese J.Lasers,2011,38(4):93-99.(in Chinese)
[13] 姜梦华,李强,雷訇,等.高峰值功率自准直脉冲Nd∶YAG激光加工无锥度直孔研究[J].中国激光,2011,38(10):60-66. JIANG M H,LIQ,LEIH,etal.Study on producing non-tapered holeswith adaptively collimating high peak power pulsed Nd∶YAG laser[J].Chinese J.Laser,2011,38(10):60-66.(in Chinese)
[14] 刘永刚,王宝华,侯玮,等.86W准基膜激光二极管侧面抽运Nd∶YAG激光器[J].激光与光电子学进展,2011,48(7):113-116. LIU Y G,WANG B H,HOUW,et al..Side-pumped Nd∶YAG laser of 86 W quasi-fundamentalmode diode-lasers[J]. Laser Optoelectronics Progress,2011,48(7):113-116.(in Chinese)
[15] 姜梦华,李强,雷訇,等.平均功率3000W的MOPA脉冲Nd∶YAG激光器[J].中国激光,2011,38(11):39-44. JIANG M H,LIQ,LEIH,et al..A pulsed master-oscillator power-amplifier Nd∶YAG laser with average power of 3000 W[J].Chinese J.Lasers,2011,38(11):39-44.(in Chinese)
[16] 肖崇溧,万春明,凌铭.传导冷却侧面抽运Nd∶YAG脉冲激光器[J].光学学报,2011,31(4):179-182. XIAO CH L,WAN CH M,LINGM.Side-pumped Nd∶YAG pulsed laserwith conduction cooling[J].Acta Optica Sinica,2011,31(4):179-182.(in Chinese)
[17] 王鹏程,邓永丽,郝明明,等.高亮度半导体激光阵列光纤耦合模块[J].发光学报,2012,33(12):1335-1341. WANG P CH,DENG Y L,HAO M M,et al..High brightness fiber coupled diode lasermodule[J].Chin.J.Lumin.,2012,33(12):1335-1341.(in Chinese)
[18] 王鹤淇,孟范江,郭立红,等.DSP的高功率TEACO2激光器控制系统的高精度数据采集[J].中国光学,2011,4(4):411-417. WANG H Q,MENG F J,GUO L H,et al..High precision data acquisition of control system for high-power TEA CO2laser based on DSP[J].Chinese Optics,2011,4(4):411-417.(in Chinese)
作者简介:

张 健(1982—),男,山东济宁人,博士研究生,主要从事激光技术及其应用方面的研究。E-mail:zhangjian200623@sina.com

张庆茂(1966-),男,河北昌黎人,教授,1995年于吉林工业大学获得硕士学位,2000年于中国科学院长春光学精密机械与物理所获得博士学位,主要从事激光先进制造技术方面的研究。E-mail:zhangqm@scnu.edu.cn

吴锐欢(1992-),男,广东揭阳人,本科生,主要从事光电技术方面研究。E-mail:wurh_92@126.com

陈 国(1989-),男,广东肇庆人,本科生,主要从事激光加工技术方面的研究。E-mail:chenguodk@163.com

李泽曦(1991—),男,广东江门人,本科生,主要从事光学、电学方面的研究。E-mail:fox_lzx@163.com

刘颂豪(1930—),男,广东广州人,中国科学院院士,首批博士生导师,我国著名光学和激光专家,1951年于广东文理学院获得学士学位,曾任中国科学院安徽光学精密机械所所长、中国科学院合肥分院副院长、华南师范大学校长、全国政协委员、广东省科协副主席,现为中国光学学会常务理事,美国光学学会资深会员,主要从事分子束光谱和激光生物分子光谱等方面的研究。E-mail:liush@scnu.edu.cn
Design of Nd:YAG pulsed laser double-pass output time-sharing control system
ZHANG Jian,ZHANG Qing-mao*,WU Rui-huan,CHEN Guo,LIZe-xi,LIU Song-hao
(Laboratory of Nanophotonic Functional Materials and Devices in Guangdong Province,South China Normal University,Guangzhou 510006,China)
*Corresponding author,E-mail:zhangqm@scnu.edu.cn
On account of the characteristics of laser double-pass processing,a Nd∶YAG pulsed laser is chosen as the light source,and a laser time-sharing control system for double-pass outputs is developed.A concrete implemented project for time-sharing spectral technology is put forward,the beam split device is designed to achieve time-sharing beam split,and the time-sharing control circuit is designed to control the device in real time.Then,system program procedure is determined.Finally,laser outputs from different ports in different time are obtained under keeping the output powers.In order to avoid fiber damaging because of the jittering from beam split device,black photographic paper is used to sample of facula.The result shows that the bestdelay time is 300 ms from changing the holophote position to laser output.This system can not only realize time-sharemultiplexing and dynamic spectral splitting,but also can satisfy the need of double-pass outputs. Furthermore,the system has a stronger expanding ability,and can provide the convenience for laser improvement and upgrade according to the laser processing condition in reality.
Nd∶YAG laser;double-pass;time-sharing control;beam split device
TN248.1
A
10.3788/CO.20130604.0529
1674-2915(2013)04-0529-07
2013-04-17;
2013-06-23
中央财政支持地方高校专项资金资助项目(激光先进制造创新培养基地)(No.510-C10293);广东省教育部产学研结合重点资助项目(No.2010A090200048);广东省教育厅学科建设专项资助项目(No. CXZD1139)
