CNG储气井套管接头最佳上扣扭矩研究*
2013-04-11宋利滨段志祥
宋利滨 马 源 傅 伟 蒲 晒 石 坤 段志祥
(大连理工大学) (重庆市特种设备质量安全检测中心) (中国特种设备检测研究院)
压缩天然气 (compressed natural gas,CNG)储气井是一种新型储气设备,具有占地面积小、经济性良好等优点[1]。CNG储气井在使用过程中发生失效会带来巨大的经济损失。据统计,有80%的失效发生在套管和管箍的螺纹连接处[2]。上扣扭矩值的大小对于失效的产生具有一定的影响,扭矩值过小会产生脱扣和泄漏,扭矩值过大又会产生粘结现象,因此,合理的扭矩值能有效地防止失效的发生。虽然在相应的标准[3]中已经给出推荐的扭矩值,但实际操作很难满足标准中规定的要求,故需根据实际情况对最佳扭矩值进行研究,以为实际操作提供一个参考数据。由于扭矩和过盈圈数之间存在着一定的单值函数关系,故可通过对过盈圈数的控制来研究最佳扭矩值。本文以Ø177.8 mm×10.36 mm套管为例,在不考虑内压作用的情况下,分析在施加不同过盈圈数时套管螺纹上应力分布情况,并计算出不同过盈圈数所对应的扭矩值。
1 套管接头有限元分析
1.1 基本材料参数
分析中所用的有限元模型材料性能参数如表1所示。接触面的摩擦因数与所用的螺纹润滑脂的类型有关,一般为0.015~0.025之间[4],在本文分析中摩擦因数取0.02。

表1 材料的性能
1.2 有限元模型建立
在建立有限元模型时,考虑到圆螺纹的螺旋升角很小,对模型进行了简化,将套管接头视为轴对称结构[5]。有限元模型结构及几何尺寸分别如图1和表2所示。套管螺纹采用文献 [6]中图4所示的牙型,其锥度为1∶16,牙型角为60°。
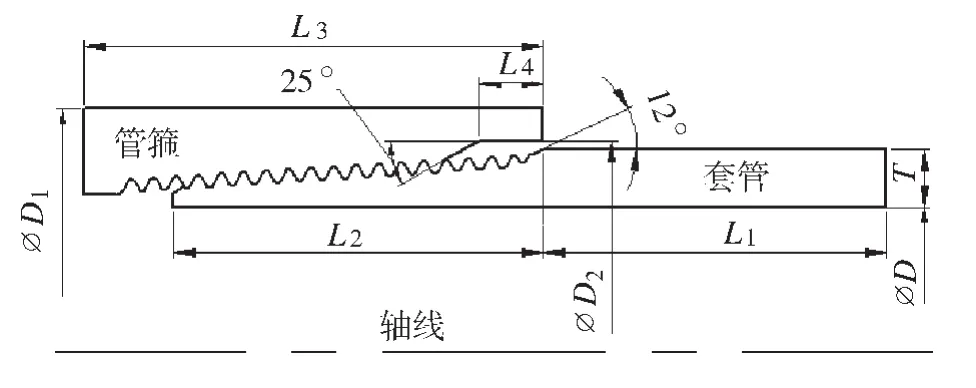
图1 有限元模型结构

表2 有限元模型尺寸 (mm)
利用APDL语言对套管接头进行建模及网格划分,有限元模型及网格划分见图2和图3。在分析过程中套管选用plane82单元 (8节点四边形单元),连接螺纹之间选用接触单元targe169和conta172。在网格划分时考虑到应力集中问题,对螺纹根部进行了细化;同时为了保证接触面上求解精确,尽量使接触面上的单元个数相等 (见图3)。

图2 有限元模型
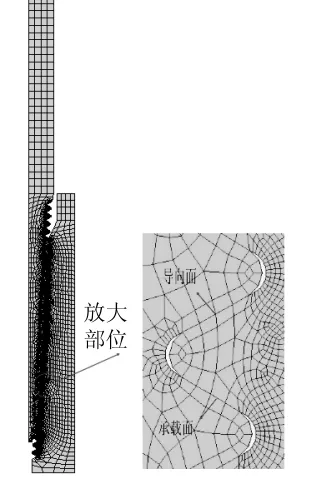
图3 网格划分
1.3 有限元分析结果
本文主要在过盈圈数为1圈、2圈和3圈的情况下,对建立的有限元模型进行模拟,套管接头Mises应力分布情况如图4所示。
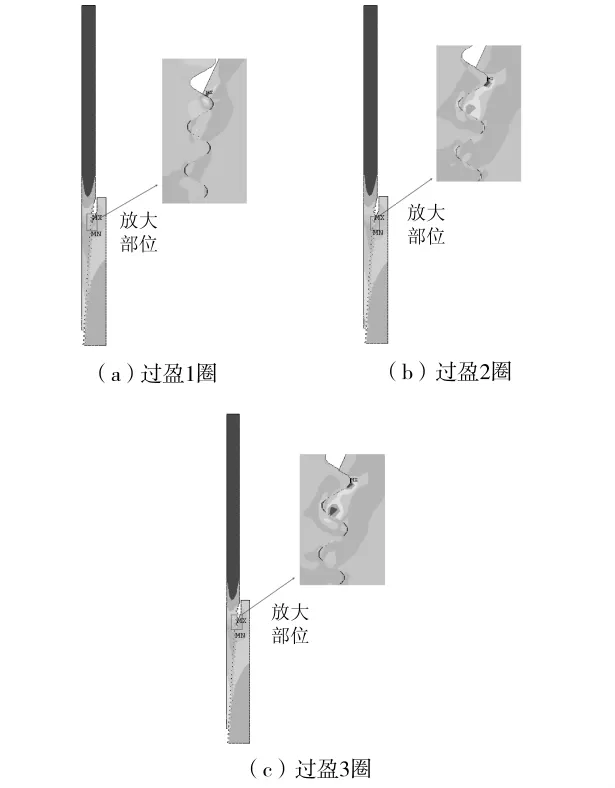
图4 套管接头Mises应力分布
施加不同的过盈圈数时,承载面和导向面上的接触力的分布情况如图5所示。由图5可见,承载面上最大和最小接触力分别发生在第1扣和第24扣螺纹上,而导向面上最大和最小接触力分别发生在第1扣和第5扣螺纹上。过盈1圈时,承载面与导向面之间的接触力数值大小在第12扣螺纹上发生变化,即第1扣到第12扣螺纹主要承担着施加扭矩时所产生的轴向载荷;过盈2圈时,数值大小在第14扣螺纹上发生变化;过盈3圈时,数值大小在第17扣螺纹上发生变化。从接触力的这种分布情况可知,随着过盈圈数的增加,承受轴向载荷的螺纹牙数不断增加。

图5 承载面和导向面上的平均接触力分布
套管螺纹上承载面和导向面上的接触力分布随过盈圈数而变化的情况如图6和图7所示。由图6和图7可见,接触力在螺纹牙两侧并不是均等分布的,承载面和导向面上的接触力呈两端高、中间低的趋势分布,最大接触力出现在距管体端部套管与管箍啮合的第1扣螺纹上;随着过盈圈数的增加,与其他扣位螺纹相比第1扣螺纹上的接触力数值变化最为明显。注意到在过盈3圈时,第1扣螺纹牙承载面上的接触力已达到1000 MPa以上,而文献 [7]中给出的N80-Q的最大屈服应力为758 MPa,所以在过盈3圈时,第1扣螺纹牙已经发生塑性变形,此时在该处容易出现粘结现象;而在过盈2圈时,虽然第1扣螺纹牙承载面上的接触力为798 MPa,超过了最大屈服应力,但与过盈3圈相比塑性变形要小得多,相比之下不易产生粘结现象,而且还可对螺纹牙起到强化作用。总体来看,随着过盈圈数的增加,套管螺纹的连接强度有所提高,但过盈圈数过大,对连接强度的提高并不明显,甚至有害。综合考虑可知,过盈2圈可使套管和管箍螺纹的连接强度达到最佳状态。
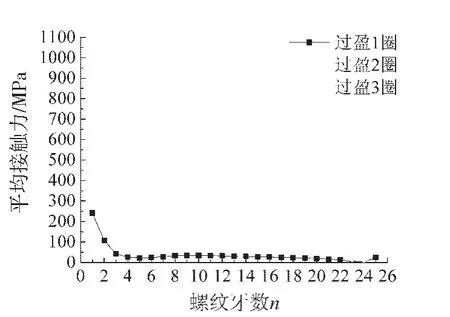
图6 承载面上的平均接触力分布
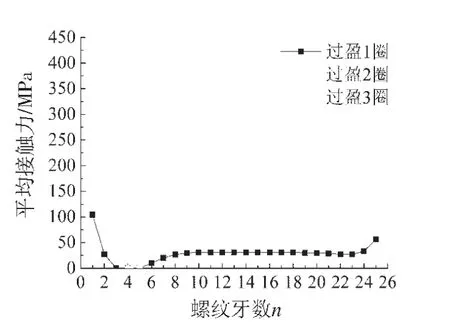
图7 导向面上的平均接触力分布
2 扭矩值
为防止在套管接头上扣过程中发生失效现象,需要对其上扣扭矩进行限制。标准SY/T 5412—2005《下套管作业规程》[3]中推荐的上扣扭矩如表3所示。本文分别计算了3种不同过盈圈数所对应的扭矩值,其计算结果见表4。

表3 圆螺纹套管的推荐上扣扭矩

表4 圆螺纹套管上扣扭矩计算值
通过比较表3和表4可知,过盈1圈时的上扣扭矩值远小于标准中推荐的最小扭矩值,在此种情况下,容易产生脱扣现象,不能有效地防止失效的产生;而过盈2圈和3圈时所施加的扭矩值与标准[3]中推荐的最佳和最大扭矩值较为接近,其相对误差分别为0.85%和5.5%。过盈圈数与扭矩值之间的关系如图8所示。
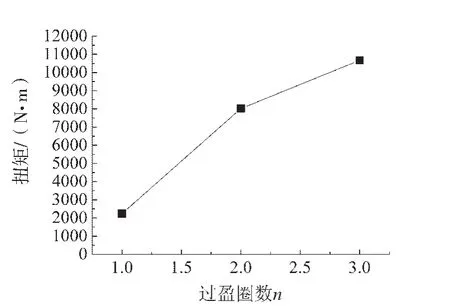
图8 过盈圈数与扭矩的关系
由计算结果和图8可知,扭矩值的变化幅度随着过盈圈数的增加而减小,当过盈圈数达到2圈时,所得到的上扣扭矩值与推荐的最佳上扣扭矩值较为接近,同时,也证明了本文所得出的结论——过盈2圈时可使套管和管箍螺纹的连接强度达到最佳状态。
3 结论
(1)根据套管和管箍上扣时各螺纹牙上接触力的分布特点可知,塑性变形和脱扣现象首先从第1个螺纹牙处开始发生。当第1扣螺纹出现脱扣现象时,由于脱扣后各螺纹牙上所承受的载荷被重新分布,从而将很容易导致其余的接触螺纹产生脱扣现象。(2)对套管接头在不同过盈圈数下的受力情况进行分析研究,结果表明,安装套管所施加的上扣扭矩使过盈圈数达到2圈时所对应的上扣扭矩值即为最佳扭矩值,在此种过盈状态下,各螺纹上的应力状态能够有效地防止失效的发生。
[1] 陈祖志,石坤,李邦宪.储气井设计问题的探讨 [J].压力容器,2012,29(2):49-55.
[2] 马永才.油管螺纹联接上扣状态受力分析 [J].中国材料科技与设备,2008(3):80-83.
[3] SY/T 5412—2005.下套管作业规程 [S].
[4] 王治国,刘甫清,唐豪清.关于圆螺纹套管 API最佳上扣扭矩合理性的探讨 [J].宝钢技术,2001(2):60-64.
[5] 杨琳,梁政,田家林,等.CNG储气井螺纹计算及有限元分析 [J].石油矿场机械,2008(10):59-63.
[6] GB/T 9253.2—1999.石油天然气工业 套管、油管和管线管螺纹的加工、测量和检验 [S].
[7] 美国石油学会标准.套管和油管规范 [S].第8版.中国石油天然气集团公司管材研究所译.2006.