基于西门子PLC的自动化立体仓库堆垛机控制系统设计
2013-04-23宁夏职业技术学院哈贵庭
宁夏职业技术学院 哈贵庭
1.前言
现代物流技术和自动化技术的不断发展衍生了各种物流产品,立体仓库就是针对物流仓储常用的一种,立体仓库作为自动化技术的产品,它综合了自动控制技术与计算机管理技术,借助堆垛机对货物实现存取操作,自动化立体仓库堆垛机不仅具有存取货物的功能,它还能对货物进行分类、分拣、计数和配送等操作。自动化立体仓库主要由计算机控制系统、自动化堆垛机和高层货架三部分组成,多个功能子系统共同构成了物流仓储的信息系统。随着客户对物流信息化要求增高,切实掌握仓储情况及时更新仓储信息成了现代物流信息化的重要因素,为了提高物流信息的可靠性和实时性,我们必须保证立体仓库系统具有正常作业和信息统计功能。除此之外还需提高立体仓库系统的柔性化,在系统中融入条形码扫描技术和射频计数等采集货物信息的技术,以满足现代物流自动化需求。
2.自动化立体仓库系统设计
从图1可看出自动化立体仓库主要包括计算机控制系统、自动存取设备和高层货架三个部分,另外它还具有整合子系统收集整理信息等功能。自动化立体仓库由多个环节综合而成,在多方面因素的相互作用下其过程相对复杂,因而构建自动化立体仓库,首先需了解各个组成部分的特性和相互作用。计算机控制系统即人机交互界面,通过它操作人员可对立体仓库的运作进行控制和监视,另外货物存储和物流作业安排都是由控制系统负责;高层货架与传统的货架区别在于利用货物的层叠扩展和延伸储存空间,科学有序的安置不仅使得货物分类明确,同时也降低了管理难度;自动存取设备是执行任务的主要工具,作为仓储作业的主要劳动力,它决定了物流仓储的工作效率,提高立体仓库运行效率的关键就在此。如图1所示为自动化立体仓库系统构成图。
自动化立体仓库与周边设备的位置呈星形拓朴模式,自动化立体仓库系统主要由堆垛机工控系统、计算机上位机WMS软件系统、转轨车工控系统、地面主柜工控系统和AGV工控子系统五部分组成。WMS是自动化立体仓库管理系统的软件,该系统属于常见的数据库应用软件系统。由于该软件是按照标准化设计的,因而在货物控制和管理中具有很强的相似性,因此可将它作为企业ERP系统的一个子模块,主要负责两者的数据交汇。相对应用系统而言,针对不同的项目堆垛机的设置需严格按照要求定制,对工控系统而言除了在功率配置上有所不同外,其它工作模式基本类似,因此,采用标准化的软件就可进行设计开发。转轨车的工作原理更加简单,它只需按照设定轨道将货物运行到制定地点,AGV工控系统从上位机上接受任务指令后,负责对货物进行装卸
3.堆垛机工控系统硬件设计
如图3所示堆垛机工控系统包括了计算机控制平台、地面主柜控制系统以及堆垛机控制系统三个部分。堆垛机控制系统本身具有输入输出数字端口(I/0)模块,它主要由三个驱动部分、激光定位单元和保护功能传感器共同组成,通过端口与PLC相连接,接收堆垛机PLC控制器的指令并执行任务。操作人员只需在堆垛机提供的手动控制按钮端口处输入指令,即可实现手动模式。如图2所示为堆垛机工控系统结构框图。
堆垛机工控系统模块配置包括输入地址、输出地址、订货号、固件、MPI地址等信息,其中MPI地址号主要是针对在线调试通讯。另外该系统使用的西门子PLC本身自带现场总线通讯功能,针对不同方向的电机变频器及激光定位装置提供通讯,Profibus总线连接配置需与从机号相对应,保证主机与从机之间的正常通讯。如图3所示为堆垛机工控系统模块配置。
地面主柜控制系统的主控单元采用的是西门子PLCCPU315-ZDP,数据交互则是通过CP343-1Lean无线通讯模块实现计算机主控系统与堆垛机之间的通讯。根据仓储需求地面主柜控制系统需具备液晶显示和操控按钮输入两项功能,通过在线操作实现立体仓库的半自动功。CP343-1Lean无线通讯模块与TCP/IP局域网连接后,操作人员可布置相应的任务,数据通过PC机可直接进行交换,计算机管理系统根据数据引导便可下达相应的指令,由堆垛机执行命令完成任务。
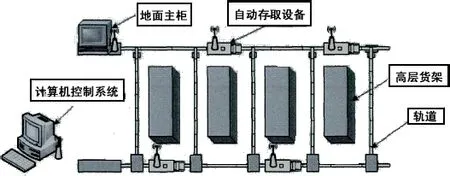
图1 自动化立体仓库系统构成图
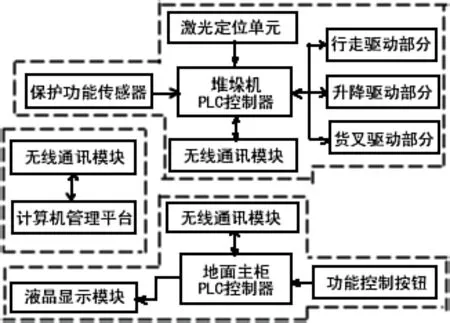
图2 堆垛机工控系统结构框图
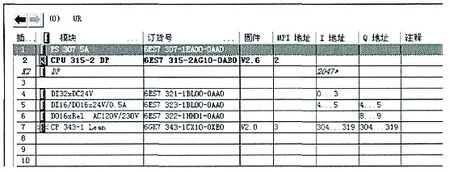
图3 堆垛机工控系统模块配置
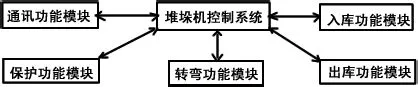
图4 堆垛机控制系统软件框图
4.堆垛机工控系统软件设计
堆垛机工控系统是由堆垛机控制系统、地面主柜控制系统和计算机上位机软件三部分实现立体仓库的自动化,前两者是建立在PLC基础上,主要针对西门子PLC集成第七步设立的开发环境;后者则是通过visua1C++实现环境开发的,Visualstudio6.0是该软件的主要开发环境。
4.1 堆垛机控制系统软件设计
借助PLC堆垛机控制系统可实现其功能,按照程序标准在第七步集成开发环境下对功能模块进行设计,由堆垛机控制系统控制的五个子模块分别具有入库功能、出库功能、转弯功能、通讯功能和保护功能,而堆垛机控制系统则是各子模块的控制中心,同时负责对数据进行发送与监听、功能请求与判断、数据实时捕捉、激光数据定位以及采集传感器信号等工作。如图4所示为堆垛机控制系统软件框图。
入库功能模块根据接收到的指令将货物从卸货点运送到指定货架的某个位置,它的云次运行流程为移动到制定货源位置、升出货叉、载货台微升、收回货叉、移动到高层货架制指定位置、升出货叉、载货台微降、收回货叉。其中货源位置和高层货架位置是用坐标表示的,x代表平行货架的行号,Y代表位于固定轨道方向的货架列号,Z代表纵向位置即货架高度,用坐标的方式表示可将货物准确的送至指定位置。当操作过程中没有无转轨车,堆垛机执行任务的运动轨道转变为圆弧形,当堆垛机运行速度过快时就可能出现侧翻现象,且运行速度过快对轨道早成的磨损也就越大。当堆垛机从一条巷道进入另一条巷道,货叉方向发生了左右置换,此时还需要考虑堆垛机存取货物时所在行道,需要用奇数偶数的方法来判断货叉方向是否发生了左右置换。堆垛机转弯动作:接收入库指令后起动运行直至转弯点,降低运行速度准备转弯,由于激光定位装置无法定位转弯位置,因此无法获取相应的定位信息,当堆垛机运行到水平位置,激光定位装置恢复定位功能,获取对应的定位信息,设置左右货叉方向到达新巷道目标地址,这就是转弯的整个过程。
4.2 地面柜台控制系统软件设计
地面主柜控制系统主要负责堆垛机的半自动作业过程,在控制盘键盘上输入作业指令使堆垛机开始作业,通过地面柜台的控制盘显示设备对堆垛机运行状态信息进行查看和监督,该控制系统可对堆垛机实行在线调试,另外当上位机出现通讯失灵现象时还可通过手动调度协助堆垛机完成作业。地面主柜控制系统主要由PLC主控制单元、输入输出I/O接口、无线数据模块和LCD显示模块四部分组成。
4.3 上位机软件系统设计
自动化立体仓库是自动化技术与计算机技术两者的综合产品,在现代物流中采用自动化立体仓库不仅降低了仓储成本,还提高了仓储管理效率,上位机软件的规范性和通用性是自动化立体仓库的有效保证。计算机上位机软件在自动化立体仓库的管理中具有以下功能:货物在库管理、货物调整货位管理、入库出库管理、远程监控堆垛机的运行状态、录入和查询货单、对地面主柜工作状态进行远程控制、打印库存物流信息。
5.结语
本文针对自动化立体仓库堆垛机控制系统进行了设计和研究,提出了基于西门子PLC的自动化立体仓库堆垛机控制系统设计,该设计不仅包含了堆垛机坐标运行设置,还包括地面主柜控制系统软件的实现与计算机端上位机管理信息系统的实现。堆垛机是自动化立体仓库执行任务的主要器械,同时也是仓库搬运的主要劳动力,它的运行受到了地面主柜控制系统和上位机管理信息系统的共同作用。对于控制系统设计而言,PLC控制器和外围扩展设备都是有各种功能模块组成,只需通过编程就可实现模块功能,唯一需要考虑的是它们之间的相互兼容性,因此需根据子系统的功能要求进行编程,明确模块化思想。
[1]尤晓玲,陈宏希,张治军,段晓燕.PLC在堆垛机控制系统中的应用[J].兰州石化职业技术学院学报,2010,10(1):30-32.
[2]周晓光,付莹.基于PC-BASE PLC的自动化立体仓库堆垛机控制系统设计[J].起重运输机械,2006(2):37-39.
[3]徐菱,劳扬健,王金诺.基于PLC的堆垛机控制系统设计[J].组合机床与自动化加工技术,2005(1):72-73,75.
[4]田峰,韩绍军.PLC在堆垛机控制系统中的应用[J].国内外机电一体化技术,2001,4(2):50-52.
