石墨改性超高分子量聚乙烯的性能研究
2013-04-13李景忠宋浩南
李景忠,宋浩南
(1.黑龙江地丰涤纶股份有限公司,黑龙江哈尔滨 150316;2.哈尔滨工业大学航天学院,黑龙江哈尔滨 150001)
石墨改性超高分子量聚乙烯的性能研究
李景忠1,宋浩南2
(1.黑龙江地丰涤纶股份有限公司,黑龙江哈尔滨 150316;2.哈尔滨工业大学航天学院,黑龙江哈尔滨 150001)
采用物理共混改性的方法,制备了具有不同性能的超高分子量聚乙烯/石墨合金。研究了填料含量对合金性能的影响,DSC分析结果表明UHMWPE的热分解温度在455℃而熔点超过140℃,拉伸强度随石墨的添加明显下降,当石墨含量为5%时其拉伸强度下降到0.24MPa,冲击强度和摩擦磨损性能的测试结果表明,石墨填料的加入可以一定程度的改善合金材料的冲击性能和耐磨性能,石墨含量为1%时合金的摩擦系数由原来的0.14下降到0.12,而石墨较少时其冲击强度亦有所提高。
HMWPE;石墨;共混改性;性能
引言
超高分子量聚乙烯(UHMWPE)具有耐冲击、耐磨损、自润滑性好、耐化学腐蚀、卫生无毒、不易粘附、不易吸水、密度较小等优异的综合性能。例如,其耐磨性居塑料之冠,比碳钢、黄铜还耐磨数倍,是普通聚乙烯的数十倍以上;摩擦系数比其它工程塑料小,可与聚四氟乙烯相媲美,是理想的润滑材料;冲击强度是目前塑料中最高的。它比以耐冲击著称的聚碳酸酯还要高3~5倍;拉伸强度高达3~3.5GPa,拉伸弹性模量高达100~125Gpa;几乎不吸水,其吸水率是工程塑料中最小的;UHMWPE的抗粘附能力仅次于塑料中不黏性最好的PTFE;耐环境应力开裂性优于HDPE[1]。
由于UHMWPE熔融状态的黏度高达108Pa·s,流动性极差,其熔融指数几乎为零,所以很难用一
般的机械加工方法进行加工。近年来,通过对普通加工设备的改造,已使UHMWPE由最初的压制-烧结成型发展为挤出、吹塑和注射成型以及其它多种特殊成型方式。由于UHMWPE的加工方式不断多样化,为其改性研究[3~5]及复合化[6~7]、合金化[8~9]的研究和应用创造了良好条件,其应用领域不断扩展。本文制备了超高分子量聚乙烯/石墨复合材料,测试了这种复合材料的拉伸性能、耐冲击性能、耐摩擦性能,应用SEM观察了其断口形貌。
1 实验部分
1.1 实验原料
UHMWPE:北京助剂二厂,相对分子质量150万;石墨:青岛海达石墨,微粉石墨。
1.2 UHMWPE合金的制备
首先按1∶1的比例将UHMWPE和石墨添加到适量的乙醇中,超声振动15min,过滤、干燥得填料颗粒,然后将UHMWPE和填料颗粒按比例(混合后石墨在合金中的含量分别为1mass%,3mass%,5mass%,7mass%)按比例在高混机中混合均匀,送入双螺杆挤出机中共混、挤出、冷却、造粒,75℃干燥。
1.3 UHMWPE合金的表征分析
按照GB1040-79《塑料拉伸试验方法》所规定的方法制备样条,用WD-1型电子万能试验机进行拉伸性能测试。按照GB1040-79《塑料冲击试验方法》制备无缺口样条,用XCJ-40冲击试验机进行冲击性能测试。按照GB3960-83《塑料滑动摩擦磨损试验方法》制备环块试样,进行摩擦性能测试,环为45#钢,试件载荷为200N,转速为低速,运转15min。每次试验前要用丙酮反复擦洗钢环,避免有油污而影响实验结果。用荷兰飞利浦公司FEI Sirion扫描电子显微镜观察样品的断口形貌。利用德国NETZSCH公司STA449C热分析仪测定材料的热重曲线,温度为25~1000℃,空气气氛,升温速率为10℃/min。
2 结果与讨论
2.1 改性UHMWPE合金的DSC分析
改性UHMWPE的DSC曲线如图1所示:

图1 UHMWPE的DSC和TG曲线Fig.1The DSC and TG curves of UHMWPE
从图1中可以看出,UHMWPE的熔点在140~150℃之间;起始分解温度在455℃左右,终止分解温度约为500℃。因此,改性UHMWPE的成型温度应在150℃附近,烧结温度不用超过450℃。实验过程中,烧结温度一般应根据制品尺寸的不同控制在180~220℃之间,不宜过高,否则超高分子量聚乙烯会发生降解,对成型制品的性能会产生很大影响。
2.2 石墨含量对合金拉伸性能的影响及其拉伸断口的SEM分析
对不同石墨含量的UHMWPE合金的拉伸性能进行分析,其结果见图2。

图2 石墨含量与合金拉伸强度关系曲线Fig.2The relation between carbon content and tensile strength of alloy
由图2可见,UHMWPE合金的拉伸强度随着石墨含量的增加而逐渐降低。分析其原因可能是因为石墨填料与UHMWPE之间粘接强度较差,当合金材料受到拉伸载荷时,界面相作为薄弱环节首先发生破坏,使合金断裂。
对合金材料的拉伸断口进行SEM分析,如图3所示。

图3 不同石墨含量的合金拉伸拉伸断口形貌SEM照片Fig.3The SEM images of tensile fracture morphology of alloy with various carbon content
由图3a可见,未加填料的UHMWPE的拉伸断口面上片层结构较多,而且比较整齐,表现为UHMWPE的内聚破坏;石墨含量1mass%的合金拉伸断口(图3b)片层结构较少,出现了很多孔洞和石墨片层,这说明石墨片层与UHMWPE基体的粘合不牢,材料受到拉伸载荷时从界面处撕裂,致使拉伸强度下降。随着石墨含量的增加,合金中界面相的含量不断增多,断口处孔洞也逐渐增多(图3c),并且慢慢发展成凹槽(图3d),而且凹槽逐渐加深并增多(图3e),这种微观结构的发展变化最终导致宏观上合金的拉伸强度逐渐下降。
2.3 石墨含量对UHMWPE合金冲击性能的影响及机理分析

图4 石墨含量与合金冲击强度关系曲线Fig.4The relation between carbon content and impact strength of alloy
对UHMWPE合金材料的冲击性能进行了测试,其结果如图4所示。与石墨含量的关系曲线如图5和6所示,图7为不同石墨含量合金表面磨损形貌SEM照片。

图5 石墨含量与合金摩擦系数关系曲线Fig.5The relation between carbon content and friction coefficient of alloy
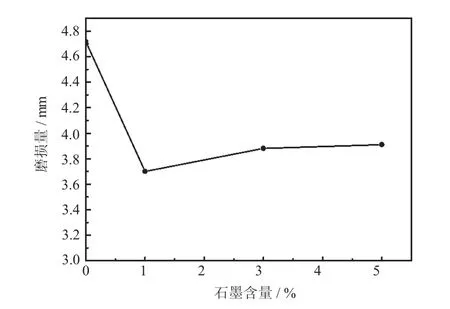
图6 石墨含量与合金磨损量关系曲线Fig.6The relation between carbon content and abrasion loss of alloy
由图4可见,UHMWPE合金的冲击强度随着石墨添加量的增加呈抛物线形势变化,石墨含量为1mass%左右时,冲击强度最大。根据无机粒子的增韧机理[10],无机粒子在基体中呈球状,基体对颗粒的作用力在两极为拉应力,在赤道处为压应力。由于力的相互作用,颗粒赤道附近位置的聚合物基体受到颗粒的压应力作用,有利于屈服发生。另外,由于两极是拉应力作用,当颗粒与聚合物之间的界面粘接力较弱时,会在两极首先发生界面脱粘,使颗粒周围相当于形成一个空穴,在空穴赤道面上的应力为本体区域应力的三倍,因此在本体应力尚未达到基体屈服应力时,局部已开始产生屈服,综合性能使得聚合物韧性提高。据此可知,石墨的含量很小时,石墨颗粒完全被UHNWPE基体包裹,起不到明显的增韧作用;石墨含量过高时,将消弱UHMWPE大分子间的相互作用力,而且由于石墨粒子的团簇,空穴也增加很多,很容易在UHMWPE中产生应力集中,局部过早屈服,冲击强度下降。
2.4 石墨含量对UHMWPE合金摩擦性能的影响
聚合物的磨损是一个复杂的过程,涉及多种机理,但以磨粒磨损、粘着磨损、疲劳磨损和氧化磨损等机理为主[11,12]。所得的合金的摩擦系数和磨损量

图7 不同石墨含量合金表面磨损形貌SEM照片Fig.7SEM images of wear appearance of alloy with various carbon contents
由图可见,石墨含量为1mass%时合金的摩擦性能最好。当未填加石墨时,UHMWPE与钢环摩擦产生一定的热量,由于高分子材料导热系数较低,热量在摩擦试样表面积累,从而导致表面软化和熔化,并黏附在钢环表面上,使摩擦系数和磨损量较大,如图7a所示;当添加石墨填料后,一方面会使合金材料的导热系数明显增大,摩擦试样表面产生的热量可有效的传递出去;另一方面低摩擦系数的石墨的引入可以改善合金的摩擦性能。当石墨含量为1mass%时,明显看出有石墨片层出现(图7b),这将使得摩擦系数降低;当石墨含量再增加时,由于机械混合的缺陷性,石墨团簇形成的颗粒产生磨粒磨损(图7c),并可能产生撕裂和剥离(图7d)和很多突起(图7e),磨损性能降低。
4 结论
DSC分析结果表明超高分子量聚乙烯的熔点在140~150℃之间,起始分解温度在455℃,UHMWPE/石墨合金的拉伸性能随石墨含量的增加下降显著,适当配比可以提高合金的冲击强度,而UHMWPE的摩擦磨损性能在添加石墨后发生了明显的变化,当添加含量在1%时使合金的摩擦系数和磨损量均达到了最小,说明石墨能明显改善超高分子量的摩擦磨损性能。
[1]王文广.塑料改性实用技术[M].中国轻工业出版社,2000:1~3.
[2]尹德荟.超高分子量聚乙烯的开发和应用[J].塑料,1999,4(28): 16~17.
[3]孙振国.超高分子两聚乙烯的改性[J].新型建筑材料,2000,32 (8):4~7.
[4]郑先锋.新型工程塑料UHMWPE的性能分析与研究[J].河南机电高等专科学校学报,1999,7(4):34~35.
[5]秦大同.超高分子量聚乙烯的改性及在机械中的应用[J].机械工程材料,2001,25(8):1~4.
[6]L A URACKI.The Prospect of UHMWPE[J].Polym.Eng.Sci., 1982,22(17):1166.
[7]X WANG.Mechanical,Thermal,Morphological and Rheological Properties of PP/UHMWPE[J].Materials Science and Technology, 1995,11:46~52.
[8]傅林.超高分子量聚乙烯的现状与展望[J].化工技术与经济, 1999,17(14):1416~1423.
[9]吴培熙,张留城.聚合物共混改性[M].中国轻工业出版社,1996: 11~35.
[10]何春霞.不同材料填充超高分子量聚乙烯复合材料的力学性能分析[J].塑料工艺,2002,30(5):29~31.
[11]王乙潜.超高分子量聚乙烯磨粒磨损性能及机理的研究[J].材料科学与工程,1998,16(4):29~33.
[12]陈战,王家序.填料对UHMWPE摩擦磨损性能的影响[J].润滑与密封,2001,4:34~35.
Study on the Properties of UHMW-PE Modified by Graphite
LI Jing-zhong1and SONG Hao-nan2
(1.Heilongjiang Difeng Polyster Company Limited,Harbin 150316,China;2.College of Aerospace,Harbin Institute of Technology,Harbin 150001, China)
The ultra-high molecular weight polyethylene/graphite alloys with different properties were prepared through physical blending method.The influence of filler content on the properties of alloys was studied.The results of DSC analysis showed that the thermal decomposition temperature of UHMWPE was 455℃,and its melting point was more than 140℃.It was found that the tensile strength declined significantly with the addition of graphite.When the graphite content was 5%the tensile strength decreased to 0.24 MPa.The results of impact strength and friction tests showed that the impact and friction resistance could be improved by adding graphite to a certain degree.When the graphite content was 1%,the alloy’s friction coefficient decreased from 0.14 to 0.12.The impact strength increased even when there was a small amount of graphite.
UHMWPE;graphite;blending modification;property
TQ325.121
A
1001-0017(2013)04-0021-04
2013-04-26
李景忠(1962-),男,黑龙江哈尔滨人,工程师,从事聚酯聚合民用直纺短丝、长丝、工业用长丝生产技术工作。