高精度干涉仪针孔空间滤波器研制
2013-04-27张春雷于长淞
张春雷,向 阳,于长淞
(中国科学院长春光学精密机械与物理研究所应用光学国家重点实验室,吉林长春130033)
高精度干涉仪针孔空间滤波器研制
张春雷*,向 阳,于长淞
(中国科学院长春光学精密机械与物理研究所应用光学国家重点实验室,吉林长春130033)
应用于高重复频率、高功率193 nm准分子激光器会聚光路中的针孔空间滤波器,除了需要考虑它的材料加工难易、厚度、针孔尺寸等因素外,还需考虑材料抗激光损伤特性。本文利用激光损伤理论中一维热流模型对无限厚和有限厚不同金属样品在高峰值功率193 nm准分子激光器照射下的损伤阈值进行了分析。结果表明:铝材料在厚度为1.2μm处比其它金属的损伤阈值高,可达1.16×1010W/cm2,且材料易于加工。利用聚焦离子束技术加工了航空铝材料样品,得到了厚度为1.2和1.5μm的针孔空间滤波器样品。扫描电镜观察其具有较好圆度和内壁粗糙度,基本满足剪切干涉仪对针孔空间滤波器的需求。
干涉仪;针孔空间滤波器;热流模型;离子束聚焦
1 引 言
点衍射、剪切干涉仪和哈特曼波前传感器等高精度波前测量设备都需要研发高质量针孔空间滤波器以产生理想球面波[1-3],本文研制的针孔空间滤波器主要应用于剪切方法测量193 nm投影物镜系统波像差。193 nm光刻是目前主流光刻技术,光刻厂商考虑到产率与质量,所用光刻光源重复频率可达8 kHz,单脉冲能量可达20 mJ,激光线宽可达零点几个皮米,但是国内无法采购到如此高性能193 nm光源。目前我们使用的193 nm光源重复频率可以达到500 Hz,单脉冲能量为5 mJ,线宽为0.5 pm,平均功率可达2.5 W,瞬时峰值功率将会更高。由于常用的激光光源功率只有几毫瓦到几十毫瓦,所以需要对针孔空间滤波器的抗激光损伤性能作重点评估。高重复频率高峰值功率193 nm准分子激光器作为检测光源时,针孔空间滤波器应用于高精度剪切干涉仪会受其材料、厚度和针孔尺寸影响。针孔空间滤波器的材料决定其加工难易程度,并且由于它主要应用于193 nm波长高峰值功率激光会聚光路中,因此,应该尽量控制激光会聚光斑对针孔空间滤波器造成损伤。实际加工时,针孔厚度将影响能够采用的加工方法与能实现的加工质量,而针孔尺寸会影响出射波前质量。
目前对微小尺寸针孔进行精细加工的高能粒子流技术主要有激光束加工[4-8]、聚焦离子束[9-10]加工和电子束加工[11]。其中离子束加工具有可控性强、加工材料种类繁多、加工尺寸精细等特点,可以用来加工高质量针孔空间滤波器。本文主要利用激光损伤理论中的一维热流模型分析针孔样品材料和厚度对针孔损伤阈值的影响,并由此获得针孔空间滤波器不受激光辐照损伤所允许的最大光斑直径尺寸,以此为依据对金属空间滤波器的材料进行筛选。该研究为高质量针孔空间滤波器的研制奠定了一定理论基础,同时也为投影物镜系统波像差检测装置光源照明系统研制提供了透过率与会聚光斑尺寸等必要设计输入。
2 原 理
如图1所示,光源发出光经照明光学系统、待测光学系统和光栅后。在CCD探测器上形成干涉条纹,对剪切干涉条纹进行处理后获得光学系统波像差。X方向剪切量为S的波像差与波长关系可以表示为:


图1 剪切法测量系统波像差原理图Fig.1 Principle of shearing wavefrontmeasurement
利用剪切干涉方法检测投影物镜系统波像差需要针孔空间滤波器定位装置改变针孔空间滤波器位置,以实现投影物镜不同视场系统波像差检测。针孔空间滤波器定位装置行程需要覆盖投影物镜整个视场,并且具有纳米级定位精度。针孔空间滤波器定位装置采用压电陶瓷作为驱动装置,平行四边形柔性结构作为运动放大结构,如图2所示。该结构具有切向柔性好,轴向刚度大的特点,使其能够满足剪切干涉中针孔空间滤波器高精度定位要求[12]。

图2 针孔空间滤波器定位装置Fig.2 Position device of the pinhole filter
利用横向剪切方法测量光学系统波像差原理
金属对于193 nm波长激光属于强吸收材料,其吸收激光能量后会使得温度升高,易导致材料损伤。根据激光损伤理论,能量吸收导致温度升高造成金属材料损伤采用一维热流计算模型进行计算,光束强度与中心温度升高量如下式所示[13-14]:

式中,t为辐照时间,α为吸收,I0为束的强度,k为热导率,ρ为密度,x为测量时的深度(x=0对应表面),其中

3 计算分析
本文中针孔空间滤波器主要采用金属材料。对于常见金属材料,其主要参数如表1所示[15]。计算中按单脉冲作用,作用时间相当于激光脉冲宽度,当脉冲宽度不同时金属损伤情况也不相同。对于脉冲宽度分别为10、100和1 000 ns情况下,室温取300 K,通过表1中数据由式(2)计算可得到不同金属厚度4(kt/ρc)1/2的数值,如图3所示,从图中可以看出当脉冲宽度为10 ns时,可作为无限厚金属样品且厚度最小的为铝,厚度为1.26μm,厚度最大的为银,其厚度为5.27μm;当脉冲宽度为1 000 ns时,可作为无限厚金属样品且厚度最小的为铝,厚度为12.65μm,最大的为银,其厚度为52.74μm。
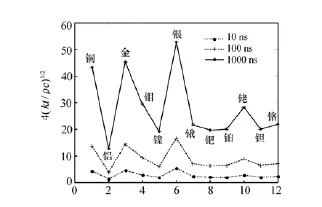
图3 不同脉冲宽度下金属可作无限厚样品的厚度Fig.3 Metal thickness which can be dealt as infinite thickness at different pulse widths
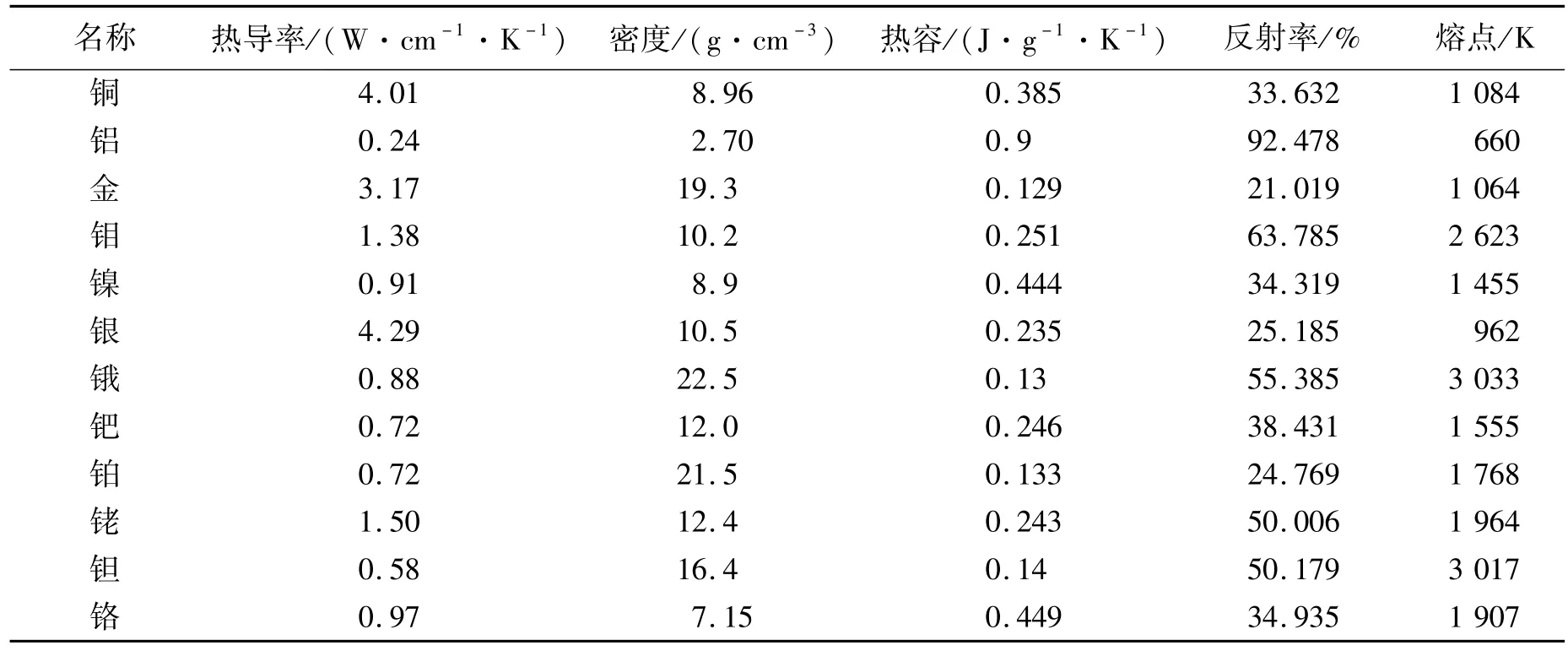
表1 金属特性参数Tab.1 Characteristic parameters of differentmetals
投影物镜系统波像差检测光源为ArF窄脉冲、高重复频率准分子激光器,其重复频率为500 Hz,谱线宽度为0.5 pm。利用示波器对使用的193 nm准分子激光器脉冲宽度进行测量,使用中准分子激光脉冲宽度取激光脉冲的半高全宽为10 ns如图4所示。
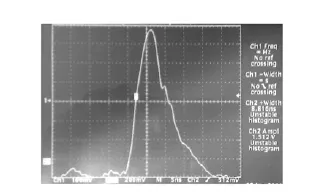
图4 193 nm准分子激光器脉冲宽度测量Fig.4 Pulse width measurement of 193 nm laser
对于波长193 nm的10 ns脉冲宽度准分子激光,分别在取样品为无限厚和有限厚两种情况下分析金属样品能够承受的辐射照度。对于无限厚情况,分析中厚度取值大于金属可作为无限厚样品的最大值5.27μm,按照无限厚样品计算(即x=0)得到各金属能够承受的辐射照度,其中钼最高,为1.07×108W/cm2;金最低,为2.41× 107W/cm2,见图5。对于金属能够作为有限厚样品情况,分析中厚度取值小于金属不可作为无限厚样品最小值1.26μm,取为0.2、0.4、0.8和1.2μm,同样经式(2)计算得到图6,从图6可见各金属厚度有限情况下,随着厚度增加金属损伤阈值提高,铝样品在厚度1.2μm时损伤阈值最高,为1.16×1010W/cm。从公式中可以看出铝在该厚度下损伤阈值较高,得益于其反射率较高,只有7.5%能量能够进入金属样品内。

图5 无限厚金属样品损伤阈值Fig.5 Damage threshold of infinitemetal thickness

图6 有限厚金属样品不同厚度下损伤阈值Fig.6 Damage threshold at different finitemetal thicknesses

图7 不同照明系统透过率下允许光斑尺寸Fig.7 Beam spot allowed at different illuminating optical transmissions
投影物镜系统波像差检测中所使用193 nm准分子激光器单个脉冲能量为5 mJ,重复频率为500 Hz,所以激光功率为2.5 W,平均功率远高于一般功率量级为毫瓦的激光光源。经ArF准分子激光器出射的光经照明光学系统聚焦在针孔空间滤波器上,为不使会聚到针孔空间滤波器上的光斑对其造成损害,需要根据不同金属可承受的辐射照度获得光学系统允许会聚的最小光斑,如果光斑尺寸小于此值就会对金属样品造成损害。对于不同透过率照明系统,允许照射最小光斑尺寸可以由获得,其中Epulse为每个脉冲能量,τ为照明系统透过率,I为各金属损伤阈值,t为照射时间。在照明系统透过率分别为20%,40%,60%,80%情况下,不同金属允许辐照最小光斑尺寸经计算如图7所示,可见在照明系统透过率相同情况下,金属铝能够允许的照射光斑尺寸最小,即小光斑照射也不易损坏空间滤波器。

铝样品除具有较高损伤阈值外还具有容易加工的特点,利用聚焦离子束(FIB)对航空铝材料样品进行加工,目前已经加工出符合可见光波像差检测要求的针孔直径为2.5μm的针孔。为进行工艺验证,加工出直径为1.5和1.2μm针孔,若减小相干因子,1.2μm针孔也可应用在193 nm投影物镜系统波像差检测中,在扫描电镜下观察如图8所示。从图中可以观察出所加工针孔具有很好的圆度,但是针孔周边有融化堆积物,下一步的工作将继续缩小针孔直径尺寸,对加工工艺进行改进,提高针孔加工质量。
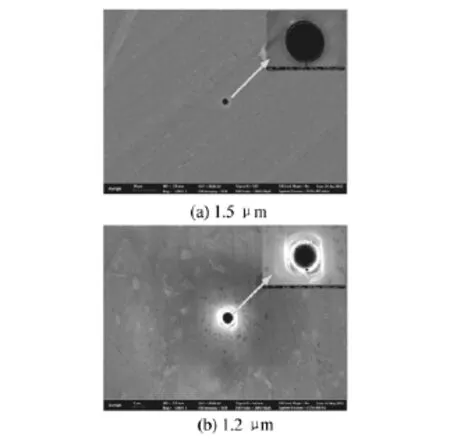
图8 扫描电镜下的针孔图片Fig.8 Pinholes observed by SEM
4 结 论
本文利用一维热流模型计算分析了不同厚度金属材料空间滤波器在高峰值功率准分子激光辐射下的损伤阈值,结果表明:与其它金属相比,铝材料在1.2μm处的损伤阈值较高,为1.16× 1010W/cm2。利用聚焦离子束加工技术对航空铝材料进行加工,加工出的1.2和1.5μm针孔空间滤波器样品具有较好圆度和内壁粗糙度,基本满足剪切干涉仪对针孔空间滤波器需求,下一步将继续减小针孔尺寸,改进加工工艺,提高针孔加工质量。
[1] TEJNILM E,GOLDBERGK A.Phase-shifting point diffraction interferometer[J].Opt.Lett.,1996,20(19):1526-1528.
[2] LAIK F,GALLATIN G,DE KERKHOFM,etal..New paradigm in lensmetrology for lithographic scanner:evaluation and exploration[J].SPIE,2004,5377:160-170.
[3] TORN F J,JUN K G,YASUSHIM,et al..Portable phasemeasuring interferometer using Shack-Hartmann method[J]. SPIE,2003,5038:726-732.
[4] 刘友强,曹银花,潘飞,等.激光加工用半导体激光器的光束变换[J].光学精密工程,2012,20(3):455-461. LIU Y Q,CAO Y H,PAN F,et al..Beam transformation of diode lasers used in laser processing[J].Opt.Precision Eng.,2012,20(3):455-461.(in Chinese)
[5] 李世文,张秋慧,牛瑞华.激光对金属铜微孔加工的热力学过程研究[J].光谱学与光谱分析,2013,33(4):899-902. LISH W,ZHANG Q H,ZHU R H.Thermodynamics process of laser drilling on copper surface[J].Spectroscopy and Spectral Analysis,2013,33(4):899-902.(in Chinese)
[6] 朱洪波,李艳华,郝明明,等.基于偏振复用技术的新型半导体激光加工光纤耦合模块[J].光学精密工程,2013,21(5):1137-1143.ZHU H B,LIY H,HAO M M,et al..Fiber coupled diode lasermodule for laser processing by polarization multiplexing[J].Opt.Precision Eng.,2013,21(5):1137-1143.(in Chinese)
[7] 刘峰,彭国良,杜太焦,等.切向气流对激光加热金属板非熔化穿孔效应的影响[J].中国光学,2013,6(3):332-342. LIU F,PENG G L,DU T J,et al..Influence of tangential airflows on burn-through effect with no-melting ofmetal heated by laser[J].Chinese Optics,2013,6(3):332-342.(in Chinese)
[8] ZHANG J,PENG H Y,LIU Y,et al..Fiber-coupled diode laser flexible processing source formetal sheet welding[J]. Chinese J.Luminescence,2012,33(8):895-900.
[9] 于华杰,崔益民,王荣明.聚焦离子束系统原理、应用及进展[J].电子显微学报,2008,27(3):243-248. YU H J,CUIYM,WANG RM.Principle,application and developmentof focused ion beam system[J].J.Chinese Electron Microscope Society,2008,27(3):243-248.(in Chinese)
[10] 张继成,唐永建,吴卫东.聚焦离子束系统在微米/纳米加工技术中的应用[J].材料导报,2006,20(增2):40-46. ZHANG JCH,TANG Y J,WU W D.Application of focused ion beam in micro/nanometermicromachining technology[J].J.Materials,2006,20(supp 2):40-46.(in Chinese)
[11] 张琨,林罡,刘刚,等.电子束光刻技术的原理及其在微纳加工与纳米器件制备中的应用[J].电子显微学报,2006,25(2):97-103. ZHANG K,LIN G,LIU G,et al..Principle of electron beam lithography and its application on the nanofabrication and nanodevice[J].J.Chinese Electron Microscope Society,2006,25(2):97-103.
[12] 齐克奇.光刻物镜波像差检测平台针孔对准装置的研制[J].长春理工大学学报(自然科学版),2012,35(4):46-48. QIK Q.Development of pinhole positioning device ofwavefrontaberration detecting stage for lithographic projection objective[J].J.Changchun University of Science and Technology(Natural Science Edition),2012,35(4):46-48.(in Chinese)
[13] 周孑民,朱再兴,谢东江,等.常功率平面热源法测试耐火材料热物性的研究[J].中南大学学报,2011,42(5):467-1472. ZHOU JM,ZHU Z X,XIE D J,et al..Thermal physical property of refractory materialmeasured by plane heat source method with constant heat rate[J].J.Central South University(Science and Technology),2011,42(5):467-1472.(in Chinese)
[14] 伍德.光学材料的激光诱导损伤[M].崔旭东,译.成都:西南交通大学出版社,2011:59. WOOD R M.Laser-induced Damage of Optical Materials[M].CUIX D,Trans.Chengdu:Southwest Jiaotong University Press,2011:59.
[15] 于长淞.点衍射干涉仪小孔掩模制备与检测技术研究[J].长春理工大学学报(自然科学版),2012,35(4):24-26. YU C S.Research of preparation and detection technology of PDIpinholemask[J].J.Changchun University of Science and Technology(Natural Science Edition),2012,35(4):24-26.(in Chinese)
Development of pinhole filter in high precision interferometer
ZHANG Chun-lei*,XIANG Yang,YU Chang-song
(State Key Laboratory of Applied Optics,Changchun Institute of Optics,Fine Mechanics and Physics,Chinese Academy of Sciences,Changchun 130033,China)
*Corresponding author,E-mail:zcll_1981@126.com
When the pinhole filter is applied in the converging illuminating optics of a 193 nm excimer laser with high repetition rate and high power,the laser-induced damage threshold of the pinhole filter should also be considered besides the fabrication feasibility,thickness and the pinhole size.In this paper,one dimensional conduction mathematic model based on laser-induced damage theory is used to analyse the laser-induced damage threshold for different thicknessmetals illuminated by the high power 193 nm excimer laser.The results indicate that Al has a higher laser-induced damage threshold of1.16×1010W/cm2at1.2μm thickness. Furthermore,the Al also has the advantage of easy fabrication.Ion beam machiningmethod is used to fabricate the pinhole filterswith diameters of1.2μm and 1.5μm and the obtained sample are observed by a scanningmicroscope.It shows that the pinhole filters have good roundnesses and inner roughnesses,which almost satisfies the need of a shearing interferometer.
interferometer;pinhole filter;thermal conduction mathematicmodel;ion beam machining
TH744.3
A
10.3788/CO.20130606.0952

张春雷(1981—),男,吉林长春人,助理研究员,2005年于北京交通大学获得学士学位,2011年于中国科学院长春光学精密机械与物理研究所获得博士学位,主要从事光学检测和成像光谱仪辐射定标方面的研究。E-mail:zcll_1981@126.com

于长淞(1983—),男,黑龙江牡丹江人,助理研究员,2009年于天津大学获得硕士学位,主要从事光学检测等方面的研究,E-mail:yuchangsong1983 @163.com

向 阳(1963—),男,吉林长春人,研究员,博士生导师,1988年于东北师范大学获硕士学位,1998年于中国科学院长春光学精密机械与物理研究所获博士学位,主要从事光学检测和成像光谱遥感方面的研究。E-mail:xiangy @sklao.an.cn
1674-2915(2013)06-0952-06
2013-09-15;
2013-11-12
国家重大科技专项(02专项)基金资助项目(No.2009ZX02202-005)
