用宏程序粗精车螺纹两侧面
2013-04-16常华超徐兴泰
□ 常华超 □ 徐兴泰
中国工程物理研究院 机械制造工艺研究所 四川绵阳 621900
螺纹切削一般有两种加工方法:G92(G32)直进式切削方法和G76斜进式切削法。前者切削方法由于是两侧刃同时工作,切削力较大,而且排屑困难,因此在切削时,两切削刃容易磨损;在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但由于其加工的牙形精度较高,因此一般多用于小螺距螺纹加工,其刀具移动切削均靠编程来完成;直进式切削方法由于刀刃容易磨损,因此加工中要做到勤测量。后者切削方法为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,从而造成牙形精度较差;但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式,因此,此加工方法一般适用于大螺距螺纹加工。
采用宏程序编程进行螺纹加工可以大大提高加工效率,相对其它 G功能指令程序,不仅可以提高加工效率,而且也保证了加工精度。本文介绍用宏程序加工螺纹的优点和适用性[1~3]。
1 用宏程序加工螺纹的特点
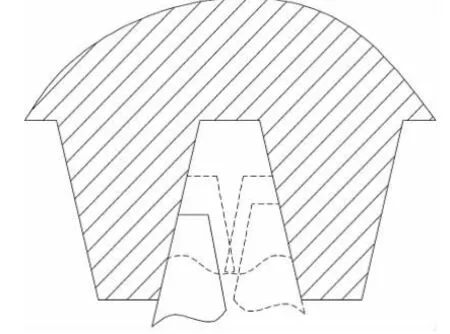
▲图1 用宏程序加工螺纹示意
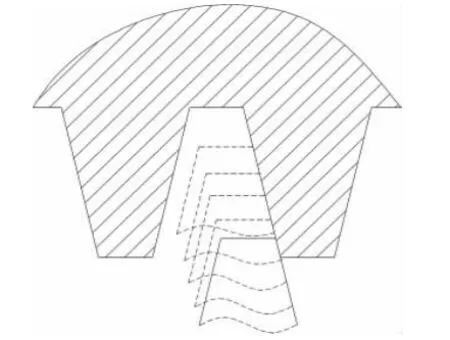
▲图2 用G72指令加工螺纹示意
1)用宏程序切削螺纹时,为两侧面一前一后下刀,每次下刀单一侧面接触(如图1)。好处:减少了刀刃吃刀抗力,对螺纹刚性要求进一步降低,可以在以往加工螺纹的基础上提高转速,进而提高效率,而且可以均分刀刃的磨损,提高刀片的使用寿命,节约成本。
而用G76切削螺纹时,由于下刀为沿单一侧面逐渐下刀(如图2),刀刃接触长度越来越长,刀刃受力越来越大,转速不能提高,并容易导致工件发颤。其下刀方式决定了刀刃只有一个侧面受力,磨损集中在一条刃上,而另一刃却没有使用起来,没有充分发挥刀片性能,不仅降低了生产效率,还对整个零件的加工增加了成本。
2)粗加工大螺距(螺纹牙型高度偏大),可选择变直径切削。好处:对于大螺距螺纹从开始吃刀到一定直径(理论上为中径)时,刀刃接触长度越来越长,变直径切削在这个时候使刀具受力不会增加(当切至中径时,刀刃接触长度越来越小,可选择等直径车削)。
由于G76为单一侧面下刀,为了减小刀刃受力,每次下刀都必须逐渐减小X的变化量,并且设定了一个最小值,当达到参数里的设定值时开始以设定值下刀,X向下刀变化就比较慢,切削刀数也随之增加,一般直径大,螺距也大,选择的转速也较低,所以加工起来耗时,效率也不高。
3)精加工时可以选择等直径切削,也可以转换为单一侧面单独车削。好处:当粗加工后发现某一侧面表面质量不好需再修一修时,可转换程序,针对某一侧面单独车削,由于精加工时为等直径下刀,所以每次直径变化量可以根据情况选择,对螺纹的表面质量具有一定的可控性。
G76最后一刀为两刃一刀尖全接触,使Z向偏移,最好的情况也是单一侧刃吃满刀,所以表面质量不易保证,并且用G76精车时前面会出现空刀现象,浪费时间。若改变第一刀切削深度,虽可以减少走刀次数,但也必须保证倒数第二刀及以上吃刀不能太大,因为G76的运算不明显,所以操作者不好确定最优下刀参数。
4)粗精加工的刀数及每次上刀量可控。好处:操作人员可根据工件材料、系统刚性以及个人经验,选择吃刀刀数和每次吃刀深度。粗车螺距偏大螺纹时,可根据等差数列把刀数以及走到哪一个值后开始等直径切削给计算出来。
使用G76时操作人员改动的参数比较少,一般为第一刀吃深以及最小吃深,可改动的参数少,其余的只能依靠系统计算出来。使用起来不灵活。
5) 也适于 30°、55°、60°等不同牙型螺纹。
6)粗精加工程序相互间转换灵活。
2 用宏程序加工螺纹实例
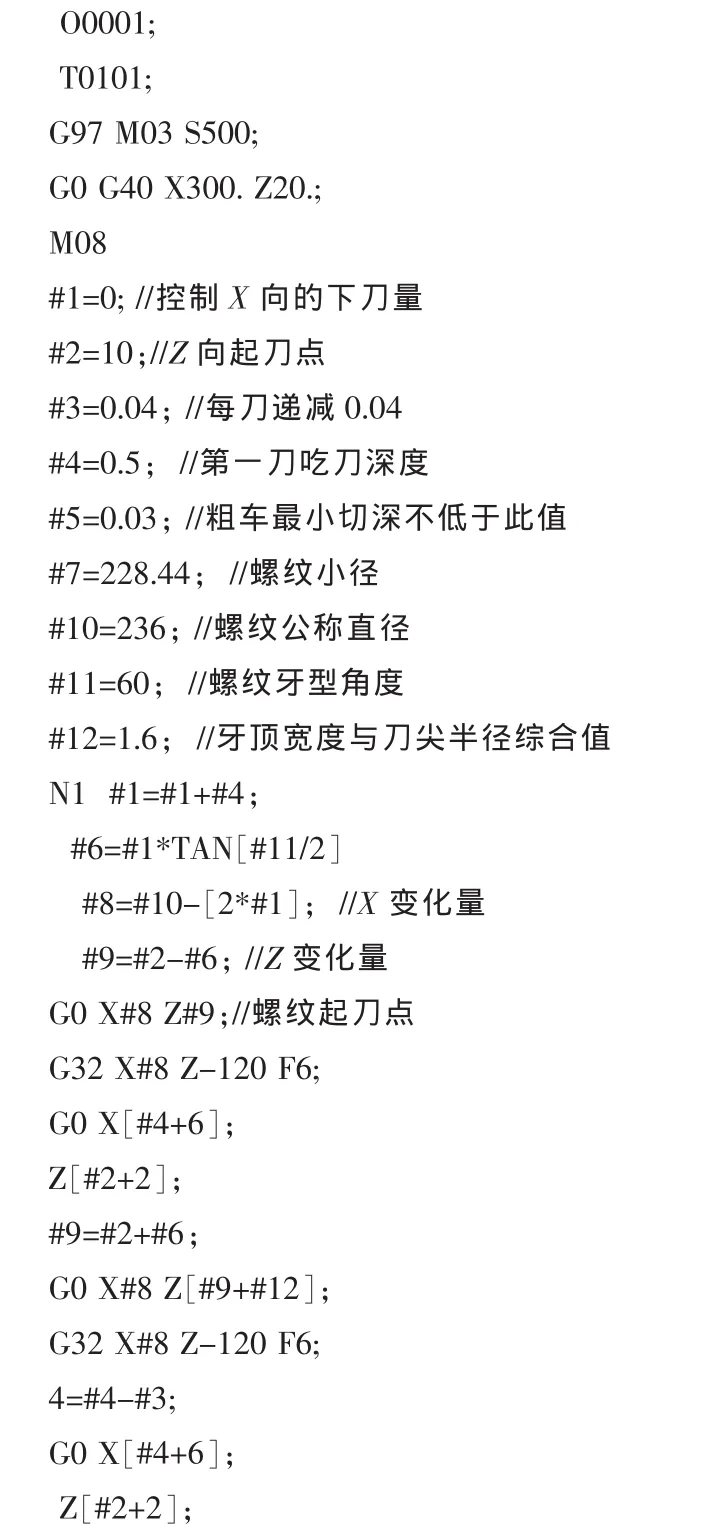
加工 M236×6螺纹, 设备 CK7840,FANUC-0I系统,程序如下:
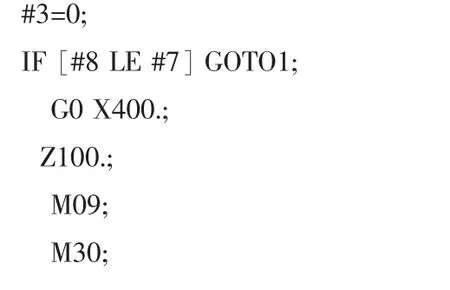
IF [#4 GE#5]GOTO1;//利用等差数列保证#1通过刀数累积小于牙型高度
#4=0.02;//粗加工到一定值时X等直径切削进刀量,精加工时可根据情况重新赋值
3 用宏程序加工螺纹的适用性
根据以上宏程序加工螺纹的特点,此程序适用于加工以下零件:
1)批量生产,但不适于单件小批量生产;2)大螺距(牙型比较高)螺纹;3)系统刚性不高的螺纹;4)外形在小机床无法装夹,大机床又没法提高转速的中小型螺纹;5)螺纹材料偏软,加工时容易掉牙。
4 结束语
使用宏程序编程可以使程序得到大大简化,经验证明:使用宏程序可以解决很多零件加工中的难题,减轻编程工艺人员的工作量,提高零件的加工效率,保证零件的加工精度。
[1] 王宁,徐小春.数控螺纹加工G92和G76指令分析与应用[J].枣庄学院学报,2009,26(2).
[2] 马汉伟,张绍杰.用宏程序在数控车床上加工大螺距梯形螺纹[J].科教文汇, 2010(3).
[3] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2009.
